 Skip to content
Skip to content 

Le moulage par injection est un procédé de fabrication courant qui consiste à injecter des matières plastiques dans des moules, puis à les déformer en les chauffant et en les refroidissant pour obtenir la forme finale. Toutefois, au cours du processus de moulage par injection, des déformations peuvent se produire, ce qui affecte la qualité du produit et l'efficacité de la production.
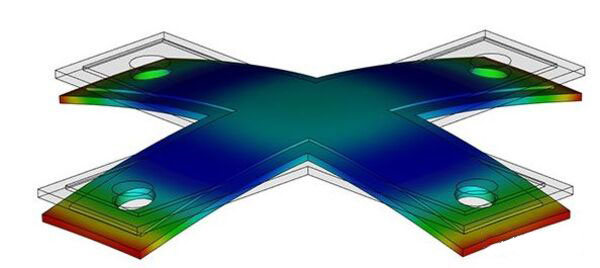
On parle de déformation par gauchissement lorsque la forme du produit moulé par injection diffère de la forme de la cavité du moule. C'est l'un des défauts les plus courants des produits en plastique. Les raisons de la déformation par gauchissement sont nombreuses et il ne suffit généralement pas d'utiliser les paramètres du processus pour y remédier. Cet article traite des causes de la déformation par gauchissement dans les produits en plastique. moulage par injection et comment les résoudre.

I. Causes du gauchissement des produits moulés par injection
1. Facteurs relatifs à la machine de moulage par injection
1.1 Température du fût
Lorsque la température du tonneau est trop basse, la température de la matière fondue est basse et, lors de la formation à des vitesses élevées, il y a une contrainte de cisaillement résiduelle importante avec un temps insuffisant pour la relâcher, ce qui conduit à un gauchissement.
L'augmentation de la température réduit le gauchissement. Le réglage de la température peut se référer aux recommandations du fabricant du matériau. La température du tonneau est divisée en zones arrière, centrale, avant et de la buse. Le réglage de la température de l'arrière vers l'avant doit augmenter progressivement, avec une augmentation de 6°C par zone. Si nécessaire, le réglage de la température de la zone de la buse ou de la zone avant peut être identique à celui de la zone centrale.

1.2 Température de la buse
Le plastique absorbe la chaleur dégagée par le chauffage et la chaleur de friction générée par le mouvement relatif des molécules de plastique dû à la rotation de la vis dans le cylindre. La dernière zone de chauffage dans le cylindre est la buse, et la matière fondue doit atteindre la température idéale à cet endroit, mais elle doit être chauffée modérément pour maintenir l'état optimal. Si le réglage de la température de la buse n'est pas assez élevé, une chaleur excessive est absorbée par le contact entre la buse et le moule, ce qui entraîne une baisse de la température de la matière fondue et un gauchissement. En règle générale, la température de la zone de la buse doit être supérieure de 6°C à celle de la zone avant.
1.3 Température de fusion trop basse et/ou pression d'injection trop élevée
La température de fusion et la pression d'injection sont deux facteurs importants qui influencent le gauchissement pendant le moulage du plastique. Si la température de fusion est trop basse et/ou la pression d'injection trop élevée, vous obtiendrez des contraintes résiduelles élevées, ce qui provoquera des déformations. Pour réduire le gauchissement, vous devez régler la température de fusion aussi haut que possible dans la fourchette dont vous disposez, et la pression d'injection aussi bas que possible.

1.4 Pression ou durée d'emballage incorrectes
Si vous tassez trop fort, vous obtiendrez une contrainte de cisaillement supplémentaire due au flux supplémentaire et une contrainte de pression supplémentaire due au plastique, ce qui déformera la pièce.
Si vous tassez trop, vous obtiendrez un reflux au niveau de l'obturateur, ce qui entraînera des contraintes de cisaillement dues à l'écoulement et de grandes différences de contraintes de traction et de compression dues à la grande différence de taux de rétrécissement entre le centre de la pièce (basse pression) et l'extérieur de la pièce (haute pression). Une fois que la vis a atteint son point bas, vous devez la maintenir en place pendant au moins 2 secondes pour maintenir le paquet.
Si le temps de tassement est trop court, un reflux se produit près de l'opercule lorsque la vis se retire, ce qui entraîne des contraintes résiduelles importantes et un gauchissement. La pression de tassement doit être modérée et le temps de tassement doit être prolongé jusqu'à ce que l'opercule se solidifie.
1.5 Temps d'attente incorrect
Si le temps de séjour est trop court, la température de fusion est basse et, même si la cavité du moule est à peine remplie, le plastique ne peut pas être compacté lors de l'emballage. Il y a trop d'espace pour la rotation pendant le refroidissement, ce qui entraîne un gauchissement.
Le rapport entre le poids de la grenaille et le matériau du canon doit être compris entre 1/1,5 et 1/4.
1.6 Pression d'injection trop élevée
Lorsque vous injectez trop fort, les molécules se mélangent. Elles ne s'alignent pas correctement et ne s'alignent pas de la même manière dans toutes les parties du plastique. Le plastique est alors soumis à des contraintes et se déforme.
1.7 Température de fusion trop élevée
Si la température de fusion est trop élevée, la température baissera considérablement pendant le moulage et la solidification, ce qui entraînera l'accumulation d'une grande quantité de contraintes internes pendant le refroidissement rapide, ce qui provoquera une déformation du produit.

1.8 Angle d'éjection insuffisant
Si l'angle d'éjection du moule n'est pas suffisant, il faudra beaucoup de force pour sortir la pièce. Cela peut entraîner une trop grande tension à l'intérieur de la pièce et la déformer.
1.9 Temps de cycle incorrect
Si le temps de refroidissement est trop court, le plastique est encore mou et peut se déformer si vous l'éjectez et le laissez se rétracter sans contrainte. Prolongez le temps de refroidissement jusqu'à ce que le plastique soit suffisamment résistant.
1.10 Emballage insuffisant
Si vous n'emballez pas suffisamment, il n'y aura pas assez de plastique dans la cavité du moule. Si le plastique refroidit avec trop d'espace pour se déplacer, il se déformera. Une fois la vis poussée au fond, elle doit y rester pendant au moins 2 secondes pour s'assurer que vous l'avez bien tassée, et vous devez la tasser d'au moins 3 mm.
1.11 Distribution inégale des broches du noyau
Si vous n'avez pas assez de broches, le produit se déformera car la tension n'est pas répartie uniformément lorsque vous l'éjectez.

2. Facteurs liés aux moisissures
2.1 Grande différence de température entre la cavité et le noyau
Lorsque la cavité et le noyau présentent une grande différence de température, la contrainte de cisaillement résiduelle est asymétrique pendant le refroidissement, ce qui entraîne un moment de flexion important et un gauchissement.
Si vous modifiez la conception du refroidissement afin de réduire la différence de température entre la cavité et le noyau, vous pouvez réduire le gauchissement.
2.2 Faible température du moule
Si la température du moule est trop basse, la contrainte de cisaillement résiduelle sera importante et il n'y aura pas assez de temps pour la relâcher, ce qui provoquera un gauchissement. L'augmentation de la température du moule peut réduire le gauchissement.
La température initiale du moule peut être réglée selon les recommandations du fabricant du matériau. Chaque fois que la température du moule est ajustée, elle doit être augmentée de 6°C, et 10 tirs doivent être effectués. Une fois que les conditions de formage sont stables, le réglage peut être effectué en fonction des résultats.

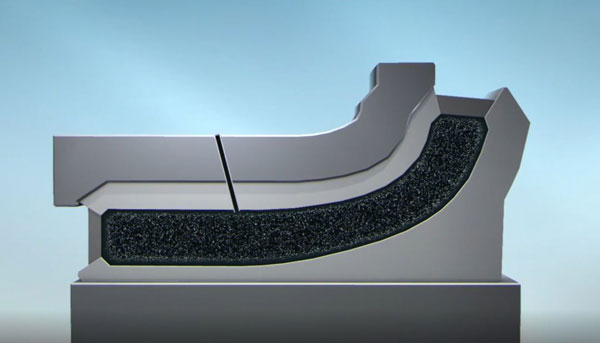
2.3 Grande différence d'épaisseur de la cavité
Il s'agit de la conception d'un produit, où les zones minces refroidissent en premier, suivies par les zones épaisses. Une grande différence d'épaisseur signifie une grande différence de taux de retrait volumique et de contrainte résiduelle. Lorsque la contrainte résiduelle est plus forte que la résistance de la pièce, celle-ci se déforme. Lorsque le produit est soumis à des températures élevées ou à d'autres environnements défavorables, la contrainte résiduelle peut être libérée et le produit se déforme. La solution de base consiste à concevoir le produit de manière à ce qu'il ait la même épaisseur, avec la plus petite différence de taux de rétrécissement du volume pendant le refroidissement, afin de réduire au minimum les contraintes résiduelles et le gauchissement.
2.4 Conception déraisonnable de la porte
La qualité de moulage des pièces est fortement influencée par la position et le type d'injection pour des pièces de formes et de tailles différentes. Par exemple, l'utilisation d'un portillon latéral ou d'un portillon à broches pour des pièces annulaires entraînera un écoulement inégal de la matière fondue, ce qui provoquera des déformations.

2.5 Résistance insuffisante du moule
Si le moule n'est pas assez solide, il se déformera sous la pression élevée du plastique pendant le moulage et vous obtiendrez des pièces déformées.
2.6 Nombre ou position inappropriés des portillons
Si les portes ne sont pas placées au bon endroit ou s'il n'y en a pas assez, le plastique doit s'écouler trop loin et il est difficile de le faire passer. Les molécules de plastique sont alors étirées et comprimées, ce qui crée une contrainte dans la pièce. Cette contrainte ne disparaît pas lorsque le plastique refroidit, et la pièce se déforme. Si la pression est élevée près de la porte, le plastique ne se rétracte pas beaucoup. Si la pression est faible à la fin du remplissage, le plastique se rétracte beaucoup. Si la différence de retrait entre l'avant et l'arrière de la pièce est importante, la pièce se déforme. Vous devez utiliser le bon rapport longueur/épaisseur du flux pour le matériau que vous utilisez.
La détermination de la position de la porte doit suivre le principe du remplissage équilibré. En d'autres termes, le temps d'arrivée de chaque front d'onde de fusion à l'extrémité de la cavité et la formation de la ligne de fusion doivent être fondamentalement cohérents. Le remplissage doit commencer en épaisseur et se terminer en finesse, et le remplissage doit être interrompu en cas de résistance immédiate afin d'éviter la formation de jets. Cela permet de réduire les contraintes résiduelles et le gauchissement.

2.7 Portes, glissières ou/et gaines trop petites ou/et trop longues
Si vos portes, vos canaux ou vos carottes sont trop petits ou trop longs, vous augmenterez la résistance à l'écoulement, ce qui signifie que vous devrez augmenter la pression d'injection. Cette pression étire et comprime les molécules de plastique et ajoute des contraintes mécaniques, ce qui entraîne des contraintes résiduelles importantes et des déformations.
2.8 Ejection irrégulière
Si vous n'éjectez pas vos pièces chaudes de manière uniforme, elles se déformeront. Vérifiez donc votre système d'éjection et procédez aux ajustements nécessaires. Veillez à ce que toutes les pièces mobiles soient bien lubrifiées. Utilisez des goupilles de guidage sur les grands moules pour éviter qu'ils ne s'affaissent au milieu sous l'effet de leur propre poids.
2.9 Refroidissement inégal
Si le moule ne refroidit pas correctement, les pièces en plastique ne refroidiront pas non plus correctement. Cela signifie qu'elles se déformeront. Par exemple, si le noyau est plus chaud que la paroi du moule, la pièce se courbera vers le noyau après le démoulage.
3. Facteurs liés aux matières premières
La fluidité est un problème. Pour le moulage de parois minces, il est naturel de choisir un plastique qui s'écoule facilement. Cependant, les plastiques qui s'écoulent facilement ne sont souvent pas assez résistants, et même si vous n'avez pas beaucoup de contraintes résiduelles, vous risquez d'avoir des déformations. Il est donc préférable de choisir un plastique qui s'écoule facilement, mais pas trop.
4. Facteurs liés à l'opérateur
Mauvaises habitudes. Les opérateurs qui placent les pièces éjectées au mauvais endroit peuvent provoquer un gauchissement des pièces. Les opérateurs doivent être informés en permanence de l'importance d'avoir de bonnes habitudes de formage et de l'inconvénient d'avoir des cycles de formage incohérents.
Les opérateurs doivent bénéficier de pauses raisonnables entre les postes afin de ne pas se fatiguer et de ne pas commettre d'erreurs.
L'utilisation de robots et d'autres moyens d'automatisation permet d'obtenir des cycles de formage cohérents.

5. Autres
5.1 Impact de l'étape de plastification sur la déformation par gauchissement des produits
L'étape de plastification est celle où les granulés à l'état vitreux se transforment en un état de fluidité gluante, ce dont vous avez besoin pour remplir le moule. À ce moment-là, le plastique peut être soumis à des contraintes parce que la température est différente au centre du plastique et à l'extérieur. En outre, la pression et la rapidité avec laquelle le plastique est injecté dans le moule peuvent faire en sorte que les molécules s'alignent de manière à déformer le plastique.
5.2 Impact des étapes de remplissage et de refroidissement sur la déformation des produits par gauchissement
Lorsque vous fabriquez des pièces en plastique avec moulage par injectionPour cela, il faut remplir le moule avec du plastique fondu. Ensuite, le plastique se refroidit et se solidifie à l'intérieur du moule. Il s'agit d'une partie très importante du moulage par injection. La température, la pression et la vitesse d'écoulement du plastique influencent la qualité des pièces et la rapidité de leur fabrication. Lorsque la pression est élevée et que le plastique s'écoule rapidement, le plastique s'étire dans la direction où il s'écoule. Il s'étire également dans une direction différente de celle de l'écoulement. C'est ce qu'on appelle "l'effet de gel". L'effet de gel fait que les pièces en plastique sont soumises à des contraintes. La température fait également plier les pièces en plastique.

(1) La différence de température entre le haut et le bas de la pièce peut provoquer des contraintes et des déformations thermiques.
(2) Les différences de température entre les différentes zones de la pièce entraînent un retrait inégal entre ces zones.
(3) Des conditions de température différentes affectent le taux de rétrécissement des pièces en plastique.
5.3 Impact de l'étape de démoulage sur la déformation des produits par gauchissement
Lorsque les pièces en plastique sont démoulées et refroidies à température ambiante, elles sont généralement dans un état vitreux. Si la force de démoulage est inégale, si le mouvement du mécanisme d'éjection est instable ou si la surface de démoulage est inappropriée, il est facile de déformer le produit. En outre, la contrainte gelée dans la pièce pendant la phase de remplissage et de refroidissement sera libérée sous forme de déformation en raison de la perte de contraintes externes, ce qui entraînera une déformation par gauchissement.
5.4 Impact de la rétraction des produits moulés par injection sur la déformation par gauchissement
La principale raison pour laquelle les produits moulés par injection se déforment est que les pièces rétrécissent de manière inégale. Si vous ne tenez pas compte du retrait qui se produit lors du remplissage du moule, la forme des pièces sera très différente de celle que vous souhaitez, et elles risquent d'être tellement déformées que vous ne pourrez pas les utiliser. Outre le gauchissement qui se produit lorsque le moule se remplit, les différences de température entre le haut et le bas du moule entraînent également un rétrécissement différent du haut et du bas des pièces, ce qui les déforme.
Lorsque nous analysons le gauchissement, nous ne nous intéressons pas au retrait lui-même, mais plutôt à la différence de retrait. Au cours de la processus de moulage par injectionLa disposition des molécules de polymère dans le sens de l'écoulement entraîne un taux de rétrécissement plus important dans le sens de l'écoulement que dans le sens perpendiculaire, ce qui provoque une déformation par gauchissement des pièces moulées par injection. Un retrait uniforme n'entraîne que des changements dans le volume des pièces en plastique, tandis qu'un retrait non uniforme provoque une déformation par gauchissement. Les plastiques cristallins présentent une différence de taux de retrait entre le sens de l'écoulement et le sens perpendiculaire beaucoup plus importante que les plastiques non cristallins, et leurs taux de retrait plus élevés, combinés à leur retrait anisotrope, entraînent une tendance beaucoup plus grande à la déformation par gauchissement des pièces en plastique cristallin.
5.5 Impact de la contrainte thermique résiduelle sur la déformation des produits
Lorsque vous fabriquez des produits par moulage par injection, la chaleur peut tout gâcher. Les pièces peuvent se déformer et avoir une mauvaise apparence.
II. Solutions au gauchissement des produits moulés par injection
Pour résoudre les problèmes susmentionnés, vous pouvez essayer les méthodes suivantes pour résoudre le problème de déformation des produits moulés par injection :
1. Régler la température d'injection
La modification de la température d'injection est un bon moyen de résoudre le problème de déformation des produits moulés par injection. En modifiant la température d'injection, la chaleur peut être distribuée uniformément à toutes les pièces, ce qui peut réduire le gauchissement des produits moulés par injection.
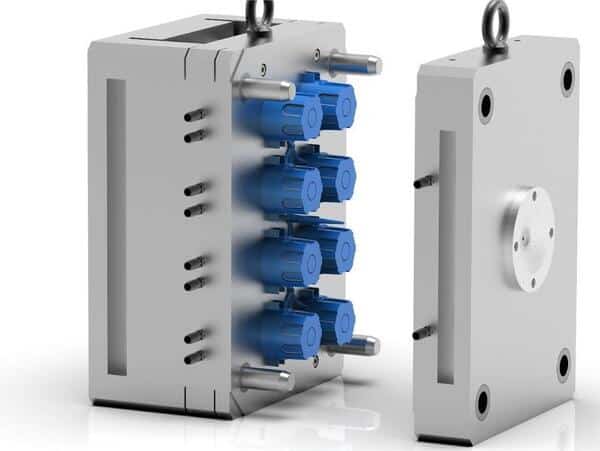
2. Conception d'une structure rationnelle de moule d'injection
Lorsque nous concevons des produits moulés par injection, nous devons prêter attention à la conception des structures telles que l'épaisseur de la paroi et la surface. Une bonne structure pour un produit moulé par injection peut réduire la déformation du produit moulé par injection.

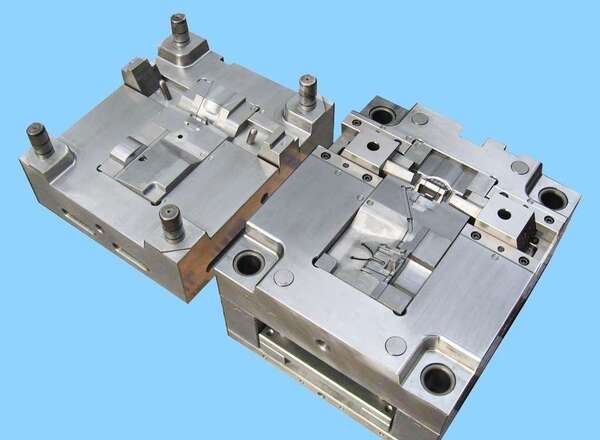
3. Optimiser le moule
Le moule est l'un des facteurs clés qui déterminent la précision et la déformation des produits moulés par injection. Il est donc nécessaire d'optimiser le moule. Choisissez les matériaux et les processus de fabrication appropriés pour garantir la précision du moule. En outre, il convient de prêter attention à l'entretien et à la maintenance du moule en cours d'utilisation.
4. Utiliser l'équipement de moulage par injection
L'utilisation d'un équipement de moulage par injection efficace permet de résoudre efficacement le problème de la déformation des produits moulés par injection. Un équipement de moulage par injection efficace peut améliorer l'uniformité de la température d'injection et réduire l'apparition de déformations pendant l'injection.

Ⅲ. Conclusion
De nombreux facteurs influencent la déformation par gauchissement des produits moulés par injection, notamment la structure du moule, les propriétés thermiques et physiques des matières plastiques, ainsi que les conditions et les paramètres du processus de moulage par injection. processus de moulage par injection. Par conséquent, la recherche sur le mécanisme de déformation par gauchissement des produits moulés par injection doit prendre en compte de manière exhaustive divers facteurs tels que l'ensemble du processus de formation et les propriétés des matériaux.







