 Skip to content
Skip to content 

Introduction:Lorsque vous concevez des pièces moulées par injection, vous devez penser à beaucoup de choses. Tous ces éléments peuvent perturber votre pièce et lui donner une allure de déchet. Vous pouvez avoir des marques de rétraction, des enfoncements, des déformations et toutes sortes d'autres problèmes. Vous devez donc connaître les règles de conception des pièces moulées par injection si vous voulez fabriquer de bonnes pièces.
Cet article présente les règles ultimes de conception du moulage par injection qui peuvent vous aider à obtenir les meilleures pièces en plastique. Vous y trouverez également des informations détaillées sur le contrôle des processus, des lignes directrices importantes pour la conception des moules et des conseils pour éviter les problèmes de conception les plus courants.
L'importance de la conception du moulage par injection
Moulage par injection est un moyen de fabriquer des objets en plastique. Vous mettez du plastique fondu dans un moule et vous le laissez refroidir et durcir. La conception du moule et du produit à fabriquer peut faire une grande différence dans son fonctionnement. Voici quelques raisons pour lesquelles la conception est importante pour le moulage par injection.
Déterminer la complexité de la fabrication
En analysant la conception, les concepteurs de produits et les ingénieurs peuvent prévoir diverses situations complexes susceptibles de survenir au cours du processus de fabrication. Cette conception fournit des instructions détaillées pour réduire l'incertitude avant la phase de production.

En outre, une compréhension préalable de la complexité peut clarifier la forme et la structure du moule. Cela permettra de concevoir et de fabriquer des moules adaptés aux produits requis.
Garantir la faisabilité de la fabrication
Lorsque vous concevez et produisez une pièce en plastique, vous ne savez pas avec certitude si la pièce que vous avez conçue pourra être fabriquée. La conception du moulage par injection permet de déterminer la fabricabilité dès le départ.

Vous pouvez ainsi savoir si vous allez rencontrer des problèmes de fabrication et si les pièces vont rester coincées dans le moule. Plus important encore, vous économisez du temps et de l'argent, ce qui vous permet d'obtenir des prix raisonnables pour les pièces et de produire des pièces dans un cycle plus court.
Prévenir les défaillances des composants
Si vous ne concevez pas correctement votre pièce moulée par injection, vous obtiendrez une pièce de mauvaise qualité. Elle ne fonctionnera pas correctement, elle n'aura pas l'air bien et elle sera très pénible. Vous devrez faire face à des défauts de moulage par injection et à d'autres défaillances mécaniques qui empêcheront votre pièce de faire ce qu'elle est censée faire.
Les lignes directrices relatives à la conception du moulage par injection vous aideront à choisir les bons paramètres de moulage et à éviter les grosses erreurs qui empêcheront votre pièce de fonctionner.
Considérations relatives à la conception des pièces moulées par injection
Le moulage par injection est un processus complexe qui nécessite une conception minutieuse pour s'assurer qu'il est bien fait. Si vous vous trompez dans la conception, vous devrez le payer plus tard. Vous devez donc suivre les bonnes lignes directrices en matière de conception du moulage par injection pour éviter les erreurs. Voici quelques points à prendre en compte lors de la conception de pièces moulées par injection.

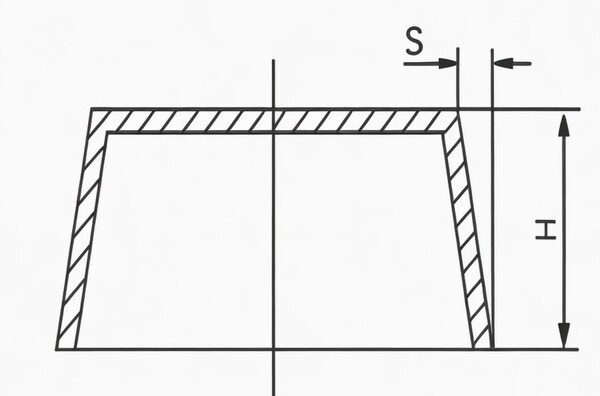
Épaisseur de la paroi
C'est l'un des facteurs importants à prendre en compte lors de la phase de conception des pièces moulées par injection. L'épaisseur de la paroi peut affecter plusieurs caractéristiques clés du composant, notamment ses performances, son esthétique et son coût.
Par conséquent, l'épaisseur nominale de la paroi doit être déterminée en fonction des exigences de performance fonctionnelle. Vous devez tenir compte de la contrainte admissible et de la durée de vie prévue des pièces moulées pour déterminer l'épaisseur minimale de la paroi.
La règle générale consiste à maintenir une épaisseur de paroi constante sur l'ensemble de la pièce moulée par injection. Idéalement, l'épaisseur de la paroi doit se situer entre 1,2 et 3 mm. Les parois minces nécessitent une pression plastique élevée et peuvent provoquer des poches d'air. Les parois épaisses vous coûteront plus cher parce qu'elles prennent plus de temps à refroidir et utilisent plus de matière.

Chaque fois qu'une pièce change d'épaisseur, il faut s'assurer que la transition entre les deux parties se fait en douceur. Pour ce faire, vous pouvez ajouter des chanfreins sur les bords ou les coins inclinés. De même, l'utilisation de coins arrondis pour les angles ou les bords arrondis permet de s'assurer que le plastique fondu remplit complètement le moule et qu'il refroidit uniformément.
Ligne de classification
Le plan de joint est l'endroit où les deux moitiés du moule se rejoignent pour former le produit final. Tout décalage ou désalignement dans la conception du plan de joint peut entraîner des défauts de soudure dans les pièces moulées.

Il est donc important de concevoir un plan de joint simple et droit pour minimiser ces défauts autant que possible. Les plans de joint simples sont plus faciles à réaliser, nécessitent moins d'entretien et peuvent donner une meilleure douceur globale au produit final.
Lorsque vous concevez des plans de joint, il est généralement préférable de les placer sur des arêtes vives plutôt que sur des surfaces arrondies. Cela permet de réduire le besoin de moules aux tolérances serrées, ce qui augmente le coût de production. Vous devez également penser à l'aspect du plan de joint sur le produit final.

La conception de la ligne doit la rendre aussi invisible que possible et ne pas passer par des surfaces ou des caractéristiques critiques (comme du texte ou des logos). Cela permet de s'assurer que le produit final a l'aspect qu'il doit avoir et d'améliorer la qualité générale de l'image de marque. processus de moulage par injection.
Angle de tirant d'eau
L'angle de démoulage sur la surface des pièces moulées par injection permet de les retirer facilement du moule sans les endommager. L'angle de démoulage requis dépend de facteurs tels que l'épaisseur de la paroi, le taux de retrait du matériau et les exigences en matière de post-traitement et de finition.

L'angle de dépouille moyen doit augmenter d'un degré par pouce de profondeur, mais pour la plupart des pièces, un minimum de 1,5 à 2 degrés est généralement suffisant. Les textures lourdes peuvent nécessiter un maximum de 5 degrés par pouce. Un angle de dépouille insuffisant peut entraîner des défauts esthétiques tels que des traces de frottement.
Il est possible d'ajouter des angles de dépouille lors de la conception de pièces moulées par injection à l'aide de systèmes de CAO, mais il est préférable de le faire à la fin du processus de conception afin de garder les choses aussi simples que possible.
Côtes et saillies
Les nervures sont utilisées pour renforcer les murs lorsque deux murs se rencontrent à un angle de 90 degrés. Elles rendent la pièce plus solide et lui permettent de supporter un poids plus important. Les bosses permettent également d'aligner et de fixer les pièces. Elles renforcent également la pièce à des endroits tels que les trous de vis et les fentes.

L'épaisseur maximale de la partie inférieure de la nervure d'appui doit être égale à 2/3 de l'épaisseur du mur adjacent. La hauteur des barres d'armature ne doit pas dépasser 2,5 fois l'épaisseur nominale du mur (2,5T). Il est important de tenir compte de la contraction. Pour éviter les marques de retrait, l'épaisseur de la saillie ne doit pas dépasser 60% de l'épaisseur totale de la paroi.
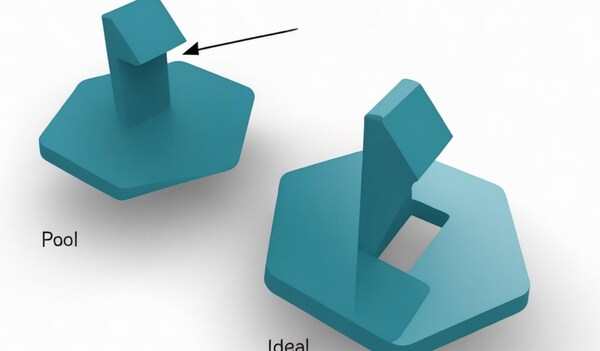
Emplacement et type de porte
La carotte est un élément très important du processus de moulage par injection. C'est la partie qui est directement reliée à la pièce en plastique et qui contrôle l'écoulement de la résine plastique fondue dans la cavité du moule. La taille, la forme et la position de la porte ont un impact important sur le produit fini. Elles influencent la résistance et l'aspect de la pièce.

Il existe quatre types courants d'opercules utilisés pour différents types de moules d'injection : l'opercule de bord, l'opercule sous-marin, l'opercule de pointe chaude et l'opercule de carotte. Comme son nom l'indique, l'opercule de bord est situé sur le bord d'une pièce plate et laisse des cicatrices sur le plan de joint.
Les portillons sous-marins sont très courants et présentent différentes variantes, telles que le portillon banane, le portillon sourire et le portillon tunnel. Elles nécessitent un ébarbage automatique à l'aide d'une goupille supérieure et permettent d'éloigner la position de la porte du plan de joint pour un meilleur remplissage.

Les vannes à pointe chaude ne sont utilisées que pour les moules d'injection à canaux chauds. Elles sont généralement situées au sommet des moules de forme ronde ou conique. En revanche, la carotte est un bon choix pour les grands moules cylindriques à cavité unique. Elles laissent généralement de grandes marques aux endroits où elles se touchent, mais elles sont faciles à fabriquer et à entretenir.
La conception et le type d'opercule dépendent de la conception de la pièce, de la sélection des matériaux, des exigences de taille et des besoins esthétiques du produit final. Il est important de placer le portillon à l'écart des zones à forte contrainte ou à fort impact afin de minimiser le risque de défauts.

Il est également important d'éliminer les opérations secondaires de retrait des portillons et de placer les portillons dans les zones les plus épaisses pour un remplissage optimal. Dans certains cas, plusieurs portillons peuvent être nécessaires en fonction de la taille, de la géométrie et du type de polymère plastique de la pièce.
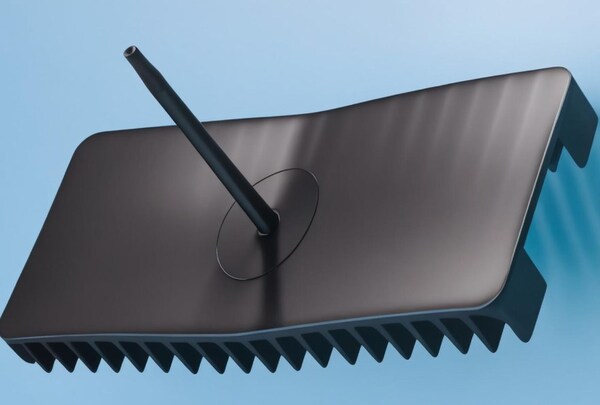
Aiguille supérieure
Il s'agit d'un élément clé de l'installation de moulage par injection, qui aide à pousser la pièce hors du moule après qu'elle a suffisamment refroidi. Ils laissent souvent des marques sur les pièces. Vous devez donc les concevoir sur un plan perpendiculaire à la direction du mouvement de la broche.

La forme de la pièce, l'angle de dépouille, la profondeur et la texture de la paroi déterminent le nombre et la position des goupilles. Ces facteurs influencent la façon dont les pièces adhèrent à la paroi du moule. Le matériau choisi aura également une incidence sur la taille et la position de ces goupilles.
Par exemple, les résines à forte viscosité nécessiteront plus de force pour être extraites. De même, les polymères plastiques plus souples nécessiteront des goupilles plus larges ou plus nombreuses pour répartir la force et éviter les défauts de moulage.

Découpage du fond et filetage
Les contre-dépouilles et les filets sont des caractéristiques concaves ou pendantes qui rendent difficile l'éjection des pièces en plastique du moule par une simple traction. La conception doit garantir que les pièces peuvent être éjectées par une seule traction unidirectionnelle. Cela permettra de maintenir les coûts de moulage par injection à un niveau plus bas. Il est donc très important d'éviter les filets et les contre-dépouilles lors de la conception des pièces moulées par injection.
Pour éviter les contre-dépouilles, vous pouvez orienter les éléments parallèlement au plan de joint et incorporer les releveurs et les glissières dans la conception. Les releveurs permettent de dégager les contre-dépouilles internes sans courant d'air. Une fois les pièces refroidies, le releveur peut être poussé vers le haut à un angle pour retirer la contre-dépouille du moule. En revanche, la glissière utilise des broches inclinées reliées au noyau du moule pour libérer les contre-dépouilles externes.
Filet
Pour améliorer le moulage par injection, il est préférable d'avoir des caractéristiques arrondies plutôt que des coins et des arêtes vives. Les arêtes vives nécessitent plus de pression pour être remplies, ce qui peut endommager la pièce et provoquer des défauts lors de l'éjection. Les angles intérieurs et extérieurs arrondis facilitent l'écoulement du plastique, ce qui réduit les contraintes et les fissures.

Le rayon de l'angle intérieur doit être au moins égal à 50% de l'épaisseur de la paroi adjacente. En revanche, le rayon du coin extérieur doit être égal à 150% de l'épaisseur de la paroi adjacente. Pour les caractéristiques verticales telles que les saillies et l'ajustement par encliquetage, la base doit être circulaire. Le rayon de la saillie doit être de 25% de la paroi adjacente, avec un rayon minimum de 0,381 mm (0,015 in).
Traitement de surface
Les pièces en plastique peuvent subir différents traitements de surface qui influent sur leur aspect, leur toucher et leur texture. Le choix de la bonne finition est important car il détermine les outils et les matériaux dont vous avez besoin. Les finitions brutes nécessitent plus d'ébauche et affectent les matériaux que vous pouvez utiliser.

Il se peut que vous deviez encore faire quelque chose à la surface du moule pour la rendre lisse. Tout petit défaut à la surface du moule se verra sur les pièces. Plus vous devez intervenir après le démoulage des pièces, plus le coût est élevé et plus la fabrication du moule prend du temps.
Sélection des matériaux
Lorsqu'il s'agit de moulage par injectionDans le cas de la résine, vous avez le choix entre un grand nombre de résines plastiques différentes. Chacune d'entre elles possède des propriétés physiques et mécaniques qui lui sont propres. Le matériau que vous choisissez aura une incidence sur le fonctionnement de vos pièces dans le monde réel.

Lorsque vous choisissez un matériau pour le moulage par injection, vous devez tenir compte de la rétraction du matériau, de la façon dont vous allez assembler les pièces et du coût du matériau.
Le taux de retrait des matériaux varie en fonction du type de plastique et des conditions de traitement, ce qui peut affecter les performances et la forme géométrique des pièces. Vous devez également tenir compte de la capacité à gérer la manutention des matériaux et les processus d'assemblage, tels que la fixation mécanique et le soudage.

Bien que les propriétés idéales des matières plastiques soient cruciales, vous devez également tenir compte des coûts d'achat, de transformation et de finition des matières plastiques afin de minimiser les coûts de production.
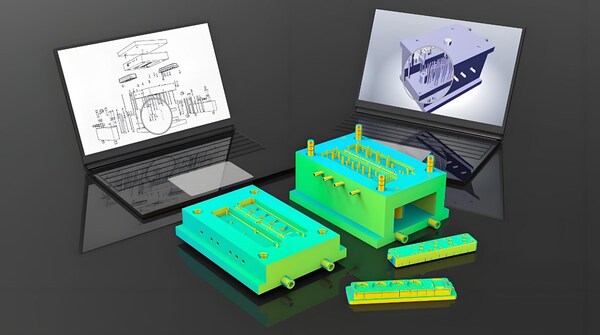
Lignes directrices pour la conception des moules d'injection plastique
La conception et la fabrication de moules en plastique par injection sont des activités importantes dans le monde de la fabrication de pièces en plastique. Les outils de moulage permettent de définir la forme des pièces en plastique. Tous les composants du moule doivent donc être en bon état pour permettre un moulage par injection en douceur.

Par exemple, comme vous pouvez le voir, lorsque vous envisagez d'utiliser des moules de coulée sous pression, vous comprenez que le point important est que la conception des moules de coulée sous pression est très importante, et qu'elle a la capacité d'améliorer la conception de l'instrument, mais aussi d'éviter les problèmes et de présenter la meilleure qualité possible.
Voici quelques éléments à prendre en compte lors de la conception du processus de fabrication des moules d'injection.
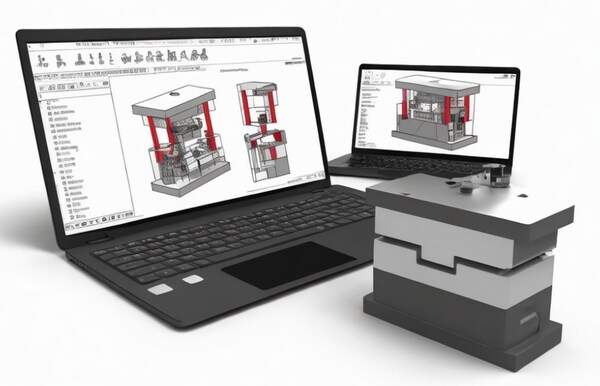
Cadre du moule et disposition des cavités
Les outils de moulage sont constitués de bases de moule, de cavités, d'inserts de noyau et d'autres pièces. La base du moule est le fondement du moule, tandis que la cavité et les inserts du noyau donnent forme à la pièce. La conception des composants du moule influe sur la précision et la cohérence du processus de moulage.

Le moule doit être solide, résistant, facile à entretenir et facile à démonter et à remonter pour le réparer et l'entretenir. Les outils du moule doivent être fabriqués avec le plus grand soin afin que la cavité et le noyau s'alignent correctement. La disposition de la cavité du cadre du moule doit également vous permettre d'accéder aux inserts de la cavité et du noyau pour les réparer et les entretenir. Cela réduit les risques de problèmes et améliore la qualité des pièces.
Conception du système de refroidissement
Le système de refroidissement joue un rôle important dans la conception des moules d'injection. Il contrôle la température de la cavité du moule et de la matière plastique. Le refroidissement est important car il permet de solidifier le plastique et de contrôler le retrait.

Le système de refroidissement joue un rôle important dans la conception des moules d'injection. Il contrôle la température de la cavité du moule et de la matière plastique. Le refroidissement est important car il permet de solidifier le plastique et de contrôler le retrait.
Le système de refroidissement doit refroidir uniformément l'ensemble de la cavité du moule. Les canaux de refroidissement doivent être proches des zones où les temps de refroidissement sont les plus longs, afin de ne pas interférer avec les systèmes d'injection et de coulée. Les ingénieurs en mécanique doivent également optimiser la conception pour obtenir le temps de cycle le plus court possible.

Conception des canaux d'écoulement et des portes
Le système de canaux et de carottes est un élément important dans la conception des moules d'injection. Il contrôle le flux de plastique fondu dans la cavité du moule. La carotte est l'entrée du plastique dans la cavité du moule, et le système de canaux guide le plastique vers la carotte. La conception des systèmes d'injection et de coulée a une incidence sur l'efficacité du processus de moulage et sur la qualité du produit fini.

Le portail est important. Il doit être de la bonne taille, au bon endroit et avoir la bonne forme. Elle doit aider le plastique à s'écouler dans le moule et ne pas poser de problèmes. Le système de glissières est également important. Il doit aider le plastique à s'écouler dans le moule et ne pas poser de problèmes.
Conception du système de lancement
Le système d'éjection est ce qui permet aux pièces de sortir du moule. Lors de la conception du système d'éjection, vous devez tenir compte de la forme des pièces, du nombre de coupes inférieures et de la rigidité des pièces. Vous pouvez utiliser des broches d'éjection, des manchons ou des systèmes d'éjection hydraulique pour vous assurer que vous n'endommagez pas les pièces lorsque vous les éjectez.

Vous devez également vous assurer que le système d'éjection est suffisamment puissant pour pousser les pièces hors du moule. Vous devez également réfléchir à l'emplacement du système d'injection par rapport à la carotte et au système de coulée afin d'éviter toute interférence.
Matériaux des moules et traitement de surface
Les matériaux que vous utilisez dans votre moule auront une incidence sur sa durée de vie et sur l'aspect de vos pièces. Vous voulez des matériaux qui supportent la chaleur, qui la conduisent bien et qui ne s'usent pas. Le choix des bons matériaux peut vous aider à fabriquer des pièces plus rapidement, à faire durer vos moules plus longtemps et à fabriquer de meilleures pièces.

Chaque moule est différent et doit faire l'objet d'une réflexion approfondie lors du traitement. Les matériaux utilisés doivent être usinés avec précision afin d'éviter les défauts de surface qui pourraient se transmettre aux pièces moulées.
Il est très important d'éliminer les marques visibles laissées par les fraises sur la surface du moule en procédant à un usinage de précision supplémentaire, comme le sablage ou le polissage. Le degré d'usinage de précision requis aura une incidence sur le coût et la durée du processus de traitement des moules.

Contrôle de la qualité du processus de moulage par injection
Le moulage par injection est une méthode efficace et de haute précision pour la fabrication de pièces en plastique. Pour garantir des produits plastiques de haute qualité, un contrôle strict des processus doit être mis en œuvre tout au long du processus de fabrication. Avant d'aborder les étapes critiques de la mise en œuvre du contrôle du processus de moulage par injection, décrivons brièvement le processus de moulage par injection.
Aperçu du processus de moulage par injection
Le moulage par injection consiste à faire fondre des polymères plastiques, puis à les solidifier sous pression dans un moule pour donner la forme du composant. Ce cycle continu comprend de nombreuses étapes. Après avoir chauffé la résine plastique, la porte s'ouvre lorsqu'une pression appropriée est appliquée au moule. Le plastique fondu est ensuite injecté dans le moule.
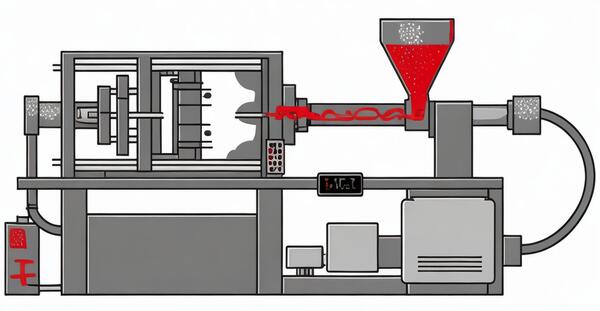
Une fois que la résine en fusion atteint l'extrémité du baril, la porte se referme. Les deux parties du moule sont alors fermées simultanément et maintenues ensemble par la pression de serrage. Après la phase de maintien de la pression, la vis se rétracte et les pièces refroidissent dans le moule. Une fois les pièces refroidies, le moule s'ouvre et la goupille d'éjection ou la plaque supérieure pousse les pièces vers l'extérieur. Les pièces terminées sont alors prêtes pour l'usinage de précision.
Dans ce contexte, examinons les différents aspects du contrôle du processus de moulage par injection :
Sélection et réglages de la machine
Choisir la bonne machine de moulage par injection et la configurer correctement vous aidera à contrôler le processus et à fabriquer des pièces de qualité à chaque fois.

Tenez compte des facteurs suivants
Force de verrouillage : Lorsque vous procédez à un moulage par injection, vous devez vous assurer que la machine dispose d'une force de verrouillage suffisante pour maintenir le moule en place.
Taille de l'unité d'injection : L'unité d'injection doit être suffisamment grande pour fournir assez de plastique pour remplir le moule sans le surcharger ou le sous-remplir.
Type et taille de la vis : La vis doit permettre d'obtenir une bonne qualité de matière fondue et un bon débit. Le diamètre de la vis doit également permettre d'obtenir la bonne quantité de plastique et la bonne densité de la matière fondue.

Écart de température : La machine doit être dotée d'un bon système de contrôle de la température afin de maintenir la température à un niveau constant dans l'ensemble du moule.
Manutention des matériaux : La machine doit également être dotée d'un bon système de manutention qui permet de déplacer les matériaux de la zone de stockage sans les salir. Dans l'ensemble, il doit y avoir de la place pour suivre les éléments importants du processus tels que la température, la pression et le temps nécessaire. Les ingénieurs en mécanique doivent être en mesure de voir si quelque chose change et d'y remédier immédiatement afin que le produit fini ne présente aucun problème.

Paramètres du processus et optimisation
Lorsqu'il s'agit de contrôler le processus de moulage par injection, vous devez garder un œil sur un certain nombre d'éléments différents pour vous assurer d'obtenir les meilleurs résultats. Voici quelques-uns des éléments les plus importants à surveiller :
Pression et vitesse d'injection : ces deux éléments déterminent la vitesse à laquelle le plastique fondu pénètre dans le moule. La pression doit être suffisamment élevée pour remplir complètement le moule, mais pas trop pour ne pas provoquer d'éclatement ou de déformation. Il faut également s'assurer que le plastique pénètre dans le moule aussi rapidement que possible sans se déformer.

Température d'injection : La température de l'injection influe sur l'écoulement et la viscosité du plastique. Le plastique doit être chauffé à son point de fusion et maintenu à une température constante tout au long du processus d'injection. Les mécaniciens peuvent utiliser des thermocouples pour surveiller et contrôler la température en différents points de la cavité du moule.
Maintien de la pression et durée : Le maintien de la pression doit pouvoir empêcher la matière de refluer dans le dispositif d'injection. Le temps d'isolation doit permettre à la matière plastique de refroidir complètement et de se solidifier. La durée dépend de l'épaisseur de la paroi et de la complexité des pièces.

Temps de refroidissement : Le choix du temps de refroidissement doit être basé sur les propriétés thermiques du matériau et l'épaisseur de la paroi du composant. Des thermocouples peuvent également aider à contrôler le temps de refroidissement. Les ingénieurs mécaniciens peuvent ajuster le temps en modifiant la disposition du canal de refroidissement ou en augmentant sa taille.
Lancement : Le système d'éjection doit veiller à ce que les pièces et les moules ne soient pas endommagés en les éjectant en douceur et de manière cohérente. La force de la poussée doit également dépendre de la taille et de la complexité des pièces.

Contrôle de la qualité et inspection
Le contrôle de la qualité et l'inspection sont importants pour s'assurer que les pièces moulées sont bonnes. Nous faisons différentes choses, comme vérifier que le processus est bon, regarder les pièces pour voir si elles ont l'air bonnes, et tester les pièces pour voir si elles fonctionnent bien. Nous procédons à ces contrôles pour découvrir ce qui fait que les pièces ne sont pas bonnes et pour aider à améliorer le processus.

Un bon contrôle de la qualité est important pour s'assurer que les pièces moulées sont exemptes de défauts et de problèmes de surface, et qu'elles respectent les bonnes tolérances et les exigences fonctionnelles. Vous devez procéder régulièrement à des contrôles de qualité et à des inspections pour vous assurer que les pièces répondent aux normes de qualité, de sécurité et de performance.
Problèmes courants de conception du moulage par injection de matières plastiques et solutions
Les défauts de moulage par injection peuvent survenir lors de la fabrication de pièces et affecter directement la fonctionnalité du produit. Ces défauts peuvent être causés par un grand nombre de facteurs différents, notamment les paramètres de moulage et le matériau utilisé.

Mais vous pouvez éviter les défauts de conception en ajustant le processus de moulage. Parfois, vous devrez revoir la conception du moule ou acquérir de nouveaux équipements de production pour résoudre le problème.
Examinons quelques problèmes de conception courants dans le domaine du moulage par injection et la manière de les résoudre.
Rétrécissement et déformation
Les marques de retrait sont un type de défaut de moulage par injection qui se présente sous la forme de petites dépressions à la surface de la pièce moulée. Elles sont généralement causées par le rétrécissement des caractéristiques internes de la pièce moulée, qui provoque un enfoncement de la matière de l'extérieur vers l'intérieur.
Le gauchissement est une flexion et une torsion indésirables des pièces moulées par injection dues à une contraction interne inégale au cours du processus de refroidissement. Cela crée une pression inégale sur les différentes zones de la pièce moulée. Cette pression provoque la flexion et la torsion de la pièce pendant le refroidissement. On peut observer ce phénomène dans des pièces qui sont censées être plates mais qui présentent des écarts lorsqu'elles sont placées sur une surface plane.
Raison
Température de fusion ou de moulage très élevée ; pression de maintien ou d'injection très faible ; défauts dans la conception de la structure du moule ; temps et pression d'isolation ou de refroidissement insuffisants.

Solution
Veillez à le refroidir lentement et longuement afin qu'il ne soit pas stressé à l'intérieur ; veillez à ce que les parois soient toutes de la même épaisseur afin que le plastique puisse s'écouler à travers le moule dans une seule direction ; maintenez-le au sol et refroidissez-le afin que l'extérieur de la pièce devienne froid ; rendez le moule ou le plastique plus froid.
Adhésion du bord volant et des composants
Lorsque vous voyez de fines lignes de matériau supplémentaire sur les bords de votre pièce, il s'agit d'un flash. Cela se produit lorsqu'une partie du matériau va là où il n'est pas censé aller. Le flashage est un petit problème, mais s'il empêche votre pièce de fonctionner correctement, c'est un gros problème.

Lorsque votre pièce colle au moule et que vous ne pouvez pas la retirer, on parle d'adhérence de la pièce.
Raison
Mauvaise conception et mauvais contrôle du système d'échappement ; force de serrage insuffisante ; mauvaise conception du moule et mauvaises conditions du moule ; pression d'injection trop élevée ou moule trop chaud ; pas assez d'agent de démoulage ; pas assez de temps de refroidissement.

Solution
Assurez-vous que le passage de l'échappement est correct ; serrez fermement la planche pour qu'il n'y ait pas d'espace ; refaites le moule pour que la matière en fusion s'écoule en douceur et qu'il y ait suffisamment d'air ; mettez le moule en place avec la bonne matière pour qu'il se détache ; réglez la pression d'injection, la température du moule et le temps de refroidissement en fonction de la matière que vous utilisez.
Coups de feu courts et marques de brûlure
Lorsque la matière en fusion ne peut pas remplir tout le moule, vous obtenez un court-circuit. Cela signifie que la pièce n'est pas complète lorsqu'elle refroidit et que vous la démoulez. Les coups courts sont néfastes parce qu'ils peuvent perturber l'aspect et le fonctionnement de la pièce.

Les marques de brûlure sont des taches de rouille noires sur la surface ou les bords de la pièce. Elles n'endommagent généralement pas la pièce, mais elles peuvent poser un gros problème si elles brûlent la pièce et l'empêchent de fonctionner correctement.
Raison
La pression est insuffisante ; de l'air reste coincé et empêche le plastique de s'écouler ; les matériaux utilisés sont très épais ; les systèmes d'obturation et de coulée sont mal conçus ; la température est trop élevée.

Solution
Ouvrez plus d'évents ou ajoutez-en pour assurer une meilleure ventilation ; utilisez une température de moule suffisante pour éviter de refroidir le matériau trop rapidement et de manière irrégulière ; ralentissez la vitesse d'injection pour réduire le risque d'emprisonner de l'air ; augmentez la vitesse et la pression d'injection ou utilisez des pièces plus minces pour améliorer l'écoulement du matériau.
Trous d'air et interstices
Les poches d'air constituent l'un des problèmes les plus graves dans les moulage par injection. Elles ressemblent à de l'air emprisonné ou à des bulles dans les pièces moulées. Ces bulles peuvent causer des problèmes structurels et esthétiques. Si l'air initial dans le moule devient suffisamment chaud et comprimé, il explosera et endommagera les pièces moulées et le moule.

Les vides sont des bulles dans les pièces moulées par injection. Les fabricants appellent parfois ces problèmes des poches d'air. Bien que les responsables du contrôle de la qualité affirment que les vides sont des problèmes mineurs, un plus grand nombre de vides peut affaiblir les pièces moulées.
Raison
Le moule est mal ventilé ; la cavité du moule n'est pas remplie uniformément ; l'air est piégé et comprimé, puis s'enflamme ; la pression de moulage n'est pas suffisante ; le matériau présente de grandes variations de densité, ce qui facilite l'apparition de vides.

Solution
Augmenter la température du moule ; retravailler ou modifier le système de canaux et le positionnement des portes ; utiliser des matériaux moins visqueux pour éviter la formation de bulles ; réduire la durée du cycle pour éviter d'écraser et d'enflammer l'air emprisonné ; augmenter la pression d'injection et se débarrasser de l'air emprisonné dans la cavité du moule.
Inadéquation et déviation des plans de joint
Les plans de joint dépareillés sont un problème lorsque les deux moitiés du moule ne s'alignent pas correctement. Cela peut faire apparaître des coutures ou des espaces sur le plan de joint de la pièce moulée. Lorsque les pièces moulées se plient ou se déforment pendant qu'elles refroidissent, on parle de déflexion. Ces deux problèmes peuvent faire que les pièces ne répondent pas aux spécifications qu'elles sont censées respecter, ce qui signifie que davantage de pièces sont jetées et que moins de produits sont fabriqués.

Raison
La force de serrage n'est pas uniforme ; les pièces du moule changent de taille ; la pression et la température d'injection sont trop élevées ; le moule se dilate à chaud ; le temps de refroidissement du moule est insuffisant.
Solution
Assurez-vous que le moule est serré et aligné correctement ; maintenez le moule à une température constante tout au long du processus de moulage ; optimisez les paramètres de moulage par injection pour les matériaux que vous utilisez ; le traitement thermique après le moulage peut aider à réduire le stress.

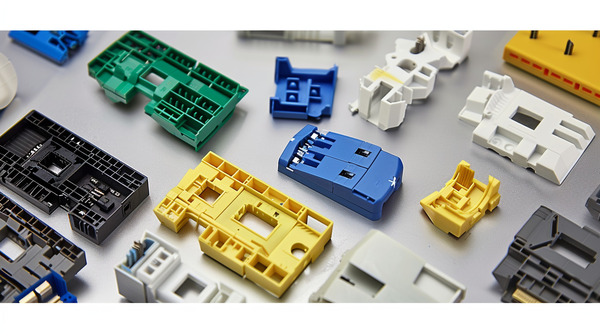
Conclusion
Le moulage par injection est une technologie polyvalente et efficace qui permet de produire des pièces plastiques personnalisées de haute qualité pour un grand nombre d'industries. Toutefois, le processus est incomplet si l'on ne suit pas un ensemble de lignes directrices relatives à la conception du moulage par injection. Cet article vous permettra de comprendre ce dont vous avez besoin et comment mener à bien le processus.
Les règles de conception du moulage par injection présentées dans cet article vous aideront à optimiser le processus, à garantir une production rentable et à réduire la durée du cycle. Le coût des erreurs de conception est élevé. Contactez Zetar Mold dès maintenant pour en savoir plus sur votre moulage par injection conception. Nous sommes toujours prêts à vous aider à obtenir de meilleurs résultats.






