 Skip to content
Skip to content 

- L'emplacement de la porte est la décision d'outillage la plus impactante après la géométrie de la pièce — il contrôle l'équilibre de remplissage, la position des lignes de soudure et l'apparence de surface.
- La taille de la porte doit être de 50 à 80 % de l'épaisseur de paroi au niveau du talon de la porte ; des portes sous-dimensionnées provoquent des jets et une dégradation par cisaillement.
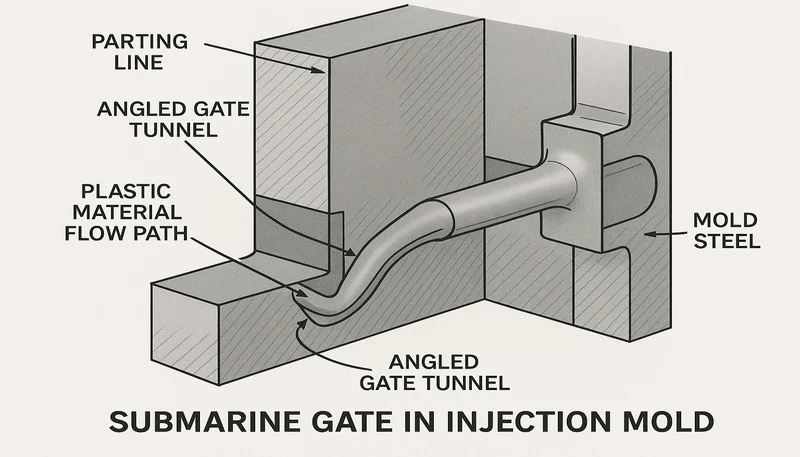
- Les portes submersibles et tunnels se dégradent automatiquement à l'éjection, éliminant l'ébavurage secondaire à grande échelle.
- Les systèmes à buse chaude à pointe obturatrice laissent des vestiges de porte de seulement 0,1 à 0,3 mm — pratiquement invisibles sur les pièces finies.
- Toujours placer la porte sur la section de paroi la plus épaisse et faire circuler vers les sections plus minces pour minimiser les marques de retrait.
- Dans notre usine, la simulation d'écoulement avant la finalisation de la porte réduit les défaillances sur premier article de plus de 40 %.
Qu'est-ce que la conception de porte en moulage par injection et pourquoi est-ce important ?
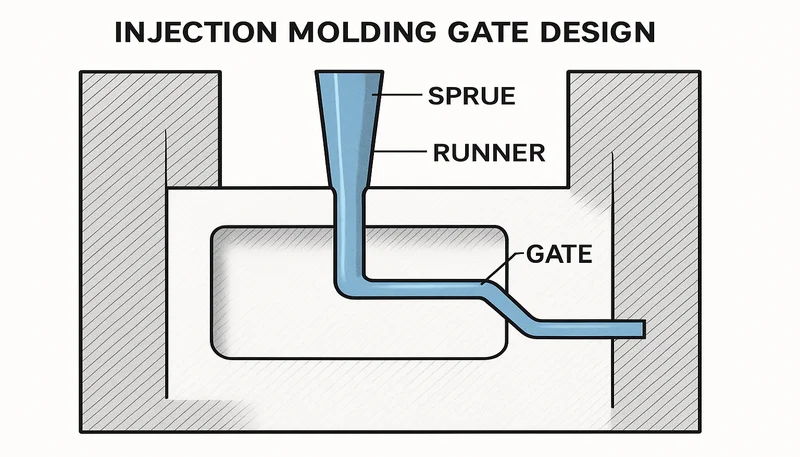
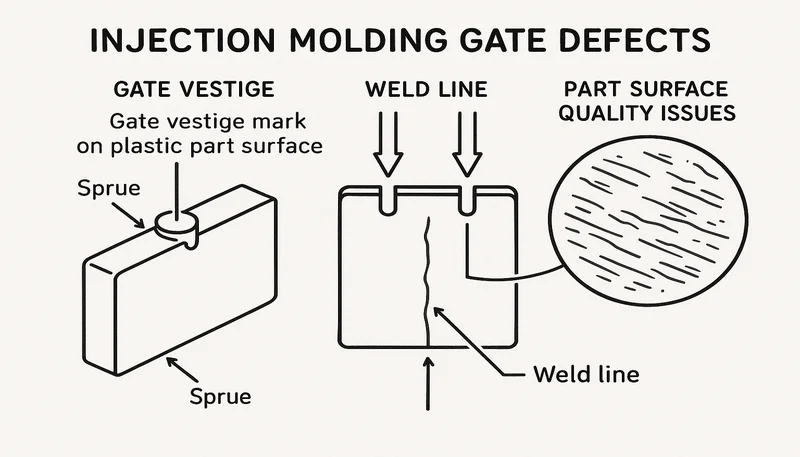
Moulage par injection gate design1 est la discipline d'ingénierie qui spécifie le point d'entrée — géométrie, taille et position — par lequel le plastique fondu passe du système de canalisation à la cavité du moule. Une porte bien conçue contrôle la pression de remplissage (généralement 50–150 MPa au niveau de la porte), la densité de compactage et la séquence de solidification. Une erreur de conception entraîne des conséquences comme la projection, weld line3s, gauchissement, marques d'affaissement et cycles de retouche coûteux qui peuvent compromettre le lancement d'un produit.
La porte est le point le plus étroit et à cisaillement le plus élevé de tout le parcours d'écoulement. Les taux de cisaillement au niveau d'une porte latérale standard atteignent généralement 10 000 à 100 000 s⁻¹, contre 1 000 à 10 000 s⁻¹ dans le canal. Ce cisaillement chauffe localement la matière fondue — utile pour les matériaux semi-cristallins qui nécessitent une baisse de viscosité, mais destructeur pour les résines sensibles à la chaleur comme le PVC ou le POM si la porte est trop petite. Chaque décision concernant la porte est un compromis entre l'écoulement, l'esthétique, l'intégrité structurelle et le temps de cycle.
| Variable de porte | Effet sur la pièce | Risque si incorrect |
|---|---|---|
| Gate location | Position de la ligne de soudure, zone de retassure | Marques d'affaissement, lignes de soudure structurelles |
| Gate type | Taille du vestige, coût de déportage | Rejets cosmétiques, coût de l'ébavurage |
| Taille de la porte d'injection | Taux de cisaillement, pression de remplissage, maintien | Jets, voile, sur-maintien |
| Longueur du talon de la porte | Chute de pression, érosion | Stries, érosion de la porte dans le temps |
| Nombre de portes | Équilibre de remplissage, nombre de lignes de soudure | Gauchissement, multiples marques de vestige |
« Le placement du point d'injection est la décision d'outillage la plus impactante après la géométrie de la pièce. »Vrai
L'emplacement de la porte contrôle la distribution de la pression de remplissage, la position des lignes de soudure, la formation des marques de retassure et la qualité de surface. Nos données d'usine montrent que plus de 65 % des défauts sur premier article dans les nouveaux moules d'injection sont dus à un emplacement de porte sous-optimal — ce qui fait de la revue de la porte une étape obligatoire dans notre processus de conception pour la fabrication avant toute coupe d'acier.
« Tout emplacement de point d'injection permettant un remplissage complet de la cavité est acceptable. »Faux
Un remplissage complet est nécessaire mais insuffisant pour une bonne conception de la porte. Une porte sur ligne de joint placée pour faciliter l'outillage peut créer des lignes de soudure dans les zones structurelles, des marques de retassure dans les sections épaisses et des voiles sur les faces cosmétiques — tout cela passe un contrôle de remplissage mais échoue aux inspections fonctionnelles et esthétiques. L'emplacement de la porte doit être conçu en fonction de la géométrie de la pièce et de la rhéologie de la résine, et non par défaut pour la commodité de l'outillage.
Notre équipe d'ingénierie examine la configuration de la porte sur chaque nouvel outillage avant la coupe de l'acier. Nous traitons le placement de la porte comme une variable de conception de premier ordre, au même titre que angle de dépouille et la ligne de joint. Cette approche réduit les défaillances liées à la porte sur le premier article de plus de 40 %. Déplacer une porte dans la CAO coûte moins de 200 $ ; la déplacer après la coupe de l'acier coûte 800 $ à 2 500 $ — un argument puissant pour anticiper la revue de la porte dans le processus de conception avant tout usinage.
| Défaut | Correction d'ingénierie de la porte | Correction uniquement procédurale (inefficace) |
|---|---|---|
| Jetting | Porte plus large ou repositionnement | Réduire la vitesse d'injection |
| Marque de porte | Porte plus large, seuil plus long | Température de fusion plus basse |
| Sink marks | Porte sur section plus épaisse | Augmenter la pression de maintien |
| Temps de refroidissement et optimisation du cycle | Relocaliser ou ajouter une porte | Augmenter la température de fusion |
| Les pages de guerre | Centrer ou ajouter une deuxième porte | Extend cooling time |
Comprendre la fonction de la porte commence par la physique de l'écoulement. Le plastique fondu entre dans la porte à haute vitesse (1–5 m/s) et décélère en s'éventant dans l'empreinte. La géométrie de la porte contrôle la rapidité de cette décélération. Une porte trop étroite maintient une vitesse trop élevée trop loin dans l'empreinte, provoquant un jetting. Une porte trop large retarde la congélation, allongeant le temps de cycle et permettant un écoulement continu après la relâche de la pression de maintien, entraînant des bavures. Optimiser la taille de la porte signifie trouver la fenêtre entre ces deux modes de défaillance pour la combinaison spécifique de résine et d'épaisseur de paroi.
Quels sont les principaux types de portes en moulage par injection ?
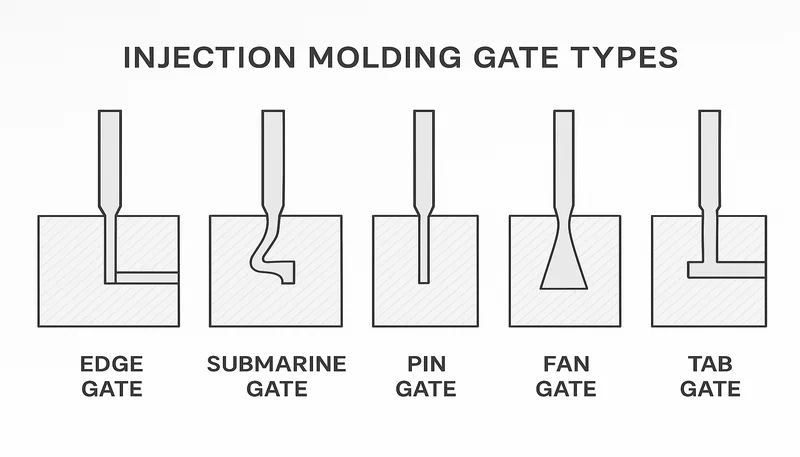
Le choix du type de porte dépend de la géométrie de la pièce, de la résine, du volume de production et du fait que l'ébavurage de la porte est manuel ou automatique. Les six types de porte les plus courants résolvent chacun une combinaison différente de ces contraintes, avec le coût et la qualité esthétique comme principaux facteurs de différenciation.
| Type de porte | Débourrage automatique | Best Application | Longueur typique du canal |
|---|---|---|---|
| Edge (Side) Gate | Non | Pièces plates/à paroi mince, prototypage | 0.5–1.5 mm |
| Submarine (Tunnel) Gate | Yes | Pièces esthétiques en grande série | 1.0–3.0 mm |
| Porte à pointe (porte pinpoint) | Oui (3 plateaux) | Petites pièces de précision | 0.5–1.0 mm |
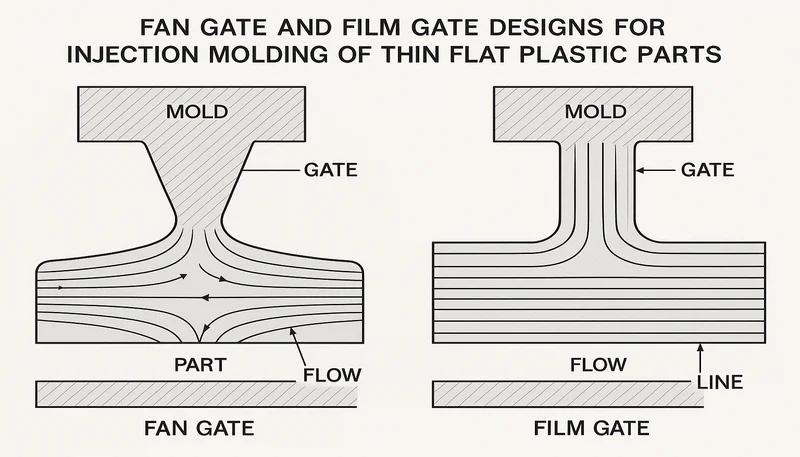
| Fan Gate | Non | Panneaux plats larges, lentilles | 0.5–1.0 mm |
| Tab Gate | Non | Résines fragiles, pièces sensibles aux contraintes | 1.0–2.0 mm |
| Porte diaphragme (disque) | Non | Pièces cylindriques/tubulaires | 0.3–0.8 mm |
La porte latérale est le cheval de bataille du prototypage et des petites séries : facile à usiner, facile à modifier, et elle laisse un vestige visible qui peut être coupé à plat. Pour les surfaces esthétiques, la porte submersible passe sous la ligne de joint et se coupe net au démoulage. Les portes à pointe dans les moules à trois plateaux permettent un alimentation centrale sur les pièces rondes avec séparation automatique du canal, bien que les déchets du canal froid augmentent le coût matière par cycle de 8 à 15 %. Les portes diaphragmes entourent tout le périmètre d'une pièce cylindrique, éliminant les lignes de soudure pour les composants tubulaires.
Les portes en éventail étalent la matière sur un large front — idéal pour les lentilles en polycarbonate ou les panneaux acryliques où la biréfringence et les contraintes résiduelles doivent être minimisées. Les portes à onglet ajoutent un tampon sacrificiel entre la porte et la pièce, essentiel pour les nylons chargés de verre où la concentration de contraintes induite par la porte fissurerait la pièce en service. Le choix entre les types de porte est finalement un compromis entre la qualité esthétique, la commodité d'ébavurage, la complexité de l'outillage et la compatibilité des matériaux.
“Les systèmes de canaux chauds éliminent les déchets de canaux et réduisent le coût matière par pièce pour la production à grand volume.”Vrai
Les systèmes à canal froid génèrent des déchets de canal à chaque cycle — un canal froid de 20 grammes dans un outil à 16 empreintes avec des cycles de 30 secondes produit 9,6 kg de déchets par heure. L'investissement en porte chaude de 8 000 à 25 000 € est amorti en 3 à 6 mois pour des volumes supérieurs à 50 000 pièces par an grâce aux seules économies de matière, tout en améliorant simultanément l'esthétique de la porte.
“Les régénérats de carottes provenant de systèmes de canaux froids peuvent être utilisés sans aucune limitation sur le taux de mélange.”Faux
Le regranulat de canal froid est généralement mélangé à 10–20 % avec de la résine vierge pour les applications non critiques. Les résines techniques (PC, PA66) perdent 5–15 % de leurs propriétés mécaniques par cycle de regranulation en raison de la réduction du poids moléculaire et de l'historique thermique. Pour les applications critiques en couleur ou structurelles, l'utilisation de regranulat est limitée ou interdite, nécessitant une conception de porte plus stricte et un suivi du regranulat.
Les types à débourrage automatique (porte submersible, porte à pointe, porte chaude à valve) éliminent la main-d'œuvre de coupe manuelle. Dans un outil à 24 empreintes avec des cycles de 18 secondes, la coupe manuelle des portes ajoute 0,8 à 1,5 seconde par pièce — soit 0,03 à 0,06 € par pièce aux tarifs de main-d'œuvre typiques du moulage. Pour un programme annuel de 2 millions de pièces, cela représente 60 000 à 120 000 € de main-d'œuvre de coupe que les portes à débourrage automatique éliminent. Notre recommandation standard : utiliser des portes submersibles pour toute série de production dépassant 100 000 pièces lorsque la géométrie de la pièce permet la géométrie de tunnel incliné et que le type de résine permet une coupe nette.
| Type de porte | Méthode de débourrage | Taille du vestige | Meilleur volume |
|---|---|---|---|
| Submersible (tunnel) | Cisaillement automatique à l'éjection | 0.3–0.8 mm | > 100k pièces |
| Pin gate (3-plate) | Séparation de la plaque de canal | 0,2–0,5 mm | > 50k pièces |
| Canaux chauds à pointeau | Fermeture par goupille mécanique | 0.1–0.3 mm | > 50k pièces |
| Porte latérale (canaux froids) | Ébavurage manuel requis | 0,5–2,0 mm après ébavurage | < 100 000 pièces |
| Porte en éventail (canal froid) | Ébavurage manuel requis | 1,0–3,0 mm après ébavurage | Faible volume / pièces plates |
Le type de porte affecte également la qualité du régénéré et l'efficacité matière. Les portes latérales sur canaux froids produisent une carotte ébavurée régénérée à 10–20% avec de la résine vierge. Les portes submersibles laissent un petit moignon conique sur la carotte qui s'intègre proprement dans le système de régénération sans ébavurage manuel. Les systèmes de canaux chauds éliminent entièrement le régénéré — un avantage significatif pour les résines techniques où le régénéré dégrade les propriétés mécaniques de 5–15% par cycle de transformation, et pour les applications critiques en couleur où le régénéré introduit des variations de couleur entre les lots de production.
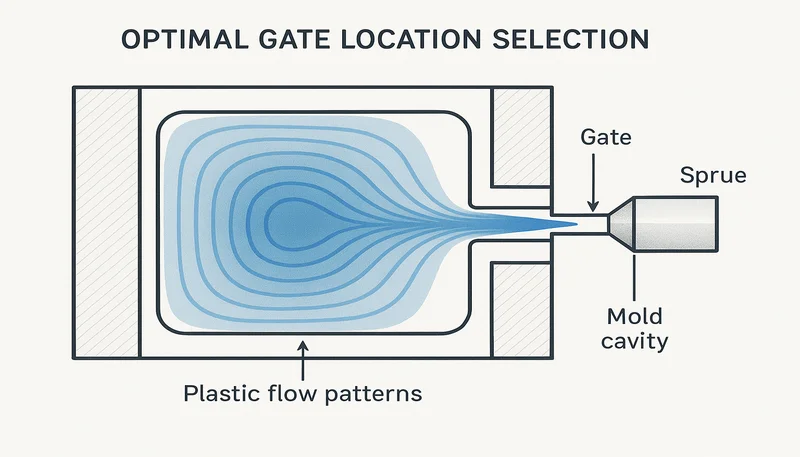
Comment choisir l'emplacement optimal de la porte ?
L'emplacement optimal de la porte suit quatre règles d'ingénierie : la porte doit être située dans la section la plus épaisse, éviter de placer la porte sur les surfaces A visibles, positionner les lignes de soudure loin des concentrations de contraintes et équilibrer le temps de remplissage dans toutes les cavités d'un outil multi-cavités. La seule règle d'équilibre de remplissage peut nécessiter de déplacer la porte de 15 à 25 mm de la position géométriquement idéale sur la pièce pour maintenir un remplissage équilibré dans toutes les cavités.
L'emplacement de la porte sur la paroi la plus épaisse (par exemple, 3,5 mm contre une nervure adjacente de 1,2 mm) permet à la pression de maintien de maintenir la section épaisse pendant que les parois minces gèlent en premier. Si la porte est placée sur une section mince, la section épaisse gèle sous une pression de maintien insuffisante et s'affaisse. C'est l'erreur d'emplacement de porte la plus courante que nous observons dans les pièces transférées d'autres fournisseurs — la porte est sur la ligne de joint pour faciliter l'outillage, et non sur le bossage épais où la marque de retassure apparaît après l'inspection du premier article.
Pour les moules multi-empreintes, les systèmes de canaux équilibrés (disposition en H ou géométriquement équilibrée) égalisent la perte de charge vers chaque empreinte. Cependant, ils ne peuvent pas compenser les positions de porte asymétriques au sein de chaque empreinte. Nous utilisons analyse du flux des moules pour simuler l'équilibre de remplissage avant de valider l'emplacement de la porte dans l'acier — détecter les déséquilibres que la meilleure conception de canal d'alimentation ne peut corriger seule.
| Rule | Raison d'être | Conséquence de la violation |
|---|---|---|
| Porte à la section de paroi la plus épaisse | La pression de compactage atteint les zones épaisses avant le gel | Marques d'affaissement sur les caractéristiques épaisses |
| Éviter les surfaces cosmétiques de Classe A | Le vestige de la porte est visible sur la pièce finie | Rejets cosmétiques, ébavurage secondaire |
| Lignes de soudure éloignées des zones de contrainte | Les lignes de soudure réduisent la résistance de 10–30% | Défaillance structurelle à la ligne de soudure |
| Équilibrer le temps de remplissage entre les cavités | Assure un tassement égal dans toutes les cavités | Retrait différentiel, variation dimensionnelle |
| Écoulement des sections épaisses vers les sections minces | Les sections minces gèlent en dernier, pas d'affaissement | Tirs courts dans les caractéristiques minces |
Pour les pièces avec des trous traversants ou des bossages élevés, chaque obstacle divise le front d'écoulement et crée une ligne de soudure sur le côté aval. En plaçant la buse à l'opposé du trou critique, la ligne de soudure est repoussée au-delà du trou dans une région moins sollicitée. Nos ingénieurs en outillage cartographient les positions prévues des lignes de soudure à chaque revue de conception avant que l'outil n'arrive en atelier, évitant le scénario trop courant de découvrir une ligne de soudure traversant un loquet à encliquetage seulement après les tests de premier article et l'expédition de l'outil depuis l'usine.
Le rapport entre la longueur d'écoulement la plus éloignée et la plus proche est une métrique utile de faisabilité à buse unique : si ce rapport dépasse 1,8:1 pour une pièce, le tassement différentiel devient difficile à gérer avec un seul emplacement de buse. Au-delà de ce rapport, une deuxième buse ou une disposition de canaux repensée est nécessaire. Nos directives de conception exigent une analyse d'écoulement chaque fois que ce rapport dépasse 1,5:1 pour confirmer que l'adéquation de la pression de tassement est maintenue sur toutes les épaisseurs de paroi et hauteurs de caractéristiques avant d'approuver l'emplacement de la buse pour l'outillage de production.
Quelles sont les règles de dimensionnement d'une porte en moulage par injection ?
Le dimensionnement de la porte suit une règle à deux contraintes : la porte doit être suffisamment grande pour permettre un tassement complet avant le blocage, et suffisamment petite pour se cisailler proprement à l'éjection pour les types à dégazage automatique. Pour la plupart des résines amorphes (ABS, PC, PS), l'épaisseur de la porte est fixée à 50–80% de l'épaisseur de paroi au niveau de la longueur de la porte. Les résines semi-cristallines (PA66, POM, PP) tolèrent des portes légèrement plus petites — 40–60% — car leur transition de blocage nette favorise l'étanchéité et un dégazage propre sans vestige déchiqueté.
| Type de résine | Épaisseur de la porte (1/3 de l'épaisseur de la paroi) | Diamètre de la Pointe Chaude | Longueur de la Porte |
|---|---|---|---|
| Amorphe (ABS, PS) | 50–80% | 1.0–2.0 mm | 0.5–1.0 mm |
| Amorphe (PC, PMMA) | 60–80% | 1.5–2.5 mm | 0.5–1.0 mm |
| Semi-cristallin (PP, PE) | 40–60% | 1,2–2,0 mm | 0,5–0,8 mm |
| Semi-cristallin (PA66, POM) | 40–60% | 0,8–1,5 mm | 0,3–0,7 mm |
| Élastomères (TPU, TPE) | 70–100% | 1.5–2.5 mm | 0.5–1.0 mm |
| Chargé de verre (30% GF) | +40–60% vs. non chargé | 2,0–3,0 mm | 0.5–1.0 mm |
La longueur du seuil de porte est souvent négligée. Un seuil trop long (>1,5 mm pour les petites portes) augmente la perte de pression et retarde le remplissage ; trop court (<0,3 mm) provoque l'érosion de la porte et des stries cosmétiques. La pratique standard est un seuil de 0,5–1,0 mm pour les portes de moins de 2 mm d'épaisseur. Pour les portes à pointe chaude dans les systèmes à canaux chauds, le diamètre de l'orifice est typiquement de 0,8–2,5 mm — nylon à 0,8–1,2 mm, polypropylène à 1,2–2,0 mm, et PC à haute viscosité à 1,5–2,5 mm.
Une porte sous-dimensionnée crée un cisaillement élevé et dégrade les résines sensibles au cisaillement. Une porte surdimensionnée laisse un grand vestige, nécessite un ébavurage secondaire, et pour les conceptions à auto-dégoulottage peut ne pas se cisailler proprement à l'éjection. Pour les résines sensibles au cisaillement — PVC, acétal (POM), formulations ignifuges — le taux de cisaillement maximal de la porte doit être explicitement spécifié : PVC rigide en dessous de 20 000 s⁻¹ pour éviter la génération de HCl, acétal en dessous de 50 000 s⁻¹ pour éviter le dégazage de formaldéhyde. Nos concepteurs de moules calculent la surface de la porte avec : Surface de la porte (mm²) = Débit (cm³/s) ÷ Taux de cisaillement maximal autorisé (s⁻¹).
Comment la conception des canaux diffère-t-elle entre les systèmes à canaux chauds et les systèmes à canaux froids ?
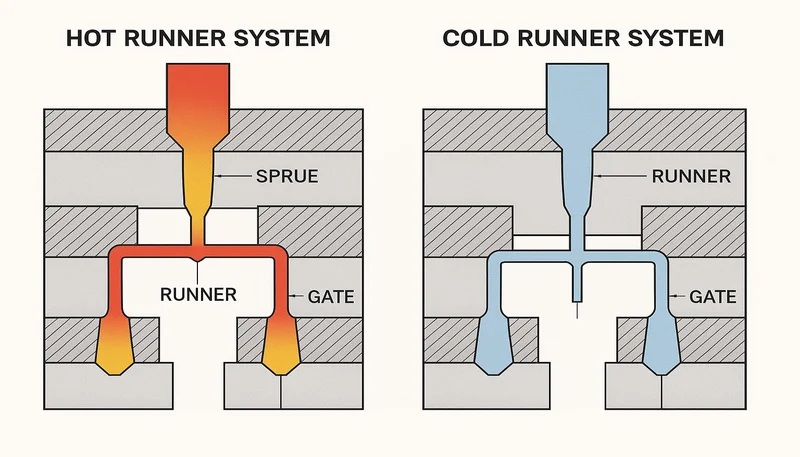
La conception de porte à canal chaud supprime entièrement le canal froid : la matière fondue reste à l'état fondu à l'intérieur de collecteurs chauffés et pénètre dans la cavité via une pointe chaude à obturation thermique ou à valve. Le vestige de la porte est typiquement de 0,1–0,3 mm — presque invisible — comparé aux 0,5–2 mm des portes latérales à canal froid. Cette différence est énormément importante pour les pièces automobiles de Classe A et les pièces d'électronique grand public où les marques de porte sur les surfaces visibles ne sont pas acceptables pour les clients finaux.
Les canaux chauds à obturation thermique reposent sur un blocage contrôlé à l'orifice de la pointe. Ils sont plus simples et moins chers (pas d'aiguille de valve), mais laissent une petite dépression et sont sujets à la formation de filaments si la température de la pointe varie de plus de ±3°C. Les systèmes à valve utilisent une aiguille actionnée pour fermer mécaniquement l'orifice à la fin du tassement, donnant une marque de porte plus nette et une meilleure répétabilité du processus sur toute la série de production.
Les systèmes à canaux froids coûtent moins cher à fabriquer mais génèrent des déchets de canal à chaque tir. Pour un outil à 16 cavités avec des cycles de 30 secondes, un canal froid de 20 grammes ajoute 9,6 kg de déchets par heure. L'investissement en canal chaud (coût d'outillage supplémentaire typique de 8 000–25 000 €) est amorti en 3–6 mois pour des volumes moyens à élevés. Le conception de moules d'injection doit tenir compte de la dilatation thermique du collecteur de canal chaud — typiquement 0,3–0,6 mm par 100 mm à la température de fonctionnement — pour éviter les bavures ou l'interférence de la porte au plan de joint.
« La goulotte à valve séquentielle peut éliminer les lignes de soudure sur les grands panneaux moulés par injection. »Vrai
La goulotte à valve séquentielle (SVG) ouvre les broches de porte individuellement en séquence, guidant le front de flux à travers une grande pièce et empêchant deux fronts de flux de se rencontrer à des endroits à haute contrainte. Cette technique élimine les lignes de soudure sur les panneaux de bordage automobiles et les intérieurs de hayon, permettant de décider du placement des portes uniquement sur des exigences structurelles plutôt que sur l'évitement cosmétique des lignes de soudure.
« Les moules à canaux chauds ne nécessitent pas de gestion thermique supplémentaire par rapport aux moules à canaux froids. »Faux
Les moules à canaux chauds nécessitent un contrôle précis de la température zone par zone — les zones du collecteur fonctionnent généralement entre 200 et 330°C tandis que l'acier du moule environnant fonctionne entre 20 et 80°C. Le gradient thermique crée une dilatation différentielle qui doit être intégrée dans la fixation du collecteur, l'alignement des pointes de buse et les jeux de jointure. Sans cette gestion thermique, il en résulte des interférences de buse, des bavures et une taille de vestige inconstante.
Le gavage séquentiel à valve (SVG) est une technique de canal chaud où des goupilles de valve individuelles s'ouvrent séquentiellement sur une grande pièce, guidant le front de flux et éliminant les lignes de soudure. Le SVG nécessite un calage précis des valves (typiquement ±0,1 seconde par porte) et une simulation de flux dans le moule pour déterminer la séquence d'ouverture optimale des portes. Dans les applications de panneaux automobiles (planches de bord, panneaux intérieurs de hayon), le SVG réduit le nombre de lignes de soudure de 3–5 à zéro et permet une liberté totale dans le placement des portes pour la performance structurelle de la pièce plutôt qu'un compromis esthétique.
« Les systèmes de canaux chauds à valve produisent des vestiges d'entrée plus petits que les entrées latérales de canaux froids. »Vrai
Les pointes chaudes à valve se ferment mécaniquement avec une goupille, produisant une marque de porte de 0,1–0,3 mm — contre 0,5–2,0 mm pour une porte de bordure de canal froid coupé. Cela en fait le choix privilégié pour les surfaces cosmétiques de Classe A dans les applications automobiles et d'électronique grand public où les marques de porte sur les surfaces visibles sont inacceptables sur le plan esthétique.
« Une plus grande entrée améliore toujours le remplissage et élimine les courts-circuits. »Faux
La taille de l'entrée doit être équilibrée par rapport au temps de congélation, à la taille du vestige et à la génération de chaleur par cisaillement. Des entrées surdimensionnées prolongent la congélation, provoquant des bavures ou un sur-remplissage dans les sections minces en aval. Pour les conceptions à débourrage automatique, des entrées surdimensionnées ne se cisaillent pas proprement à l'éjection. L'approche correcte est de dimensionner l'entrée à 50–80 % de l'épaisseur locale de la paroi, puis de vérifier par simulation d'écoulement avant l'usinage de l'acier.
Quels défauts sont causés par une mauvaise conception des canaux ?
Une mauvaise conception de l'entrée produit six catégories principales de défauts : projection, lignes de soudure dans les zones structurelles, marques d'affaissement, rougeur à l'entrée, vestige excessif et gauchissement. Comprendre la cause racine de chaque défaut est la première étape vers la modification correcte de l'entrée — tenter de corriger les défauts d'entrée avec des changements de paramètres de processus (vitesse, température, pression) échoue généralement, à moins que le problème sous-jacent de géométrie de l'entrée ne soit d'abord résolu.
Le jetage se produit lorsqu'un mince filet de matière fondu traverse la cavité avant de s'étaler, créant une marque de surface en forme de serpent. La cause est une porte trop petite par rapport à la section transversale de la cavité. La solution est d'augmenter la largeur de la porte (pas l'épaisseur) pour que la matière s'étale immédiatement, ou de repositionner la porte pour qu'elle frappe une paroi opposée à moins de 10–15 mm. Le voile à la porte — un anneau trouble autour de la porte — résulte d'une contrainte de cisaillement élevée au niveau du seuil de porte ; élargir la porte et allonger la longueur du seuil de 0,3 à 0,8 mm réduit le taux de cisaillement de 30 à 50 % et élimine le voile.
« Repositionner la porte est plus efficace qu'augmenter la vitesse d'injection pour éliminer le jetage. »Vrai
Le jetage est un problème de géométrie de porte — le flux de matière doit s'étaler immédiatement en entrant dans la cavité. Augmenter la vitesse d'injection aggrave le jetage en augmentant la vitesse d'écoulement. La solution correcte est d'élargir la porte ou de la déplacer pour que le flux frappe une paroi opposée, créant un étalement immédiat et éliminant le motif de flux sinueux sur la surface de la pièce.
« Le voile à la porte peut toujours être corrigé en réduisant la température de la matière. »Faux
La marque d'entrée est causée par une contrainte de cisaillement élevée au niveau du talon de l'entrée, et non principalement par la température de la matière. Réduire la température augmente la viscosité et donc la contrainte de cisaillement, aggravant la marque. La correction appropriée est d'augmenter la largeur de l'entrée et la longueur du talon pour réduire la vitesse de cisaillement. La température de la matière est une variable secondaire ; les modifications géométriques de l'entrée sont la solution principale et permanente pour éliminer la marque d'entrée.
Des marques d'affaissement près de l'entrée indiquent que l'entrée a gelé avant qu'une pression de maintien adéquate n'atteigne la section épaisse. Augmenter l'épaisseur de l'entrée prolonge la fenêtre de maintien et résout l'affaissement. Lignes de soudure dans les zones structurelles nécessitent de déplacer l'entrée pour que les fronts d'écoulement se rencontrent dans des zones à faible contrainte, ou d'ajouter une deuxième entrée pour éliminer la ligne de soudure. La déformation due à une entrée excentrée crée un maintien différentiel ; centrer l'entrée ou utiliser deux entrées placées symétriquement corrige ce problème. Les bavures à l'entrée indiquent une entrée surdimensionnée ; réduire l'épaisseur de l'entrée de 0,2–0,3 mm tout en conservant la largeur est la première action corrective.
Les manques de matière courts qui ne peuvent pas être résolus par des changements de paramètres de processus (vitesse ou pression d'injection plus élevées) nécessitent généralement de rapprocher la porte de la caractéristique à paroi mince problématique. Un repositionnement de porte de 20 à 30 mm peut résoudre l'hésitation dans les caractéristiques à paroi mince éloignées de l'emplacement initial de la porte. Notre protocole de résolution des défauts commence par un examen de la géométrie de la porte avant tout changement de paramètre de processus — une discipline qui réduit le délai entre l'identification du défaut et la résolution de la cause racine de deux jours en moyenne par rapport à un dépannage axé d'abord sur le processus.
Comment concevoir des canaux pour des matériaux spécifiques ?
La rhéologie de la matière dicte la géométrie de l'entrée. Les résines à haute viscosité comme polycarbonate nécessitent des portes plus grandes (1,5–2,5 mm pour les pointes chaudes, 2,0–4,0 mm de large pour les portes de bordure) pour éviter une chute de pression excessive et une dégradation au niveau du seuil de porte. Le nylon 6/6 ou le POM à faible viscosité peuvent utiliser des portes plus petites (0,8–1,5 mm) car leur faible viscosité à l'état fondu à la température de traitement (220–280 °C) permet un remplissage adéquat à travers des orifices plus petits sans chute de pression excessive à la porte.
Les résines sensibles au cisaillement présentent un défi spécifique que le dimensionnement de l'entrée contrôle directement. Pour le PVC rigide, la vitesse de cisaillement à l'entrée doit rester inférieure à 20 000 s⁻¹ pour éviter la dégradation thermique et la génération de gaz HCl. L'acétal (POM) nécessite un cisaillement inférieur à 50 000 s⁻¹ pour éviter le dégazage de formaldéhyde, qui crée des vides, une odeur piquante et une corrosion de l'empreinte du moule. Pour ces résines, nous spécifions une vitesse de cisaillement maximale admissible à l'entrée dans le cahier des charges de l'outillage, et analyse du flux des moules2 doit confirmer la conformité au cisaillement avant que les dimensions de l'entrée ne soient approuvées pour l'outillage de production.
| Resin | Taux de cisaillement maximal à la porte | Risque en cas de dépassement | Réponse de conception de l'entrée |
|---|---|---|---|
| PVC rigide | < 20 000 s⁻¹ | Gaz HCl, corrosion de la cavité | Large entrée en éventail, terre de 0,3 mm |
| Acétal (POM) | < 50 000 s⁻¹ | Dégagement de formaldéhyde, vides | Entrée plus grande, vitesse d'injection plus faible |
| Qualités ignifuges (FR) | < 30 000 s⁻¹ | Décomposition d'additif, corrosion | Entrée large, talon court 0,3–0,5 mm |
| Stabilisé aux UV | < 40 000 s⁻¹ | Dégradation d'additif, marbrures | Porte plus large, vérifier par simulation |
| LCP | < 100 000 s⁻¹ | Cristallisation induite par cisaillement | Élargir la porte de 10–15 %, vérifier le Cpk |
L'indice de fluidité à l'état fondu (MFI) fournit une référence de départ utile pour le dimensionnement des portes. Les résines avec un MFI 20 g/10min (faible viscosité : homopolymère PP, PA6) peuvent utiliser des dimensions de porte dans la partie inférieure. Les résines cristallines nécessitent une considération supplémentaire pour la cristallisation induite par cisaillement à l'extrémité de la porte : pour le PP et le LCP à haute cristallinité, élargir la porte de 10–15 % élimine la variation de poids d'un coup à l'autre et permet de répondre de manière constante aux exigences automobiles Cpk > 1,67.
Les données MFI des fournisseurs de résine doivent être appliquées avec prudence. Le MFI est mesuré à une température unique et à un faible taux de cisaillement sous une charge standard, mais dans une entrée de moule d'injection réelle, le taux de cisaillement peut être 100 à 1000 fois supérieur aux conditions de test MFI. Une résine qui semble processable d'après sa valeur MFI peut toujours présenter un échauffement par cisaillement excessif, une dégradation ou des effets d'orientation dans une petite entrée en raison des taux de cisaillement extrêmement élevés présents pendant la phase de remplissage. Nous confirmons toujours par une étude de court-circuit et une simulation de taux de cisaillement avant de finaliser les dimensions de l'entrée de production pour toute nouvelle matière résine.
Les grades chargés en fibres de verre (30 à 50 % de charge de fibres) sont fortement affectés par l'orientation due au cisaillement à l'entrée. Une entrée étroite crée un alignement radial des fibres qui réduit la résistance à la traction transversale de 20 à 40 % par rapport à la résine de base pour les composants sous charge structurelle. Pour les pièces chargées en verre, la largeur de l'entrée doit être ≥ 4 mm (entrée en éventail ou large entrée latérale) pour atténuer l'orientation des fibres — ou une entrée à languette peut être utilisée pour tamponner la zone de concentration de contraintes et séparer la région d'entrée à haut cisaillement de la géométrie de la pièce porteuse où la pleine résistance à la traction transversale est requise par la spécification de performance structurelle.
« L'orientation des fibres de verre à l'entrée réduit la résistance à la traction transversale de 20 à 40 %. »Vrai
À une entrée étroite, les taux de cisaillement élevés alignent les fibres de verre radialement depuis le centre de l'entrée. Ces fibres supportent efficacement la charge dans la direction de l'écoulement mais fournissent un renforcement minimal transversalement à l'écoulement. Pour les pièces structurelles avec des charges perpendiculaires à la direction de remplissage, cet effet d'orientation réduit la résistance à la traction de 20 à 40 % par rapport à la valeur isotrope de la résine de base. Les larges entrées en éventail atténuent cet effet en distribuant l'orientation des fibres plus uniformément.
« Les qualités ignifuges peuvent être traitées avec les mêmes dimensions de porte que les qualités standard non chargées de la même résine de base. »Faux
Les additifs ignifuges sont sensibles au cisaillement à des niveaux bien inférieurs au seuil de dégradation de la résine de base. Même dans la fenêtre de traitement normale de la résine de base, des taux de cisaillement à l'entrée supérieurs à 30 000 s⁻¹ peuvent décomposer les additifs ignifuges, libérant des gaz corrosifs qui attaquent l'acier du moule et réduisent l'ignifugation en dessous des niveaux de conformité UL-94. Les grades ignifuges nécessitent des entrées plus larges avec des longueurs de terre plus courtes, quelle que soit la spécification de viscosité de la résine de base.
Les élastomères (TPU, TPE) nécessitent des buses ≥2 mm de large car leur haute élasticité les rend susceptibles de se déchirer sur les petits vestiges lors de l'éjection. Pour surmoulage Pour les applications de surmoulage, la localisation du point doit éviter l'injection directement sur l'insert substrat, car le front de remplissage à haute vitesse peut déplacer ou endommager la surface du substrat pendant la phase initiale du remplissage de la cavité et avant que le matériau de surmoulage encapsule le substrat. Les composés ignifuges sont sensibles au cisaillement ; la décomposition des additifs FR à des taux de cisaillement élevés libère des gaz corrosifs qui endommagent l'acier de la cavité du moule, donc des points plus larges avec des zones de contact plus courtes (0,3–0,5 mm) sont spécifiés pour toutes les qualités FR dans notre standard de conception de point.
Les composés à fibres de carbone (30% CF) peuvent créer des ponts et bloquer les buses sous-dimensionnées au démarrage, provoquant une inconsistence de remplissage entre les injections. Nous augmentons les dimensions de la buse de 40–60% pour les matériaux CF comparé à la spécification de la résine de base non chargée, et orientons la direction du flux de la buse parallèle à l'axe de charge principal de la pièce pour aligner favorablement les fibres pour la performance portante. Ces deux mesures réduisent le taux de défauts des premières pièces CF de 12–15% à moins de 3% dans notre expérience de lancement de nouveaux outils. Les résines cristallines (LCP, PP haute cristallinité) nécessitent une vigilance contre la cristallisation induite par cisaillement à l'extrémité de la buse ; l'élargissement de la buse de 10–15% élimine la variation du poids d'injection et satisfait systématiquement les exigences de capacité de processus Cpk > 1.67 de l'automobile sur différentes plateformes de machines et variations de lots de résine.
Quelles sont les meilleures pratiques pour valider la conception de la sortie avant la production ?
La validation du point d'injection suit un processus en trois étapes : simulation, premiers essais de remplissage partiel (T1) et inspection dimensionnelle du premier article. Ignorer une étape augmente le risque de découvrir un problème de point après plusieurs centaines de cycles de production — lorsque les coûts de correction sont 5 à 10 fois plus élevés qu'au stade de conception. Dans notre usine, ce processus en trois étapes est obligatoire pour chaque nouvel outil, indépendamment de la complexité de la pièce ou du volume de production.
La simulation de flux de moulage prédit le temps de remplissage, les positions des lignes de soudure, les positions des pièges d'air et la distribution de pression à la buse. Une simulation montrant une pression de remplissage supérieure à 140 MPa à la buse est un avertissement précoce : la buse peut être trop petite, le canal trop restrictif ou la section de paroi trop fine pour la résine choisie. La simulation révèle également si la buse se solidifie avant que la pression de maintien adéquate soit appliquée — une vérification cruciale pour les pièces avec des bossages ou nervures épais qui doivent être maintenus sous pression de maintien pour éviter la formation de marques d'affaissement.
| Étape | Key Check | Critère de Passage |
|---|---|---|
| Simulation de Flux de Moule | Pression de remplissage au point | < 140 MPa |
| Simulation de Flux de Moule | Weld line location | Éloigné des zones structurelles |
| Simulation de Flux de Moule | Timing de solidification du point | Après le palier de pression de maintien |
| Premiers Essais de Remplissage Partiel (T1) | Front de remplissage à 70% de remplissage | Pas de hesitation dans les caractéristiques fines |
| Premiers Essais de Remplissage Partiel (T1) | Étude de solidification de la buse | Palier de poids confirmé |
| Inspection du Premier Article | Hauteur du vestige de buse | ≤ 0,5 mm au-dessus de la surface |
| Inspection du Premier Article | Profondeur de retassure près du point | ≤ 0,1 mm (surface de classe A) |
Les premiers essais de remplissage partiel (T1) (remplissage de la cavité à 70%, 85%, 95% de remplissage) révèlent la progression réelle du front de remplissage et identifient les zones de hesitation où le front de remplissage s'arrête dans des nervures fines ou des caractéristiques loin du point. Si une hesitation survient, le point peut nécessiter un déplacement, ou le diamètre du canal d'injection peut nécessiter une augmentation. L'inspection dimensionnelle finale comprend la hauteur du vestige du point (objectif ≤0,5 mm au-dessus de la surface de la pièce) et la profondeur de retassure près de la zone de contact du point (objectif ≤0,1 mm pour les surfaces de classe A).
Dans notre usine, tous les nouveaux outils subissent une étude de solidification de la buse lors du T1 : nous varions le temps de maintien de 2 à 12 secondes par incréments de 2 secondes et pesons chaque injection. Le temps de maintien où le poids de la pièce atteint un palier identifie le temps de scellement de la buse — pour une section de paroi typique de 3 mm, le temps de scellement de la buse est de 4–8 secondes selon la taille de la buse et la résine. Ces données sont intégrées dans la feuille de processus de production avant le début de la production en volume, garantissant que la géométrie validée de la buse est maintenue tout au long du cycle de vie du produit et ne est pas modifiée involontairement lors des optimisations de processus ultérieures.
About ZetarMold — Your Injection Molding Manufacturer
Looking for a reliable fabricant de moulage par injection? ZetarMold delivers 100+ precision molds monthly with expertise in 400+ materials. Request a free quote →
Foire aux questions sur la conception des canaux de moulage par injection
Quelle est la taille standard des portes pour le moulage par injection ?
Il n'existe pas une seule taille standard de point — cela dépend de l'épaisseur de paroi, de la viscosité de la résine et du type de point. La règle la plus souvent appliquée est de fixer l'épaisseur du point à 50–80% de l'épaisseur nominale de la paroi au niveau de la zone de contact du point. Pour une paroi de 2,5 mm, cela donne une épaisseur de point de 1,25–2,0 mm. La largeur du point est typiquement 1,5–2× l'épaisseur du point pour un point latéral. Les ouvertures des buses chauffées varient de 0,8 mm pour le nylon à faible viscosité à 2,5 mm pour le polycarbonate à haute viscosité. Vérifiez toujours la taille finale du point par simulation de flux de moule plutôt que de se fier uniquement aux règles empiriques.
À quel endroit doit être placée la porte sur une pièce moulée par injection ?
Le point doit être placé dans la section de paroi la plus épaisse, loin des surfaces esthétiques de classe A, et positionné afin que le front de remplissage progresse des sections épais vers les sections fines. Cette approche "pack-first" garantit que les marques de retassure se forment dans des zones moins visibles et que la pression de compactage est adéquatement transmise aux sections épais avant la solidification du point. Pour les moules multi-cavités, la position du point doit aussi être choisie pour équilibrer le temps de remplissage entre les cavités. Les points de faiblesse structurels tels que les bras de clips et les nervures porteuses doivent être situés loin des lignes de joint, qui se forment après le point où deux fronts de remplissage convergent.
Quelle est la différence entre une porte à canaux froids et une porte à canaux chauds ?
Un point en canal non chauffé connecte la cavité à un système de canal solidifié qui est éjecté avec la pièce et recyclé ou mis au rebut. Il est moins cher à fabriquer mais génère des déchets matériels à chaque cycle. Un point en buse chauffée connecte à un manifold chauffé qui maintient le plastique liquide entre les cycles, éliminant complètement les déchets de canal. Les vestiges des points en buse chauffée sont typiquement de 0,1–0,3 mm pour les systèmes à valve, contre 0,5–2,0 mm pour les points latéraux en canal non chauffé. L'outillage en buse chauffée ajoute 8 000–25 000 € en coût initial mais se rentabilise rapidement pour des volumes de production supérieurs à 50 000 pièces par année grâce aux économies de matériau seul.
Comment éliminer le vestige de porte en moulage par injection ?
Le vestige du point est minimisé en choisissant un type de point qui se détache automatiquement proprement : les points tunnel (submarine) se cisaillement lors de l'éjection, les points en pointe dans les moules à trois plaques se cassent avec la plaque de canal, et les buses chauffées à valve se ferment mécaniquement, laissant seulement un creux de 0,1–0,3 mm. Pour les points latéraux en canal non chauffé, le vestige est minimisé en gardant la longueur de la zone de contact sous 1,0 mm et en rognant à ras avec une opération secondaire. Placer le point sur une surface interne ou non esthétique est la méthode la plus sûre pour rendre le vestige invisible sur la pièce finie sans opération secondaire.
Qu'est-ce qui cause les lignes de soudure en moulage par injection et comment le placement de la porte aide-t-il ?
Les lignes de soudure se forment partout où deux fronts d'écoulement séparés se rencontrent et fusionnent, généralement en aval des portes, des trous, des goupilles et des inserts dans la cavité du moule. Le placement de la porte contrôle directement l'emplacement des lignes de soudure : déplacer la porte modifie le chemin d'écoulement et déplace les positions des lignes de soudure. L'objectif est de situer les lignes de soudure dans des zones de faible contrainte, loin des clips, des trous de montage et des surfaces visibles. Lorsqu'une seule porte ne peut éviter une ligne de soudure structurelle, une seconde porte est ajoutée pour fusionner les fronts d'écoulement avant qu'ils n'atteignent la caractéristique critique, éliminant ainsi complètement la ligne de soudure à l'emplacement de haute contrainte.
La conception de la porte peut-elle affecter le gauchissement des pièces en moulage par injection ?
Oui — l'emplacement et le type de porte affectent significativement le gauchissement car ils contrôlent l'orientation des fibres, la distribution des contraintes résiduelles et le retrait différentiel à travers la pièce. Une alimentation asymétrique sur une pièce symétrique crée un écoulement déséquilibré qui produit des contraintes résiduelles asymétriques et un fléchissement après éjection. Pour les panneaux plats, une porte centrale ou une porte en éventail sur toute la largeur produit un retrait plus uniforme qu'une simple porte latérale. Les matériaux chargés en verre sont particulièrement sensibles au gauchissement car l'orientation des fibres au niveau de la porte crée une zone de retrait transversal réduit. La simulation de remplissage de moule prédit l'amplitude du gauchissement et guide le repositionnement de la porte avant toute usinage de l'outillage.
-
conception de la porte : La conception de la porte fait référence aux spécifications techniques du point d'entrée par lequel le plastique fondu s'écoule du système de canaux dans la cavité du moule, incluant le type de porte, sa taille, son emplacement et sa géométrie. ↩
-
mold flow analysis: L'analyse de remplissage de moule est une technique de simulation informatique qui prédit comment le plastique fondu remplit une cavité de moule, identifiant les défauts potentiels tels que les manques de matière, les lignes de soudure et les marques d'affaissement avant l'usinage de l'outillage. ↩
-
weld line: Une ligne de soudure est une couture visible ou une zone structurelle faible dans une pièce moulée qui se forme là où deux fronts d'écoulement séparés de plastique fondu se rencontrent et fusionnent, se produisant généralement en aval des portes, des trous ou des obstacles dans la cavité. ↩





