 Skip to content
Skip to content 

Introduction : Lorsque l'on parle de meilleures pratiques pour les pièces moulées par injection plastique, il y a des choses que l'on ne peut tout simplement pas éviter. En tête de liste figure généralement l'angle de dépouille de l'injection. Chaque modèle de moulage par injection est conçu pour être fabriqué. Il faut donc penser à chaque étape du processus.
Même si votre pièce est moulée correctement dans le moule, vous pouvez rencontrer des problèmes lorsque vous essayez de la démouler. Cela peut entraîner des défauts dans votre pièce que vous ne souhaitez pas. Les angles de dépouille vous aideront à éviter bon nombre de ces problèmes. Dans cet article, nous allons vous donner un guide complet sur la conception des angles de dépouille pour la conception structurelle des pièces en plastique.
Quelle est la signification de l'angle de dépouille ?
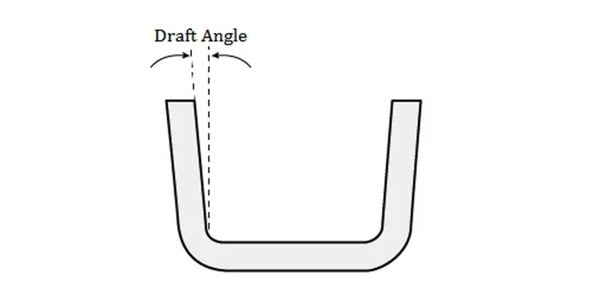
L'angle de dépouille, comme son nom l'indique, est l'angle conçu pour le moule. Plus précisément, il s'agit de l'angle de dépouille de la surface du moule parallèle à la direction d'éjection du moule, également appelé angle de dépouille.
Qui conçoit l'angle d'attaque ?
Étant donné que l'angle de dépouille se reflète en fin de compte sur le moule, il y aura un différend entre les concepteurs de l'angle de dépouille, à savoir si l'angle de dépouille doit être conçu par l'ingénieur en structure ou par l'ingénieur en moulage. Il existe actuellement deux pratiques courantes en la matière : l'ingénieur structurel doit perfectionner la dépouille de toutes les surfaces au cours de la phase de conception de la pièce (à l'exception des structures individuelles qui ne peuvent être déterminées et qui doivent être évaluées par l'ingénieur en moulage).
L'ingénieur structurel est uniquement chargé de dessiner la surface d'apparence et la surface d'assemblage clé, les autres surfaces insignifiantes étant laissées au stade de la conception du moule pour que l'ingénieur mouliste les dessine sur la base de son expérience.

Types d'angles de dépouille
L'angle de dépouille est divisé en angle de dépouille de la surface avant du moule et angle de dépouille de la surface arrière du moule. Ils se distinguent principalement par le plan de joint. Le plan de joint divise le noyau du moule en un moule avant et un moule arrière.
L'angle de dépouille qui doit être conçu sur la surface parallèle à la direction d'éjection du moule avant est appelé angle de dépouille de la surface du moule avant, et vice versa, il est appelé angle de dépouille de la surface du moule arrière. En outre, si le moule est doté d'un noyau latéral tirant (biseau supérieur et curseur), on parle d'angle de dépouille de la surface du biseau supérieur et d'angle de dépouille de la surface du curseur, et sa direction de dépouille est basée sur la direction du mouvement du curseur.
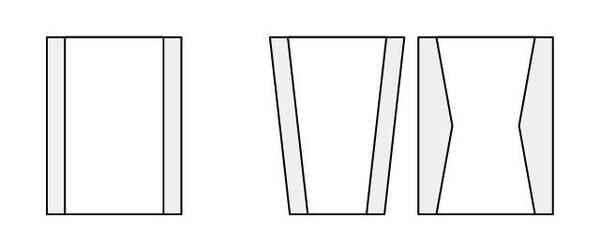
La direction de l'étirage est généralement basée sur la surface de séparation de l'étirage, en veillant à ce que l'extrémité la plus large après l'étirage soit proche de la surface de séparation, sinon elle ne peut pas être démoulée en douceur.
Pourquoi faut-il concevoir un angle de dépouille ?
L'angle de dépouille est une caractéristique de conception. En théorie, s'il n'est pas nécessaire pour la modélisation, la structure du produit n'a pas besoin de concevoir un angle de dépouille. Cependant, en raison des limites du processus de moulage, comme le moulage par injection, le produit en plastique doit être démoulé après le moulage et le refroidissement. Si l'angle de dépouille n'est pas conçu, la pièce en plastique sera difficile à démouler.
Rappelez-vous que vous avez dû rencontrer une situation où il est difficile de séparer les tabourets en plastique empilés. Il s'agit déjà d'un tabouret dont l'inclinaison est prévue, sans compter qu'il faut démouler les pièces en plastique qui n'ont pas d'angle de dépouille.

Pourquoi est-il difficile de démouler les pièces en plastique sans angle de dépouille ?
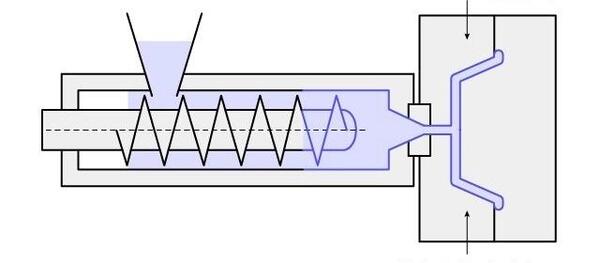
Dans le cas du moulage par injection, la résine fondue s'écoule dans le moule fermé et remplit la cavité formée entre le moule avant et le moule arrière. Comme les thermoplastiques se rétractent en refroidissant, le plastique a tendance à se rétracter vers le noyau du moule. Les pièces en plastique rétractées seront étroitement adsorbées sur le noyau du moule. En outre, certaines matières plastiques peuvent se détacher de la paroi de la cavité du moule (au niveau microscopique), mais la plupart d'entre elles sont toujours en contact avec la paroi de la cavité.
Lorsque le moule s'ouvre, la pièce en plastique subit une résistance au frottement (frottement statique) dans la direction opposée à la sortie du moule, que la surface extérieure de la pièce en plastique soit en contact avec la paroi de la cavité ou que la surface intérieure de la pièce en plastique soit en contact avec le noyau. D'après la formule de frottement : f=μ×Fn, on peut constater que l'ampleur de la force de frottement est liée à la rugosité (μ) et à la contrainte de retrait (Fn) de la surface de contact ; la contrainte de retrait (Fn) est liée à l'angle de dépouille.

Après avoir conçu l'angle de tirage, f=μ×Fn×cosα, la force de frottement f dans la direction de l'éjection diminue à mesure que l'angle de tirage α augmente. En général, l'angle de tirage n'est pas très grand. Il est évident que l'angle de dépouille est limité pour réduire le frottement statique.
La fonction principale de l'angle de dépouille est qu'une fois que la pièce en plastique est séparée du moule, elle se sépare et ne forme plus de contact avec le moule, et la friction est éliminée ; sans la conception de l'angle de dépouille, la pièce en plastique se transformera en friction de glissement après avoir été séparée du moule.

Dans le même temps, pour les surfaces d'aspect très brillant, la cavité du moule avant peut également former un vide, et l'aspiration du vide rendra difficile la séparation complète de la pièce en plastique du moule avant. Le pire résultat est que le moule avant est coincé et que la structure du moule arrière de la pièce en plastique est tirée et déformée.
Avantages de l'angle de dépouille
Parfois, l'angle de dépouille peut entraîner un conflit d'intérêts. Les fabricants de moules à injection se concentrent sur le moulage et veulent un angle de dépouille plus important ; les fabricants de moules de traitement trouvent difficile d'usiner des angles sur toutes les surfaces de l'empreinte et du noyau.
À l'origine, les caractéristiques simples ne nécessitent qu'un équipement de traitement simple et des coûts de traitement réduits, mais après le démoulage, la CNC ou même l'électroérosion sont nécessaires ; pour les concepteurs de produits, l'angle de dépouille peut compliquer la conception de la pièce, et la forme de l'apparence sera également modifiée en raison de l'angle de dépouille.
Mais quel que soit votre camp, il est important de s'assurer que vos pièces moulées répondent aux normes de qualité dont vous avez besoin. C'est essentiel. Si vous n'avez pas d'angle de dépouille, vous augmentez les risques de problèmes de moulage par injection. Cela pourrait augmenter inutilement vos coûts de production et vos délais d'exécution. Outre la facilité de démoulage des pièces, voici quelques autres avantages liés à l'utilisation d'un angle de dépouille.
Prévenir les dommages causés à la surface de la pièce par le frottement lors de l'éjection ; garantir l'uniformité et l'intégrité des autres textures et finitions de la surface ; minimiser la déformation de la pièce due à une éjection non lisse ; réduire l'usure des pièces moulées et le risque d'endommager le moule ; raccourcir le temps de refroidissement global en éliminant ou en réduisant la nécessité de réglages complexes de l'éjection ; réduire directement et indirectement les coûts de production globaux.
Principes de conception des angles de dépouille
Assurer les exigences en matière d'éjection
Une fois le moule ouvert, la pièce en plastique doit rester sur le côté de l'arrière-moule pour faciliter l'éjection de la pièce en plastique du moule. Cette opération s'effectue en deux étapes : Tout d'abord, la surface extérieure de la pièce en plastique est séparée de la paroi avant de la cavité du moule. Lors de cette étape, le moule n'a généralement pas d'éléments supplémentaires pour l'aider à se séparer, de sorte que la friction entre la surface extérieure de la pièce en plastique et la paroi de la cavité est aussi faible que possible.
Ensuite, la surface intérieure de la pièce en plastique est séparée de la paroi du noyau de l'arrière-moule. Lors de cette étape, le moule est généralement équipé d'un élément supplémentaire pour faciliter la séparation, comme une broche d'éjection, un éjecteur incliné ou une plaque de poussée. Le frottement entre la surface intérieure de la pièce en plastique et le noyau doit être plus important que le frottement entre la surface extérieure de la pièce en plastique et la paroi de la cavité dans une certaine mesure, de sorte que la pièce en plastique reste du côté du moule arrière lorsque le moule est ouvert.

Comme nous pouvons le voir ci-dessus, étant donné que le plastique a tendance à se rétracter vers le noyau du moule (c'est-à-dire que la contrainte de retrait est importante), lorsque la rugosité et l'angle de dépouille sont constants, le frottement entre la surface intérieure de la pièce en plastique et le noyau sera plus important que le frottement entre la surface extérieure de la pièce en plastique et la paroi de la cavité.
Parallèlement, le mécanisme d'éjection du moule se trouve généralement du côté du moule arrière. Par conséquent, en général, le noyau est conçu dans le moule arrière et la cavité est conçue dans le moule avant, c'est-à-dire que le côté complexe de la pièce en plastique est conçu dans le moule arrière et le côté relativement simple (surface d'apparence) est conçu dans le moule avant.
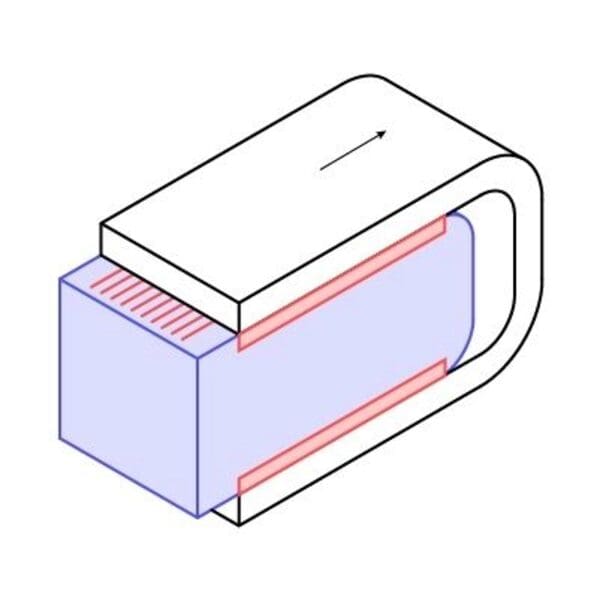
Mais il y a des exceptions. Par exemple, il arrive que l'intérieur d'une pièce soit l'extérieur et qu'il ne soit pas possible d'avoir des marques d'éjection. Dans ce cas, vous placez le noyau dans le moule avant et la cavité dans le moule arrière. Pour empêcher le moule avant de coller, il faut une aide à l'éjection sur le moule avant, comme ceci.

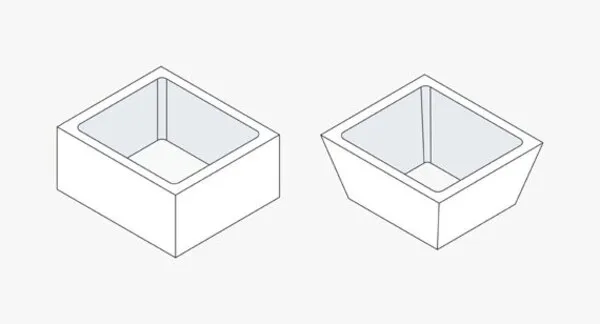
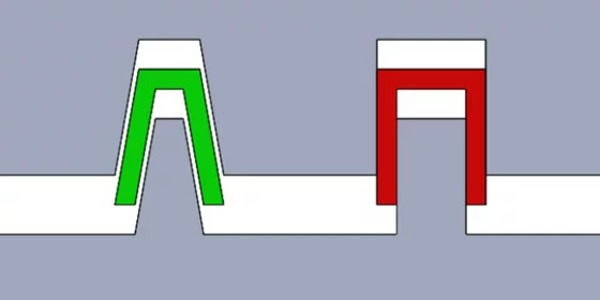
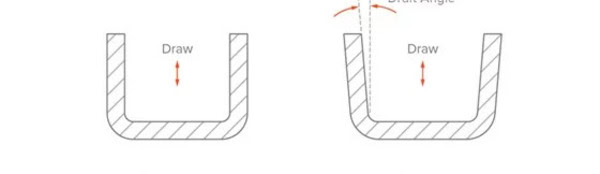
Certaines pièces sont identiques de haut en bas et n'ont pas de surface d'apparence évidente, comme la pièce de la figure ci-dessous. Il est impossible de déterminer rapidement les moules avant et arrière des pièces. Pour ces pièces, s'il n'y a pas d'exigence, les moules avant et arrière peuvent être placés n'importe où. Afin d'éviter que le moule avant ne colle.

lors de la conception du moule, tant que l'angle de dépouille du moule arrière est aussi petit que possible et que l'angle de dépouille du moule avant est aussi grand que possible (dans la plage de tolérance de la taille du produit), la pièce peut rester dans le moule mobile après l'ouverture du moule, de sorte que le mécanisme auxiliaire d'éjection peut être évité dans le moule avant.
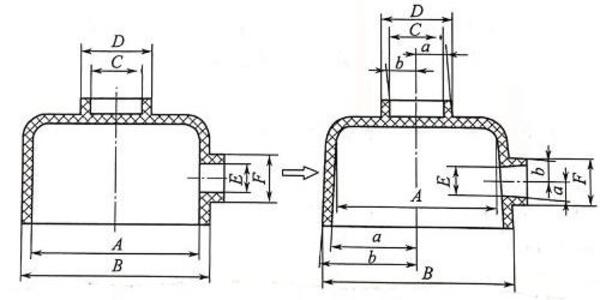
Pour la structure ci-dessous avec espace d'ajustement, la position de la colle centrale est modifiée, passant de la moitié des moules avant et arrière d'origine à 1/3 du moule avant et 2/3 du moule arrière, ce qui peut réduire le risque de coller au moule avant.

Conception de l'angle de dépouille
Il n'existe pas de norme unifiée pour la plage de l'angle de dépouille, et le calcul théorique est très difficile, car le modèle mathématique de la friction est difficile à établir, et différents paramètres de moulage par injection affecteront également le résultat final. Certaines valeurs de référence peuvent être obtenues par simulation, mais cela prend beaucoup de temps et nécessite une main-d'œuvre importante.
En général, les usines de moules n'ont pas la force et le temps nécessaires pour le faire. Il s'agit plutôt d'une question d'expérience. En tant qu'ingénieur structurel, vous devez comprendre ces connaissances afin de pouvoir prendre en compte l'angle de dépouille pour certaines structures clés au stade de la conception structurelle, de réduire le nombre de modifications ultérieures apportées en retour par les ingénieurs du moule et d'éviter les problèmes inutiles.
Déterminants de l'angle de dépouille
Caractéristiques des matériaux de moulage
Les plastiques durs ont un angle de dépouille plus important que les plastiques souples, et les plastiques souples peuvent même présenter des contre-dépouilles.
Taux de rétrécissement
Étant donné que le plastique à fort taux de rétraction exerce une force de serrage plus importante sur le noyau, le plastique à fort taux de rétraction doit avoir un angle de dépouille plus important que le plastique à faible taux de rétraction.
Coefficient de friction
Pour certains matériaux à faible coefficient de frottement, tels que le PA et le POM, l'angle de dépouille peut être inférieur à celui d'autres plastiques ordinaires. Plus le coefficient de frottement de la surface du produit est élevé, plus l'angle de tirage est important. Par exemple, la surface texturée par le soleil nécessite un angle de dépouille important.
Épaisseur de la paroi
Lorsque l'épaisseur de la paroi augmente, la force du plastique enveloppant le noyau est plus importante, et l'angle de tirage doit également être plus grand.
Forme géométrique
Pour les pièces en plastique ayant des formes plus complexes ou davantage de trous de moulage, un angle de dépouille plus important est nécessaire, sinon il faut prévoir davantage d'éjecteurs, et la disposition des éjecteurs doit être symétrique et uniforme pour éviter qu'une force d'éjection inégale ne provoque un gauchissement et une déformation de la pièce.
Pièces transparentes
L'angle de dépouille des pièces soumises à des exigences optiques doit être important.
Plage spécifique de l'angle d'étirement
La relation géométrique entre l'angle de dépouille et la hauteur de la surface de dépouille est la suivante : tanθ=X/H ;
où θ est l'angle de tirage, H est la hauteur de la surface de tirage et X est l'épaisseur réduite de la paroi (ou l'écart d'inclinaison).
En théorie, plus l'angle de dépouille est grand, plus il est facile de démouler, en particulier pour les surfaces de dépouille d'une hauteur (profondeur) et d'une surface plus grandes. En effet, la force de serrage de cette face sur le noyau ou la cavité est plus importante, et une pente plus grande doit être conçue pour faciliter le démoulage lorsque la force d'éjection de la machine de moulage par injection reste inchangée.

Mais, selon la relation géométrique ci-dessus, lorsque H est constant, plus θ est grand, plus X est grand.
En ce qui concerne la surface d'apparence, plus X est grand, plus la surface d'apparence change, au point de s'écarter de l'intention de l'identifiant, et l'écart de taille de l'apparence sera important. Par conséquent, si l'identifiant le permet, plus l'ébauche de la surface d'apparence est grande, mieux c'est. Si la carte d'identité ne le permet pas,
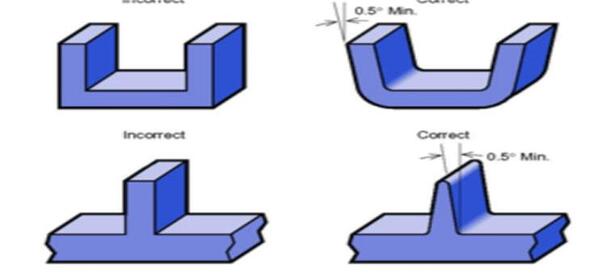
Pour les surfaces très brillantes, l'angle de dépouille est ≥1°, pour éviter le risque de rayures, essayez de prendre la valeur la plus grande possible ;

Pour une surface texturée, l'angle de dépouille doit être d'au moins 3° (en fonction du type et de la profondeur de la texture, il faut généralement 1 à 1,5° de dépouille pour chaque 0,001 mm de profondeur, mais il convient d'utiliser les données relatives à l'angle de dépouille fournies par l'entreprise chargée de la texture comme guide).
En ce qui concerne la surface de l'os, plus le X est grand, plus la largeur supérieure C de l'os est petite et plus le moulage par injection est difficile. L'os doit donc être conçu pour être aussi court que possible, et l'angle de dépouille peut être plus grand. Si vous ne pouvez pas l'éviter, assurez-vous au moins que la valeur de X est généralement ≥0,2 et que la largeur supérieure C n'est pas inférieure à 0,6 ;

En ce qui concerne la colonne de vis, le trou intérieur de la colonne de vis est une sorte d'élément structurel soumis à des exigences de précision dimensionnelle. Pour ce type de caractéristique structurelle, afin de garantir la plage de tolérance, l'angle de dépouille sera très faible, voire inexistant. La structure du moule nécessite ici une très faible rugosité, voire un polissage, et la goupille d'éjection doit être raisonnablement conçue à proximité.
Si vous avez un éjecteur à douille, vous n'avez pas besoin de dessiner le trou de la vis. Si vous avez un éjecteur ordinaire, vous devez dessiner le trou de la vis. La hauteur du trou de vis ne doit pas être trop élevée et l'angle doit être compris entre 0,5° et 1,0°. La dépouille doit être égale à la moitié de la profondeur d'engagement de la vis L, ce qui permet d'obtenir un bon engagement de la vis. Il ne faut pas que le haut du trou soit plus grand et le bas plus petit, car la vis sera alors lâche en haut et serrée en bas, ce qui entraînera des contraintes élevées.

Pour les autres surfaces internes, l'angle de dépouille est de 1° comme valeur médiane. La valeur spécifique doit être déterminée en fonction de la hauteur et de la rugosité de la surface de dépouille. Dans le même temps, il convient de prêter attention à la variation de l'épaisseur de la colle après l'ébauche afin d'éviter les défauts de moulage.
Conclusion
Je ne vais pas parler des angles d'attaque parce qu'ils sont beaux. Je vais parler des angles de dépouille parce qu'ils sont importants. Ils sont importants parce qu'ils facilitent la fabrication des pièces et les améliorent. Si vous ne mettez pas d'angles de dépouille sur vos pièces, vous aurez beaucoup de pièces qui seront rejetées.
Il peut également endommager les moules. Il est préférable de toujours connaître les meilleures pratiques du moulage par injection. L'une d'entre elles consiste à incorporer des angles de dépouille dans le moulage par injection.
Dans l'industrie du moulage par injection, nous sommes des experts du moulage par injection et nous sommes prêts à partager notre expertise avec vous. Nos ingénieurs ont une connaissance approfondie des meilleures pratiques en matière de moulage par injection et les intègrent dans nos services. Nos ingénieurs peuvent évaluer entièrement votre conception et vous fournir des recommandations. Nous fournissons un DfM pour garantir que vous obtenez les meilleurs résultats de la conception de votre pièce.
Nous offrons une large gamme de services de fabrication, y compris le moulage par injection. Si vous n'êtes pas sûr que votre angle de dépouille soit suffisant pour vos besoins, nous pouvons avoir une discussion sur la conception. Nous proposons également une inspection générale des pièces pour nous assurer qu'elles sont prêtes pour le moulage. Tous ces services sont proposés à un prix compétitif.







