 Skip to content
Skip to content 

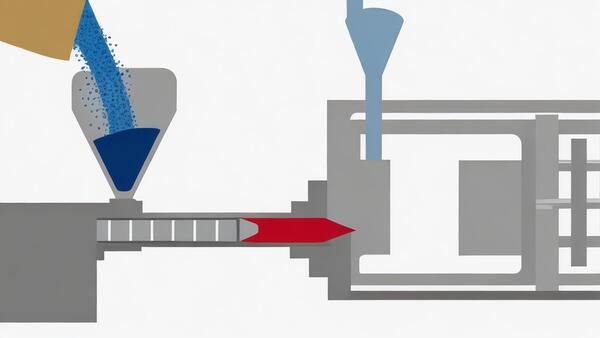
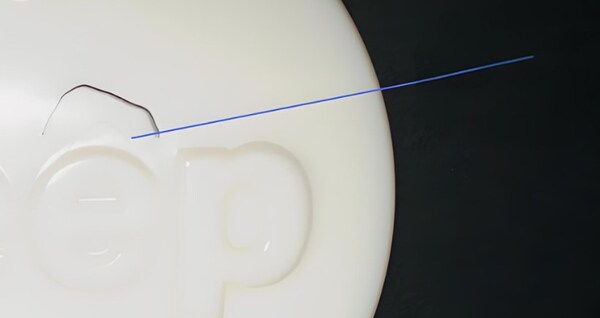
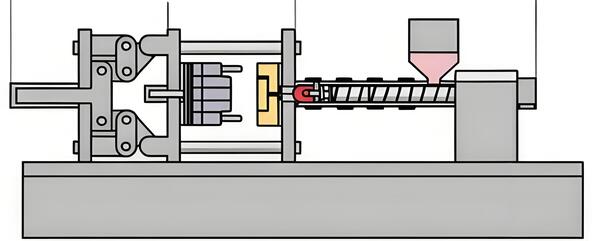
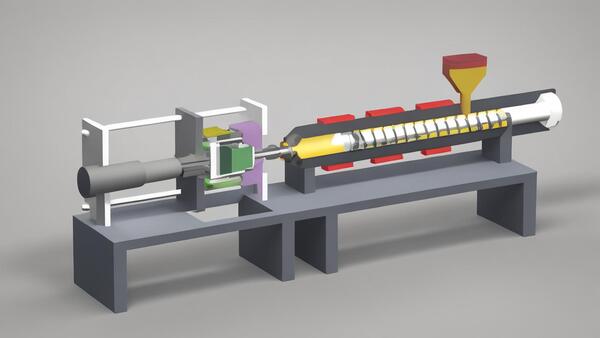
Préface : Le moulage par injection est un excellent moyen de fabriquer de jolis prototypes et des pièces en plastique. Mais si vous ne disposez pas d'un bon système de contrôle de votre processus, vous risquez d'obtenir des pièces moulées présentant des défauts tels que des marques d'écoulement.Les marques d'écoulement sont un défaut d'aspect courant des produits moulés par injection. Elles existent principalement près de l'entrée de colle du produit et s'étendent en forme de vague jusqu'à la profondeur du moule.
Les marques d'écoulement sont un défaut dont il est difficile de se débarrasser en production. Si vous savez pourquoi elles se produisent et quelles sont les conditions du processus qui les aggravent, vous pouvez vous en débarrasser plus rapidement et plus facilement lorsque vous essayez de faire fonctionner votre moule correctement. Cela vous aidera à fabriquer plus de pièces, plus rapidement. Les lignes d'écoulement sont causées par les différentes vitesses et directions du fluide à différents endroits.

Analyse des causes des marques d'écoulement
La température du moule est trop basse
La température du moule est trop basse, ce qui entraîne une chute trop rapide de la température du matériau, et la pression d'injection et la pression de maintien ne sont pas suffisantes pour presser la peau condensée contre la surface du moule, ce qui laisse des traces d'écoulement de la matière fondue dans le sens de l'écoulement.

Problèmes liés au processus de production
Le processus de production des produits PC moulés par injection a un impact important sur l'apparence et les performances du produit. Si la température d'injection est trop élevée ou trop basse, si la vitesse d'injection est trop rapide ou trop lente et si la pression de maintien n'est pas correcte, des marques d'écoulement apparaîtront sur le produit.
Problèmes de sélection des matériaux
Le choix du matériau des produits PC moulés par injection a également un impact important sur leurs performances et leur apparence. Si les matériaux ne correspondent pas, si l'écoulement du matériau est mauvais, si le contrôle de l'humidité n'est pas correct et s'il y a trop d'additifs, des marques d'écoulement apparaîtront sur le produit.

Problèmes liés au processus de traitement
Lors de la transformation, la température du moule, le temps d'injection, le temps de maintien, etc. influencent l'aspect et les performances du produit. Si la température du moule est trop basse ou trop élevée, si le temps d'injection est trop long ou trop court et si le temps de maintien est inapproprié, des marques d'écoulement apparaîtront sur le produit.
Mauvais écoulement de la matière fondue
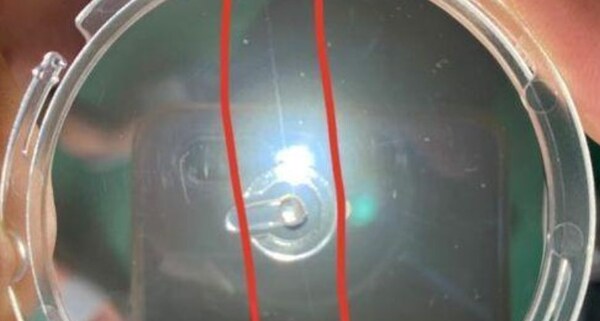
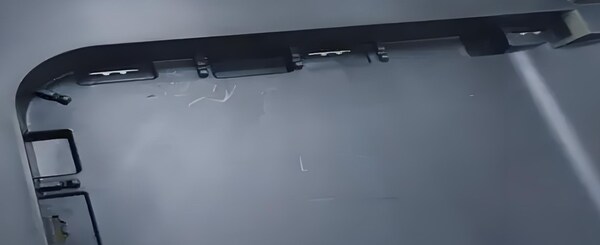
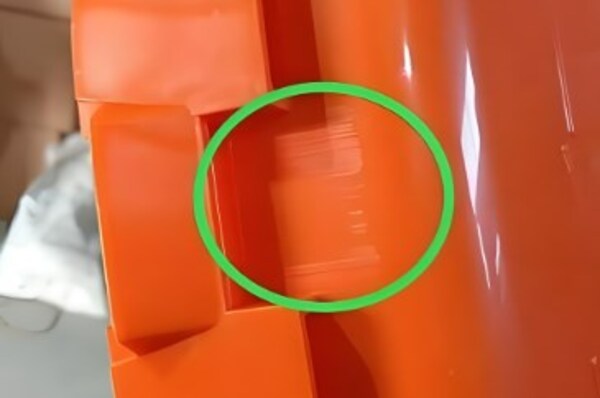
Lorsque l'écoulement de la matière fondue est faible, vous obtenez ces marques d'écoulement en forme d'anneau sur la surface de la pièce en plastique, juste autour de la porte. Lorsque la matière fondue est froide et épaisse et qu'elle ne s'écoule pas bien, elle est injectée dans la cavité sous la forme d'un état semi-solide ondulé au niveau du portillon et du canal de coulée.
Elle s'écoule le long de la surface de la cavité du moule et est comprimée par la prochaine coulée de matière fondue qui arrive, elle reflue et reste coincée, ce qui donne ces marques d'écoulement en forme d'anneau sur la surface de la pièce en plastique, juste autour de l'opercule.
Pour résoudre ce problème, vous pouvez augmenter la température du moule et de la buse, augmenter le taux d'injection et la vitesse de remplissage, augmenter la pression d'injection et la pression de maintien, et augmenter le temps de maintien. Vous pouvez également installer un dispositif de chauffage au niveau de la porte afin d'augmenter la température locale de la porte. Vous pouvez également augmenter de manière appropriée la surface de la section transversale de la porte et du canal de coulée.
La section transversale de l'opercule et de la glissière doit être ronde si possible, car c'est la meilleure façon de remplir le moule. Mais si la porte doit se trouver dans une partie faible de la pièce en plastique, vous devez utiliser une section carrée.
Vous devriez également prévoir un plus grand puits de boue froide au bas de la porte et à l'extrémité de la glissière. La température du matériau a un effet important sur l'écoulement de la matière fondue. Il convient de prêter attention à la taille du puits de coulée froide. Vous devez placer le puits de refroidissement à la fin de la fusion, dans la direction où la matière fondue s'écoule depuis la porte.
Si la raison principale des marques annuelles d'écoulement en forme d'anneau est la mauvaise performance de la résine, vous pouvez sélectionner une résine à faible viscosité si les conditions le permettent.

La matière fondue ne s'écoule pas facilement dans le couloir
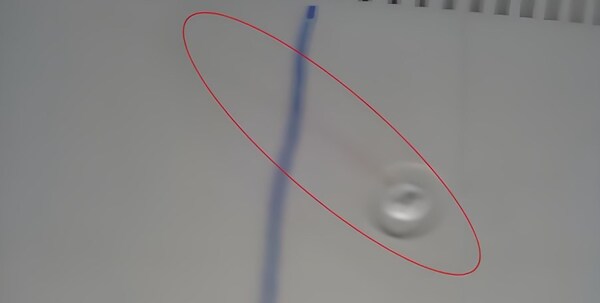
La matière fondue ne s'écoule pas de manière régulière dans le canal de coulée, ce qui entraîne des marques d'écoulement en forme de spirale sur la surface de la pièce en plastique. Lorsque la matière fondue s'écoule d'une section étroite du canal de coulée dans une cavité de plus grande section ou que le canal de coulée du moule est étroit et que la finition est très mauvaise, l'écoulement est facile à turbuler, ce qui entraîne des marques d'écoulement en forme d'onde spirale sur la surface de la pièce en plastique.
Dans ce cas, vous pouvez ralentir la vitesse d'injection ou contrôler la vitesse d'injection pour qu'elle soit lente, rapide ou lente. La porte du moule doit être placée dans une partie à paroi épaisse ou directement du côté de la paroi. La forme de la porte doit être de type poignée, ventilateur ou diaphragme. La section transversale du canal de coulée et de l'obturateur peut également être augmentée de manière appropriée afin de réduire la résistance à l'écoulement du matériau.
Vous devez également contrôler le débit de l'eau de refroidissement dans le moule afin de maintenir le moule à une température plus élevée. Si vous augmentez les températures du cylindre et de la buse dans la plage de température de fonctionnement du processus, vous améliorerez les performances d'écoulement de la matière fondue.
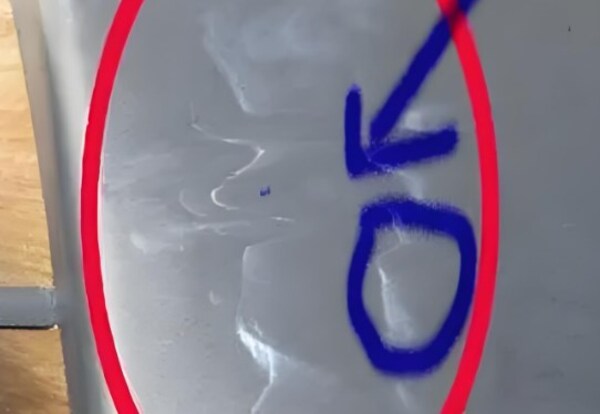
Les gaz volatils provoquent des marques de flux de vagues semblables à des nuages
Lorsque vous utilisez de l'ABS ou d'autres matières premières à base de résine copolymère, si la température de traitement est élevée, la résine et le lubrifiant génèrent des gaz volatils qui provoquent des marques d'écoulement en forme de nuages sur la surface des pièces en plastique.

Pour ce faire, il convient de réduire la température du moule et du tonneau, d'améliorer les conditions d'échappement du moule, de réduire la température du matériau et le taux de remplissage, d'élargir correctement la section de la porte et de modifier le type ou la quantité de lubrifiant.
Solution aux marques d'écoulement
Plastique
Réduire la quantité de matériel
Une trop grande quantité de matière peut également causer un problème de marque. Si la marque est causée par une trop grande quantité de matière, vous pouvez réduire l'alimentation de la machine de moulage par injection, mais veillez à ne pas trop la réduire et à ne pas nuire à la qualité du produit.

Améliorer la fluidité du plastique
Vous devez remplir la cavité avec un plastique qui s'écoule facilement. Si le plastique fondu ne s'écoule pas bien, la fusion ralentit et plus elle ralentit, plus elle se refroidit. La pression d'injection et la pression de maintien ne sont pas suffisantes pour pousser la peau condensée contre la surface du moule.
Vous obtenez donc des marques de rétraction dans le sens de l'écoulement. Les fournisseurs de matériaux peuvent vous conseiller sur la base de votre conception : utilisez le plastique le plus fluide qui ne flashe pas.
Si vous voulez fabriquer une pièce en plastique longue et mince, vous avez besoin d'un plastique qui s'écoule bien. Si vous ne disposez pas d'un plastique qui s'écoule bien, vous pouvez ajouter un peu de quelque chose pour améliorer l'écoulement. En général, on ajoute moins de 1% de ce produit. Si vous avez une pièce très longue et très mince, vous devrez peut-être en ajouter davantage.
Utilisation incorrecte des lubrifiants de moulage
En général, la teneur en lubrifiant est inférieure à 1%. Lorsque la longueur d'écoulement est relativement longue par rapport à l'épaisseur de la paroi, la teneur en lubrifiant doit être augmentée pour garantir que la couche de condensation adhère à la surface du moule jusqu'à ce que le produit soit formé et que des marques d'écoulement ne soient pas générées. L'augmentation de la teneur en lubrifiant doit être approuvée par le fournisseur du matériau.
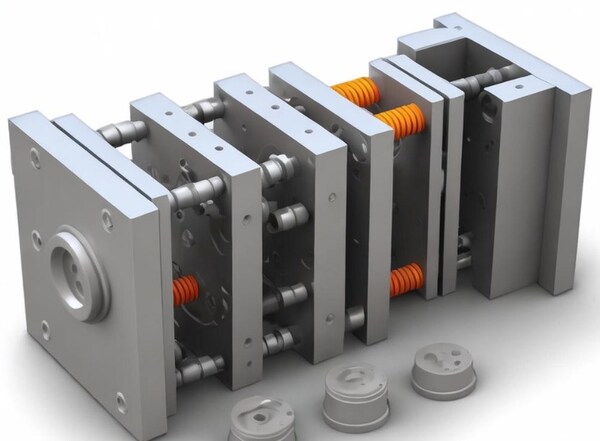
Moule
Augmentation de la température du moule
Si la température du moule est trop basse, la température du matériau chutera trop rapidement, et la pression d'injection et la pression de maintien ne seront pas suffisantes pour presser fermement la surface condensée contre la surface du moule, laissant des marques de retrait de la matière fondue dans le sens de l'écoulement.
Augmenter la température du moule, maintenir la température du matériau élevée, et la pression d'injection et la pression de maintien presseront fermement la couche de condensation contre la surface du moule jusqu'à ce que le produit soit formé et qu'il n'y ait pas de marques d'écoulement.
Régler la température du moule en fonction de la valeur recommandée par le fabricant du matériau. Chaque réglage peut être augmenté ou diminué de 6℃. Après 10 tirs, si le moulage est stable, décidez d'effectuer d'autres réglages en fonction des résultats.
Améliorer le coureur
La glissière, les glissières ou l'obturateur sont trop petits. Le canal, les canaux ou l'obturateur sont trop petits et la résistance à l'écoulement augmente. Si la pression d'injection n'est pas suffisante, le front de fusion se déplace de plus en plus lentement et le plastique devient de plus en plus froid. La pression d'injection et la pression de maintien ne sont pas suffisantes pour presser la peau condensée contre la surface du moule, de sorte que des marques de rétraction sont laissées dans le sens de l'écoulement de la matière fondue.
Améliorer l'échappement
Si l'évacuation n'est pas suffisante ou si l'évacuation n'est pas bonne, cela affectera le remplissage de la matière fondue. Le front d'onde de la matière fondue ne peut pas presser la peau condensée contre la surface du moule, ce qui laisse des marques de retrait dans le sens de l'écoulement de la matière fondue. Envisagez un échappement à l'extrémité de chaque canal de coulée pour empêcher le gaz de pénétrer dans la cavité. L'échappement de la cavité ne doit pas être négligé et il est préférable d'utiliser un échappement en cercle complet.
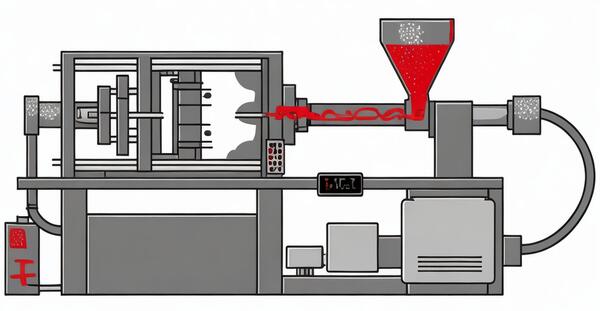
Machine de moulage par injection
Régler la vitesse d'injection
Si la vitesse d'injection est trop rapide, la matière fondue ne pourra pas éliminer l'air pendant l'écoulement de la surface du moule, ce qui entraînera des marques d'écoulement. La vitesse d'injection doit être ajustée en fonction de la situation spécifique afin d'atténuer le problème des marques d'écoulement.
Régler la pression d'injection
Les marques d'écoulement sont également dues à une pression d'injection insuffisante de la machine. Il faut donc augmenter la pression d'injection pour que le plastique s'écoule mieux dans le moule et pour réduire les marques d'écoulement.
Augmenter la pression d'injection et la pression de maintien
Si la pression d'injection et la pression de maintien ne sont pas suffisantes, la peau condensée ne sera pas pressée fermement contre la surface du moule et des marques de retrait apparaîtront dans le sens de l'écoulement de la matière fondue. Augmenter la pression d'injection et la pression de maintien de manière à ce que la couche condensée puisse être pressée fermement contre la surface du moule jusqu'à ce que le produit soit finalisé, et que les marques d'écoulement n'apparaissent pas.
Améliorer le temps de séjour
Le plastique reste trop peu de temps dans le tonneau et la température de fusion est basse. Même si la cavité est à peine remplie, le plastique ne peut pas être compacté pendant la pression de maintien, ce qui laisse des marques de retrait dans le sens de l'écoulement de la matière fondue. Le rapport entre le matériau de la grenaille et le matériau du cylindre doit être compris entre 1/1,5 et 1/4.
Allonger la durée du cycle
Lorsque le temps de cycle est trop court, le plastique n'est pas chauffé à temps dans le tube de matériau et la température de fusion est basse. Même si la cavité est à peine remplie, le plastique ne peut pas être compacté pendant la pression de maintien, ce qui laisse des marques de retrait dans le sens de l'écoulement de la matière fondue.
La durée du cycle doit être prolongée jusqu'à ce que le plastique soit entièrement fondu et que la température de fusion soit suffisamment élevée pour éviter les marques de rétraction dans le sens de l'écoulement.
Augmenter le réglage de la température du canon
Lorsque la température du tonneau est trop basse, la température de la matière fondue est basse, et la pression d'injection et la pression de maintien ne sont pas suffisantes pour presser fermement la surface condensée sur la surface du moule, ce qui laisse des marques de retrait dans le sens d'écoulement de la matière fondue.
Augmentez la chaleur, la pression d'injection et la pression de maintien pour presser cette peau contre la surface du moule jusqu'à ce que la pièce se fige et que vous ne voyiez plus de traces d'écoulement. Vous pouvez obtenir le réglage de la température du matériau auprès du fournisseur du matériau.
Le tonneau est divisé en quatre zones : arrière, centre, avant et buse. Le réglage de la température du matériau de l'arrière vers l'avant doit être augmenté progressivement, et chaque zone doit être augmentée de 6°C. Si nécessaire, la valeur de réglage de la température du matériau de la zone de la buse et/ou de la zone avant est parfois la même que celle de la zone centrale.

Augmenter le réglage de la température de la buse
Le plastique absorbe la chaleur dégagée par la bande chauffante et la chaleur de friction générée par le mouvement relatif des molécules de plastique causé par la rotation de la vis dans le cylindre, et la température augmente progressivement.
La dernière zone de chauffage dans le tonneau est la buse. C'est ici que la matière fondue doit atteindre la température idéale, mais elle doit être chauffée modérément pour rester dans le meilleur état possible.
Si la température de la buse n'est pas assez élevée, la buse et le moule se touchent et absorbent trop de chaleur, la température du matériau baisse, la pression d'injection et la pression de maintien ne sont pas suffisantes pour presser la peau condensée contre la surface du moule, ce qui laisse des marques de retrait dans le sens de l'écoulement de la matière fondue. Augmenter la température de la buse.
En règle générale, la température de la zone des buses est supérieure de 6 degrés Celsius à celle de la zone avant.
Conclusion
L'un des défauts d'aspect les plus courants des produits moulés par injection au cours de la production est la présence de marques d'écoulement, en particulier près de l'entrée du produit. Les principales raisons de la formation de marques d'écoulement sont la faible température du moule, les mauvais paramètres du processus de moulage par injection, la mauvaise sélection des matériaux et la mauvaise fluidité de la matière fondue.

Pour éviter et résoudre efficacement le problème de la marque d'écoulement, les fabricants peuvent prendre une série de mesures. Tout d'abord, il convient d'ajuster la température du moule et la température de la buse pour s'assurer que le matériau fondu peut s'écouler uniformément et remplir le moule pendant le processus de remplissage.
Deuxièmement, optimiser la vitesse d'injection et le contrôle de la pression pour s'assurer que le plastique est rempli et compacté.
En outre, la sélection et le contrôle raisonnables de divers paramètres dans le processus de traitement, tels que le temps de maintien et la conception du canal d'écoulement, peuvent également améliorer de manière significative la qualité de la surface du produit. En procédant à ces ajustements, il est possible de réduire efficacement, voire d'éliminer, le problème des marques d'écoulement et d'améliorer l'efficacité de la production et la qualité des produits moulés par injection.






