 Skip to content
Skip to content 

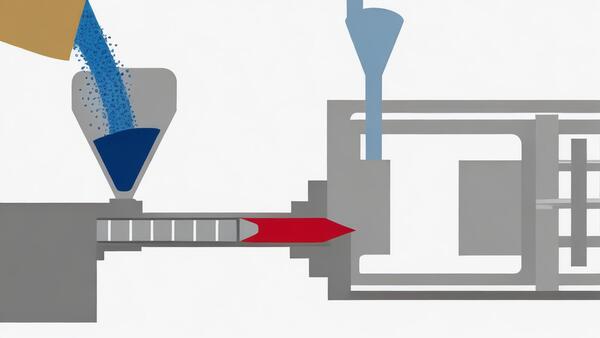
Introduction : La contre-pression, également connue sous le nom de pression de plastification, est une force utilisée pour maintenir une pression d'injection continue pendant le processus de moulage par injection. Elle se produit principalement lorsque la matière en fusion pénètre en continu dans le cylindre.
La pression en moulage par injection a généré une poussée de la vitesse de la vis vers l'arrière. La contre-pression est la force de réaction au mouvement de recul de la vis. Elle peut ralentir la vitesse de recul de la vis afin de garantir que le matériau fondu est injecté uniformément dans le cylindre et le remplit complètement.
Un réglage et une utilisation appropriés de la contre-pression permettent d'uniformiser la température de fusion, de compacter la matière fondue et de produire de meilleurs produits en plastique. Alors, comment ajuster la contre-pression de la machine de moulage par injection, quel type de contre-pression est approprié, Zeatr Molding vous répondra un par un.
Comment se forme la contre-pression ?
Lorsque le plastique fondu est plastifié, la matière fondue continue à se déplacer vers l'extrémité avant du cylindre (à l'intérieur de la chambre de dosage) et forme progressivement une pression qui pousse la vis vers l'arrière.

Pour éviter que la vis ne recule trop vite et pour garantir que le matériau fondu est uniformément compacté, une contre-pression est nécessaire pour la vis.
La contre-pression est également appelée pression de plastification. Vous la contrôlez en réglant la soupape d'étranglement de l'huile de retour du cylindre d'injection.

La soupape de contre-pression est installée à l'arrière du cylindre d'injection de la machine de moulage par injection à vis de préplastification pour ajuster la vitesse de décharge de l'huile du cylindre d'injection lorsque la vis tourne vers l'arrière, de sorte que la pression de maintien du cylindre ; la vitesse de recul de la vis (résistance) du moteur complet est contrôlée par la servo-valve AC.
Où se trouve la position de réglage de la contre-pression ?
La soupape de contre-pression de la machine de moulage par injection est généralement située à côté de la soupape de fusion. La soupape de contre-pression est également installée à l'arrière du cylindre d'injection de la machine de moulage par injection à vis de préplastification. La contre-pression est contrôlée en ajustant la soupape d'étranglement de l'huile de retour du cylindre d'injection.

Quels sont les problèmes qui se produisent si la contre-pression est trop faible ?
Lorsque la contre-pression est trop faible, la vis recule trop vite et la densité du matériau fondu qui s'écoule à l'extrémité avant du cylindre est faible (relativement lâche), ce qui a pour effet de piéger davantage d'air.
Il en résultera une mauvaise qualité de plastification, un volume d'injection instable et d'importantes variations du poids et de la taille du produit.

La surface du produit présente un rétrécissement, des fleurs de gaz, des lignes de matériau froid, une brillance inégale et d'autres phénomènes indésirables. Le produit est sujet à la formation de bulles, et la périphérie et la position de l'os du produit sont sujettes à une insuffisance de colle.
Quels sont les problèmes qui surviennent si la contre-pression est trop élevée ?
La pression de la matière fondue à l'extrémité avant du cylindre est trop élevée, la température du matériau est élevée et la viscosité diminue. Le reflux de la matière fondue dans la rainure de la vis et le flux de fuite entre le cylindre et la vis augmentent, ce qui réduit l'efficacité de la plastification (la quantité de matière plastifiée par unité de temps).

Pour les plastiques qui n'aiment pas la chaleur (comme le PVC, le POM, etc.) ou les colorants, la température de la matière fondue augmente et le temps qu'elle met à chauffer dans le tonneau augmente, et elle commence à se décomposer sous l'effet de la chaleur, ou le colorant commence à changer de couleur, et la couleur de surface/la brillance du produit commence à se dégrader.
Si la contre-pression est trop élevée, la vis reculera lentement et le temps de retour du pré-plastique sera long, ce qui augmentera la durée du cycle et réduira l'efficacité de la production.

Si la contre-pression est trop élevée, la pression de fusion sera élevée et la buse bavera après l'injection. Lors de l'injection suivante, la matière froide dans le canal d'écoulement de la carotte bloquera la carotte ou des taches de matière froide apparaîtront dans le produit.
Lorsque la bière est moulée, la buse laisse souvent échapper de la colle en raison d'une contre-pression excessive, ce qui entraîne un gaspillage de matières premières et la combustion de l'anneau chauffant situé à proximité de la buse.

L'usure mécanique du mécanisme de pré-moulage et du cylindre de la vis augmente.
Quelles sont les méthodes de réglage de la contre-pression ?
Lors de la production d'une machine de moulage par injection, la valeur de réglage de la contre-pression n'est pas fixe, elle est généralement comprise entre 3 et 15 kg/cm. Outre la nature des matières premières et la qualité structurelle du produit, le réglage de la contre-pression doit également être effectué tout au long du processus de production.

En production, lorsque la buse fuit la colle, bave, que la matière fondue se décompose excessivement, que le produit change de couleur et que le retour du matériau est trop lent, il convient d'envisager une réduction appropriée de la contre-pression.
Lorsque vous observez de petites fleurs de gaz, un mélange de couleurs, un rétrécissement et des changements importants dans la taille et le poids du produit à la surface de celui-ci, vous devez augmenter la contre-pression. Vous devez donc ajuster la contre-pression en fonction de l'état de la production et de votre propre expérience. Voici comment ajuster la contre-pression moulage par injection la contre-pression.
Régler la valeur minimale de la contre-pression
Avant de commencer à régler la contre-pression, réglez la contre-pression sur la valeur minimale. Réglez la contre-pression de la machine de moulage par injection à la valeur minimale et ouvrez le moule pour l'injection. Si le produit ne présente pas de défauts évidents, cela signifie que la contre-pression minimale est suffisante.
Augmenter progressivement la contre-pression
Continuez à augmenter la contre-pression à partir de la contre-pression minimale, et le nombre de produits injectés continuera à augmenter. Veillez à ce qu'il n'y ait pas de défauts tels que des bosses et des bavures à la surface du produit et ajustez la contre-pression jusqu'à ce que la surface du produit soit lisse et sans défaut.

Tester les performances du produit
Une fois que vous avez réglé la contre-pression, vous devez tester les performances du produit que vous fabriquez. Vous devrez tester des éléments tels que la résistance à la traction, la résistance à l'usure, la résistance à la pression, etc. Si le produit fonctionne comme vous le souhaitez, vous avez fini d'ajuster la contre-pression.
Modifier la valeur de réglage de la contre-pression
Lors du réglage de la contre-pression, commencez par une valeur faible et augmentez-la progressivement. Observez les changements de qualité du produit après chaque ajustement jusqu'à ce qu'il atteigne son meilleur état. Lorsque vous réglez la contre-pression, ne la réglez pas trop en une seule fois pour éviter d'affecter la qualité du produit.

Lors du moulage par injection, nous devons observer les changements de la valeur de la contre-pression en temps réel afin de l'ajuster à temps. Dans des circonstances normales, la valeur de la contre-pression doit être légèrement inférieure à la valeur prédéfinie, afin que le principe d'échappement puisse être respecté. Si la valeur de la contre-pression est trop élevée, elle peut provoquer des plis, des dommages et d'autres défauts à la surface de la pièce.
Lorsque vous fabriquez des produits, vous devez constamment ajuster la contre-pression car la température du plastique, la température du moule et la température ambiante changent constamment. Avant de commencer à fabriquer des objets, tu devrais faire un tableau qui t'indique quelle est la meilleure contre-pression pour chaque objet que tu fabriques. Tu pourras alors regarder le tableau et savoir à quelle valeur régler la contre-pression.

Tout d'abord, vous devez trouver l'interface de réglage appropriée pour le contrôle de la contre-pression sur l'interface homme-machine de la machine de moulage par injection, puis la régler. Lors du réglage, vous devez d'abord comprendre quelle est la contre-pression dont vous avez besoin, et vous pouvez l'envisager de manière globale en fonction de la forme de la pièce et des caractéristiques du matériau.
Régler la vitesse de réponse de la machine de moulage par injection
Une autre étape importante consiste à régler la vitesse de réponse. Lorsque vous modifiez le réglage de la contre-pression, le fonctionnement de la machine est retardé, ce qui affecte directement la stabilité et la précision de la contre-pression. Nous devons donc réduire ce délai en ajustant la vitesse de réponse du système de contrôle.

Ajuster la contre-pression en fonction de la pièce moulée par injection
Régler la contre-pression en fonction des défauts du produit : Si le produit présente des défauts tels que des bavures, des pores, des déformations et une finition de surface insuffisante, il est possible de les résoudre en ajustant la contre-pression. D'une manière générale, l'augmentation de la valeur de la contre-pression permet de résoudre les défauts de surface, tandis que la réduction de la valeur de la contre-pression permet de résoudre les défauts internes.
Ajustez la taille de la contre-pression en fonction des propriétés et des exigences du produit moulé par injection : D'une manière générale, plus la contre-pression de la machine de moulage par injection est élevée, meilleure est la qualité du produit moulé par injection.

Mais une contre-pression excessive entraînera une réduction de l'efficacité de la production et un gaspillage de matières premières. Il est donc nécessaire d'ajuster la taille de la contre-pression en fonction de la situation spécifique du produit moulé par injection.
Régler la contre-pression de la machine de moulage par injection
Plus la contre-pression de la machine de moulage par injection est élevée, plus la contre-pression est élevée. Par conséquent, en ajustant la contre-pression de la machine de moulage par injection, vous pouvez ajuster la contre-pression de la machine de moulage par injection.

Modifier la vitesse de contre-pression de la machine de moulage par injection. Plus la vitesse de contre-pression de la machine de moulage par injection est rapide, plus la contre-pression est élevée. Ainsi, en modifiant la vitesse de contre-pression de la presse à injecter, vous pouvez ajuster la contre-pression de la presse à injecter.
Déterminer la taille de la contre-pression en fonction de la matière plastique
Choisissez la taille de la contre-pression en fonction du type de plastique : Les exigences en matière de contre-pression varient selon les matières plastiques. En général, les plastiques à faible point de fusion nécessitent une contre-pression moins importante, tandis que les plastiques à point de fusion élevé nécessitent une contre-pression plus importante.

Vous devez donc ajuster la contre-pression en fonction du type spécifique de plastique que vous utilisez lors du moulage par injection.
Voici comment déterminer la contre-pression à utiliser en fonction du type et de la couleur du plastique utilisé : Les différents types et couleurs de plastique nécessitent des réglages de contre-pression différents.

Si vous ne réglez pas correctement la valeur de la contre-pression, cela entraînera un retrait, un gauchissement et d'autres problèmes dans votre pièce. En règle générale, les matériaux transparents ou brillants ont des valeurs de contre-pression plus élevées, tandis que les matériaux non transparents ou mats nécessitent des valeurs de contre-pression plus faibles.
Régler la température du moule
La température du moule est l'un des facteurs importants qui influent sur la taille de la contre-pression. Lorsque vous réglez la contre-pression, vous pouvez d'abord ajuster la température du moule, puis apporter les modifications correspondantes en fonction de l'effet de la contre-pression ajustée.

Réglage de la pression de la machine de moulage par injection
Le réglage de la pression de la machine de moulage par injection influe également sur la taille de la contre-pression. D'une manière générale, une pression plus élevée nécessite une contre-pression plus importante, et une pression plus faible une contre-pression plus faible.

Lors du réglage de la contre-pression, vous pouvez d'abord ajuster le réglage de la pression du moulage par injection Les réglages de la pression de moulage par injection sont généralement effectués à partir des réglages de l'unité d'injection et de la pression. En outre, les réglages de la pression de moulage par injection commencent généralement par les réglages de l'unité d'injection et de la pression.
Quels sont les avantages d'un réglage correct de la contre-pression ?
Il peut comprimer la matière fondue dans le tonneau, augmenter la densité et améliorer la stabilité du volume d'injection, le poids et la taille du produit.

Elle peut "expulser" le gaz dans le matériau fondu, réduire les fleurs de gaz et les bulles internes à la surface du produit, et améliorer l'uniformité de la brillance. Ralentir la vitesse de retrait de la vis pour plastifier complètement le matériau fondu dans le tonneau, augmenter l'uniformité du mélange de la poudre colorée, du mélange maître et du matériau fondu, et éviter le phénomène de "couleur mélangée" dans le produit.
Ralentir la vitesse de retrait de la vis pour plastifier complètement le matériau fondu dans le tonneau, augmenter l'uniformité du mélange de la poudre colorée, du mélange maître et du matériau fondu, et éviter le phénomène de "couleur mélangée" dans le produit.

Une augmentation adéquate de la contre-pression peut améliorer le retrait de la surface du produit et l'écoulement de la colle autour du produit.
Il peut augmenter la température de la matière en fusion, améliorer la qualité de la plastification de la matière en fusion, améliorer la fluidité de la matière en fusion lors du remplissage du moule, et il n'y a pas de marque de colle froide sur la surface du produit.

Il est bon d'évacuer le gaz dans le tonneau et de réduire les fleurs de gaz et les bulles à la surface du produit ; de ralentir la vitesse de retrait de la vis pour plastifier complètement le matériau fondu dans le tonneau ;
Augmenter correctement la contre-pression pour améliorer le retrait de la surface du produit (applicable aux moules et aux produits sans vannes séquentielles).

Il peut réchauffer la matière en fusion, la rendre plus fondue et lui permettre de mieux s'écouler lorsqu'elle est introduite dans le moule.
Conclusion
En résumé, un réglage correct de la contre-pression des presses à injecter peut améliorer la qualité du moulage par injection et l'efficacité de la production, réduire le taux de rebut et les coûts de production.

C'est pourquoi, au cours de la moulage par injection Dans le processus de fabrication, nous devons nous adapter à la situation spécifique et trouver la meilleure méthode d'ajustement de la contre-pression pour obtenir le meilleur effet de moulage par injection.






