 Skip to content
Skip to content 
Service de moulage par injection de caoutchouc silicone liquide (LSR) sur mesure
Découvrez le moulage par injection de caoutchouc silicone liquide avancé pour des produits précis et durables. Améliorez votre production grâce aux solutions innovantes de Zetar Mold.

Le guide complet du modelage par injection de caoutchouc silicone liquide (LSR)
Qu'est-ce que le moulage par injection de caoutchouc silicone liquide (LSR) ?
Le moulage par injection de caoutchouc de silicone liquide, souvent abrégé en moulage LSR ou LIM (Liquid Injection Molding), est un processus de fabrication utilisé pour créer des pièces durables, flexibles et de haute précision à partir d'un matériau de caoutchouc de silicone liquide.
Il s'agit essentiellement d'un procédé thermodurcissable. Cela le distingue fondamentalement du moulage par injection de thermoplastiques. Alors que les thermoplastiques sont chauffés jusqu'à la fusion, injectés dans un moule froid pour se solidifier et peuvent être refondus, les thermodurcissables fonctionnent à l'inverse. Dans le moulage LSR, un composé liquide en deux parties est mélangé puis injecté dans un moule chauffé. La chaleur déclenche une réaction chimique irréversible appelée durcissement ou vulcanisation, qui transforme le liquide en une pièce en caoutchouc solide, stable et élastique.
Quels sont les classifications et les types de LSR ?
Le LSR n'est pas un matériau à taille unique. Il est disponible dans de nombreuses qualités et peut être traité à l'aide de plusieurs techniques avancées, ce qui permet un haut degré de personnalisation.
1. Classification par qualité de matériau :
① Grade à usage général : Formulation standard offrant un bon équilibre des propriétés physiques pour une large gamme de joints industriels, de joints d'étanchéité et de produits de consommation.
② Qualité médicale : Ces qualités sont biocompatibles et répondent à des normes strictes telles que USP Class VI et ISO 10993. Ils sont utilisés pour les masques respiratoires, les instruments chirurgicaux, les joints d'étanchéité des dispositifs médicaux et les implants à court terme.
③ Qualité alimentaire : Conforme aux réglementations de la FDA (par exemple, 21 CFR 177.2600) pour les articles entrant en contact avec les aliments, tels que les moules à pâtisserie, les tétines de biberons et les ustensiles de cuisine.
④ Qualité optique : Caractérisé par une transparence et une transmission de la lumière élevées, ce grade est idéal pour la production de lentilles, de guides de lumière et de couvercles pour les LED et les capteurs où la clarté optique est primordiale.

⑤ Grade conducteur : En incorporant des charges conductrices comme le noir de carbone, ces LSR peuvent être utilisés pour des applications nécessitant une conductivité électrique, telles que les joints de blindage EMI/RFI, les tampons conducteurs et les connecteurs électriques.
⑥ Qualité autolubrifiante : Ce matériau exsude une petite quantité d'huile de silicone à sa surface au fil du temps, ce qui réduit le coefficient de frottement. Il est parfait pour créer des joints à faible friction, des joints toriques et des joints de connecteurs qui doivent être facilement assemblés.
⑦ Fluorosilicone (F-LSR) : Il offre une résistance accrue aux solvants non polaires, aux carburants, aux huiles et aux produits chimiques agressifs, ce qui en fait un choix privilégié pour les joints automobiles et aérospatiaux exposés à des fluides agressifs.
2. Classification selon la variation du processus :
① Moulage LSR standard : Le processus fondamental de création d'une pièce LSR mono-matériau.
② Surmoulage LSR (2-Shot Molding) : Processus en plusieurs étapes au cours duquel le LSR est moulé sur un substrat pré-moulé. Il peut s'agir
- LSR sur thermoplastique : Une pièce en plastique (PBT, nylon, etc.) est placée dans un second moule et le LSR est injecté autour d'elle pour créer une pièce intégrée avec des caractéristiques à la fois rigides et souples (par exemple, un boîtier étanche avec un joint d'étanchéité intégré).
- LSR sur métal : Les LSR sont moulés sur un composant métallique (par exemple, acier inoxydable, aluminium) pour créer des poignées, des isolateurs ou des composants antivibrations.
③ Micro-moulage avec LSR : Version extrêmement précise du processus utilisé pour fabriquer des pièces présentant des caractéristiques à micro-échelle ou pesant moins d'un gramme, souvent utilisées dans les dispositifs médicaux et la micro-électronique.

Quels sont les scénarios d'application typiques des LSR ?
Les propriétés uniques du LSR en font un matériau de choix pour les applications où les performances et la fiabilité ne sont pas négociables.
1. Médecine et soins de santé :
En raison de sa biocompatibilité, de sa stérilisabilité et de son inertie supérieures, les LSR sont omniprésents dans le domaine médical.
Exemples : Masques respiratoires, joints flexibles pour dispositifs d'administration de médicaments, bouchons de seringues, cathéters, composants de valves pour systèmes de gestion des fluides et composants souples et flexibles pour outils chirurgicaux.
2. Industrie automobile :
L'environnement automobile exige une résistance aux températures extrêmes, aux vibrations et aux fluides.
Exemples : Joints de connecteurs pour les faisceaux de câbles, joints pour les composants du moteur et de la transmission, gaines de protection pour les capteurs, amortisseurs de vibrations et membranes flexibles pour les systèmes de régulation de la pression.
3. Biens de consommation et électronique :
Le LSR assure l'imperméabilité, la durabilité et un toucher doux de première qualité.
Exemples : Joints et garnitures pour smartwatches et téléphones robustes, boutons tactiles des télécommandes, claviers flexibles, tétines et sucettes pour bébés, et ustensiles de cuisine haut de gamme comme les spatules et les moules à pâtisserie.
4. Applications industrielles :
Dans les environnements industriels exigeants, le LSR offre une stabilité à long terme et des performances d'étanchéité.
Exemples : Joints pour les luminaires LED extérieurs, joints pour les pompes industrielles, membranes pour les vannes à pression et couvercles de protection pour les équipements sensibles.

Quels sont les avantages du moulage par injection de LSR ?
1. Haute précision et liberté de conception : La faible viscosité du silicone liquide lui permet de s'écouler facilement dans les parois minces et de remplir les cavités complexes des moules, ce qui permet de produire des pièces très détaillées, ce qui serait impossible avec d'autres élastomères.
2. Propriétés supérieures du matériau : Les LSR offrent une combinaison inégalée de caractéristiques :
① Biocompatibilité : Inerte et hypoallergénique.
② Résistance à la température : Stable sur une large plage de températures, généralement de -50°C à +200°C, avec des qualités spéciales allant encore plus loin.

③ Stabilité chimique et aux UV : Résistant à l'eau, à l'ozone, aux rayons UV et à une large gamme de produits chimiques.
④ Low Compression Set : Les pièces reprennent leur forme d'origine après une compression prolongée, ce qui les rend excellentes pour les joints d'étanchéité.
⑤ Isolation électrique : Possède une résistance diélectrique élevée.
3. Automatisation des grands volumes et temps de cycle rapides : Le processus est hautement automatisé. Les temps de polymérisation sont très rapides, souvent entre 20 et 60 secondes, ce qui facilite une production efficace et à grande échelle avec un minimum de travail.
4. Processus propre et sans déchets : Le système en boucle fermée, depuis les seaux de matériaux jusqu'au moule scellé, minimise l'exposition aux contaminants. Cette caractéristique est essentielle pour les applications médicales et alimentaires. En outre, les techniques de moulage de précision "sans flash" réduisent considérablement les déchets de matériaux et les étapes de post-traitement.
Quels sont les inconvénients du moulage par injection de LSR ?
1. Investissement initial élevé : Les moules pour LSR nécessitent des tolérances extrêmement serrées et des caractéristiques spécialisées (comme des systèmes de canaux froids) pour gérer le matériau à faible viscosité. L'outillage et les machines de moulage par injection spécialisées représentent des dépenses d'investissement initiales importantes.
2. Coût plus élevé des matériaux : Au kilogramme, le LSR est généralement plus cher que de nombreux thermoplastiques courants et que certains caoutchoucs synthétiques. Toutefois, ce surcoût peut être compensé par des temps de cycle plus rapides et des coûts de main-d'œuvre moins élevés dans le cas d'une production en grande quantité.
3. Nature thermodurcissable : En tant que matériau thermodurcissable, le LSR ne peut pas être fondu et recyclé de la même manière que les thermoplastiques. Bien que les déchets puissent être broyés et utilisés comme charge dans certaines applications, il ne s'agit pas d'un processus de recyclage en boucle fermée.
4. Complexité de l'outillage : La conception et la fabrication des moules pour LSR sont plus complexes que pour les thermoplastiques. Ils doivent résister à des températures élevées tout en maintenant le système de distribution du matériau froid, et ils nécessitent une étanchéité exceptionnelle pour éviter la formation de bavures.
Comment le moulage LSR se compare-t-il aux autres procédés ?
et le moulage par injection de matières thermoplastiques :
La principale différence est entre les thermodurcissables et les thermoplastiques. Les LSR impliquent une réaction chimique de durcissement dans un moule chaud, tandis que les thermoplastiques fondent et se solidifient dans un moule froid. Les pièces en LSR sont flexibles et résistantes à la température, tandis que les thermoplastiques sont rigides et résistants.
vs. le moulage par compression (avec HCR) :
Le moulage par compression utilise généralement du caoutchouc à haute consistance (HCR), un matériau solide ressemblant à de l'argile. Il s'agit d'un processus plus lent et plus intensif en main-d'œuvre, avec un contrôle moins précis des matériaux, ce qui entraîne des pertes de matériaux plus importantes et davantage de bavures. Le moulage LSR est automatisé, plus rapide, plus propre et mieux adapté aux géométries complexes et à la production de gros volumes.
Moulage par injection de caoutchouc silicone liquide (LSR)
Découvrez notre guide détaillé sur le moulage par injection de caoutchouc silicone liquide (LSR). Découvrez le processus de base, les matériaux, les avantages, les principales applications dans le domaine médical et automobile, ainsi que les meilleures pratiques en matière de conception.

Le guide complet du modelage par injection de caoutchouc silicone liquide (LSR)
Quelles sont les principales caractéristiques et propriétés des LSR ?
Il est essentiel de comprendre ces propriétés pour choisir la qualité de LSR qui convient à votre application.
| Propriété | Description et importance | Gamme/valeur typique |
|---|---|---|
| Dureté (Duromètre) | Mesure la résistance du matériau à l'indentation, indiquant sa souplesse ou sa fermeté. Rivage A est l'échelle standard pour les caoutchoucs souples. | 5 à 80 Shore A |
| Résistance à la traction | La contrainte maximale qu'un matériau peut supporter lorsqu'il est tiré ou étiré avant de se rompre. Mesurée en mégapascals (MPa). | 5 - 11 MPa |
| Allongement à la rupture | Le pourcentage d'augmentation de longueur qu'un matériau peut atteindre avant de se rompre. Il indique la flexibilité et l'extensibilité du matériau. | 200% – 900% |
| Résistance à la déchirure | Mesure la résistance du matériau à la propagation d'une déchirure. Cette caractéristique est cruciale pour les pièces susceptibles d'être entaillées ou coupées en cours d'utilisation. | 20 - 50 kN/m |
| Kit de compression | Le pourcentage de déformation permanente restant après la compression d'un matériau pendant une durée déterminée et à une température spécifique. Une valeur faible est essentielle pour les joints d'étanchéité. | 10% - 25% (à 150°C pendant 22 heures) |
| Température de fonctionnement | Plage de température dans laquelle le matériau conserve ses principales propriétés sans se dégrader. | De -50°C à 200°C (de -60°F à 390°F) |
| Rigidité diélectrique | La capacité du matériau à agir comme un isolant électrique, mesurée par la tension maximale qu'il peut supporter avant de se rompre. | ~20 kV/mm |
Quel est le processus de base du moulage par injection de LSR ?
Le processus de moulage des LSR est une symphonie de précision et de contrôle. Voici une description étape par étape du flux de travail :
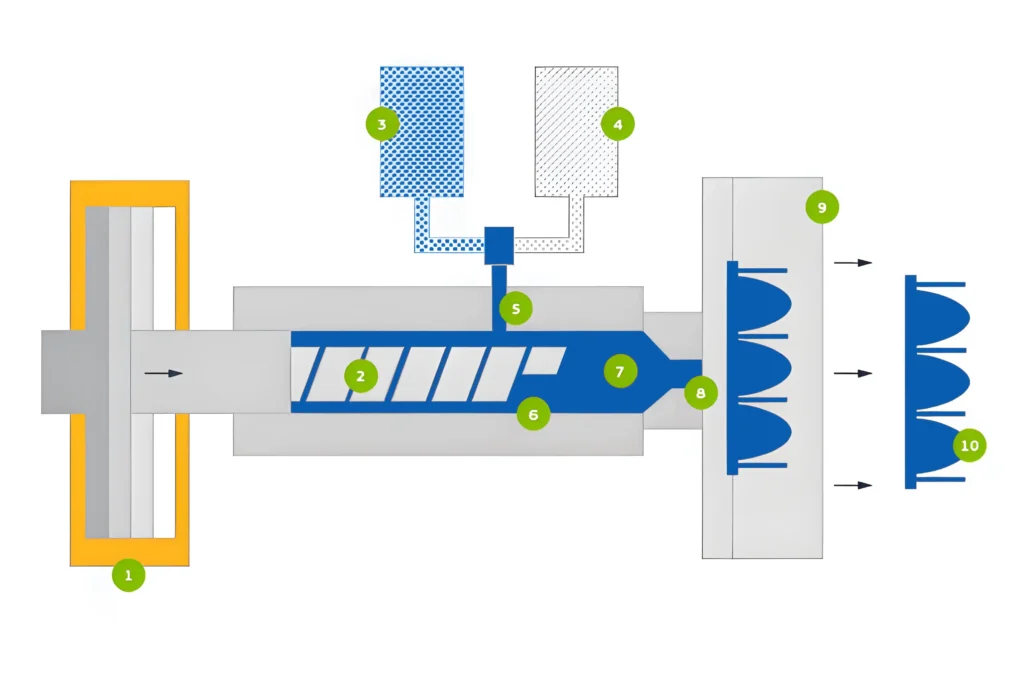
1. Approvisionnement en matériaux : Le processus commence avec deux conteneurs séparés, généralement des seaux de 20 litres ou des fûts de 200 litres, contenant la partie A et la partie B du silicone liquide.
2. Dosage et dosage : Une unité de dosage spécialisée sur la machine de moulage utilise des pompes pour extraire les composants A et B de leurs conteneurs dans un rapport précis de 1:1 en volume. Si de la couleur est nécessaire, un troisième flux de pâte colorante est dosé avec précision dans le système.
3. Mélange : Les composants A et B (et le colorant éventuel) sont propulsés dans un mélangeur statique. Ce dispositif contient une série d'éléments hélicoïdaux qui divisent et recombinent de manière répétée les flux de matériaux, garantissant un mélange parfaitement homogène sans introduction de chaleur ou d'air.
4. Injection : Le LSR mélangé et non polymérisé est introduit dans le cylindre d'injection, qui est refroidi à l'eau pour éviter une polymérisation prématurée. Une vis ou un piston injecte ensuite une "dose" précise du matériau dans les cavités chauffées du moule, par l'intermédiaire d'une buse refroidie et d'un système de canaux.
5. Durcissement (Vulcanisation) : Le moule est chauffé à une température comprise entre 150°C et 200°C (300°F - 390°F). Cette chaleur intense déclenche la réaction de réticulation catalysée par le platine. Le silicone liquide se transforme rapidement en une pièce de caoutchouc solide et élastique en seulement 20 à 60 secondes.
6. Démoulage et éjection : Une fois la polymérisation terminée, le moule s'ouvre. Grâce à la flexibilité du LSR, les pièces peuvent souvent être retirées même avec des contre-dépouilles, parfois avec l'aide de broches d'éjection ou d'une automatisation robotisée. Le cycle suivant commence immédiatement.

Quelles sont les principales considérations en matière de moulage des LSR ?
La réussite du moulage des LSR dépend de l'attention portée à trois domaines clés : la conception de la pièce, la conception du moule et la sélection des matériaux.
1. Considérations relatives à la conception des pièces :
① Épaisseur de la paroi : S'efforcer d'obtenir une épaisseur de paroi uniforme afin de garantir un durcissement homogène et d'éviter les marques d'enfoncement. Les transitions entre les différentes épaisseurs doivent être progressives.
② Parting Line : L'endroit où les deux moitiés du moule se rencontrent. Son emplacement est essentiel pour l'esthétique, la fonction du moule et la prévention des bavures.
③ Ventilation : En raison de la viscosité extrêmement faible du LSR et de la vitesse d'injection rapide, l'air peut facilement être piégé. Les évents sont de minuscules canaux (0,005 mm - 0,02 mm de profondeur) qui doivent être usinés avec précision dans le plan de joint pour permettre à l'air de s'échapper, mais pas au silicone.
④ Angles d'ébauche : Une légère conicité (1-2 degrés) sur les parois verticales est recommandée pour faciliter l'éjection des pièces du moule.
2. Considérations relatives à la conception des moules :
① Système de canaux froids : Contrairement aux systèmes à canaux chauds pour les thermoplastiques, les moules LSR utilisent souvent un système à canaux froids. Les canaux qui acheminent le matériau vers les cavités sont maintenus froids pour éviter que le LSR ne durcisse avant d'atteindre la pièce. Cela permet de minimiser les pertes de matériau.
② Gating : Point d'entrée du matériau dans la cavité. L'emplacement et la taille du portillon doivent être optimisés pour garantir un remplissage lisse et uniforme et éviter les imperfections esthétiques sur la pièce finale.
③ Scellement des moules : Les moitiés du moule doivent être parfaitement étanches pour éviter que le LSR à faible viscosité ne s'échappe, ce qui provoquerait des bavures. Cela nécessite un usinage exceptionnellement précis des composants du moule.
3. Considérations relatives à la sélection des matériaux :
① Dureté : Adapter le duromètre au besoin de flexibilité ou de rigidité de l'application.
② Environnement : La pièce sera-t-elle exposée à des produits chimiques, à la lumière UV ou à des températures extrêmes ? Sélectionnez un grade standard, un fluorosilicone ou un autre grade spécialisé en conséquence.
③ Exigences réglementaires : L'application nécessite-t-elle une conformité médicale (USP Class VI) ou alimentaire (FDA) ?

Quelles sont les meilleures pratiques pour la conception de pièces en LSR ?
Suivez ces lignes directrices pour créer des pièces dont la fabrication et les performances sont optimisées.
1. Maintenir une épaisseur de paroi uniforme : L'épaisseur idéale des parois des pièces en LSR se situe généralement entre 0,5 mm et 3 mm. L'uniformité permet d'éviter une contraction inégale et des contraintes internes.
2. Utiliser des rayons généreux : Évitez les angles internes aigus. L'ajout d'un rayon (au moins 0,5 fois l'épaisseur de la paroi) améliore l'écoulement de la matière, réduit la concentration des contraintes et augmente la résistance à la déchirure de la pièce.
3. Placer stratégiquement les lignes de séparation : Travaillez avec votre mouleur pour placer le plan de joint sur une surface non critique ou cachée afin de minimiser son impact esthétique.
4. Exploiter la souplesse des LSR pour les contre-dépouilles : Les contre-dépouilles simples peuvent souvent être moulées sans action latérale complexe, car la pièce flexible peut être "décollée" du moule. Discutez des contre-dépouilles complexes avec votre mouleur pour vous assurer de leur faisabilité.
5. Conception d'une ventilation adéquate : Lors de la conception de la pièce, réfléchissez à l'emplacement des derniers points de remplissage. Ce sont des emplacements naturels pour les évents.
6. Incorporer le projet : Bien que le LSR soit flexible, un angle de dépouille d'au moins 1 degré simplifie l'éjection, réduit le temps de cycle et minimise les contraintes sur la pièce lors du retrait.
Quels sont les problèmes courants du moulage LSR et leurs solutions ?
| Problème | Description | Causes communes | Solutions |
|---|---|---|---|
| Flash | Une fine pellicule non désirée de LSR sur la pièce le long du plan de joint. | 1. Mauvaise étanchéité du moule. 2. Pression/vitesse d'injection excessive. 3. Force de serrage insuffisante. | 1. Améliorer la précision de l'outil de moulage. 2. Réduire la pression d'injection. 3. Augmenter le tonnage de la pince de la machine. |
| Trappes à air (vides) | Bulles ou poches vides piégées dans la pièce. | 1. Ventilation inadéquate des moisissures. 2. Flux de matières turbulentes. 3. Humidité piégée. | 1. Ajouter ou agrandir les évents aux points de dernier remplissage. 2. Optimiser l'emplacement de la porte et la vitesse d'injection. 3. S'assurer que le matériau est sec. |
| Coup court | La cavité du moule n'est pas complètement remplie, ce qui donne une pièce incomplète. | 1. Insuffisance du matériel injecté. 2. Durcissement prématuré. 3. Mauvaise ventilation (contre-pression). | 1. Augmenter la taille de la prise de vue. 2. Diminuer légèrement la température du moule ou augmenter la vitesse d'injection. 3. Améliorer la ventilation. |
| Marques d'évier | Dépressions en surface, généralement en face de sections épaisses comme les côtes. | 1. Rétrécissement du matériau dans les zones épaisses. 2. Pression de garniture insuffisante. | 1. Concevoir une épaisseur de paroi uniforme. 2. Optimiser la phase d'emballage. 3. Carotter les sections épaisses. |
| Défaut de collage (surmoulage) | La couche de LSR se détache du substrat plastique ou métallique. | 1. Matières incompatibles. 2. Contamination de la surface (huiles, démoulage). 3. Température insuffisante du substrat. | 1. Utiliser des apprêts ou des traitements de surface (plasma/corona). 2. S'assurer que le substrat est propre. 3. Utiliser des matériaux compatibles (par exemple, PBT). |
Quels sont les technologies et concepts associés ?
1. Technologies en amont :
① Chimie des silicones (durcissement par addition ou par peroxyde) : LSR utilise un système de polymérisation par addition catalysé par le platine. Ce procédé est très propre, rapide et ne produit pas de sous-produits. Il est supérieur aux systèmes de polymérisation au peroxyde utilisés pour certains HCR, qui peuvent laisser des résidus et nécessitent un processus de post-polymérisation plus approfondi.
② CAD/CAM : Le logiciel de conception assistée par ordinateur (CAO) est utilisé pour concevoir le modèle 3D de la pièce. Le logiciel de fabrication assistée par ordinateur (FAO) traduit ensuite cette conception en instructions pour les machines qui construiront le moule.
③ Fabrication de moules (CNC et EDM) : Les moules en acier de haute précision pour LSR sont fabriqués à l'aide de la commande numérique par ordinateur (CNC) pour la mise en forme générale et de l'électroérosion (EDM) pour la création de détails fins, d'angles vifs et de textures complexes qui sont difficiles à fraiser.
2. Processus en aval :
① Post-curing : Bien que les LSR durcissent entièrement dans le moule, certaines pièces, en particulier pour les applications médicales et en contact avec les aliments, subissent une étape de post-polymérisation. Cette étape consiste à chauffer les pièces dans un four pendant plusieurs heures afin d'éliminer les composés organiques volatils (COV) restants et de garantir une stabilité et une inertie maximales.
② Cryogénique L'ébavurage : pour les applications nécessitant des bords parfaits et sans bavure, les pièces peuvent être culbutées dans de l'azote liquide. Le froid extrême fragilise la fine bavure, qui se détache proprement tandis que le corps de la pièce reste souple et indemne.
③ Assemblage et automatisation : Les pièces finies en LSR sont souvent intégrées dans des assemblages plus importants. La cohérence et la précision du moulage par injection en font la solution idéale pour les lignes d'assemblage automatisées.
3. Processus alternatifs et connexes :
① Moulage par compression et transfert de silicone : Ces procédés utilisent du caoutchouc à haute consistance (HCR) et sont mieux adaptés à la production de faibles volumes, à des géométries plus simples ou à des pièces de très grande taille. Ils sont généralement plus lents et moins précis que le moulage LSR.
② Impression 3D avec du silicone : Une technologie émergente qui permet le prototypage rapide et la création de pièces personnalisées très complexes sans nécessiter d'outillage. Bien qu'elle soit actuellement plus lente et plus coûteuse pour la production de masse, elle constitue un excellent outil pour la validation de la conception et la fabrication de faibles volumes.


Guide de liste de contrôle pour acheteurs de fournisseurs de moulage par injection pour acheteurs étrangers avant paiement de l'outillage
Envoyer un paiement d'outillage à un fournisseur de moulage par injection à l'étranger est le moment où votre projet passe de l'évaluation à l'engagement. Faites-le correctement, et vous aurez un partenaire de fabrication fiable

Gestion des Risques d'Approvisionnement en Moulage par Injection : Comment Éviter les Retards, les Retouches et les Dépassements de Coûts
Après deux décennies dans la fabrication par moulage par injection, j'ai vu d'innombrables acheteurs perdre de l'argent à cause d'erreurs d'approvisionnement évitables. Un mauvais choix de fournisseur peut transformer un projet d'outillage de $50 000 en un projet de $150 000.

Comment comparer les devis de moulage par injection sans choisir le mauvais fournisseur
Obtenir trois devis pour un projet de moulage par injection et choisir le moins cher est le moyen le plus rapide de perdre de l'argent. Nous avons vu des acheteurs épuiser deux fois les budgets d'outillage1 parce que
Solutions d'optimisation proposées Gratuitement
- Fournir un retour d'information sur la conception et des solutions d'optimisation
- Optimiser la structure et réduire les coûts de moulage
- Parler directement avec des ingénieurs en tête-à-tête

