 Skip to content
Skip to content 

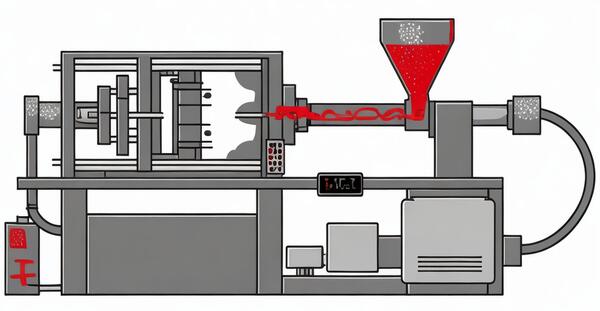
Introduction : Le moulage par injection est la méthode la plus courante pour fabriquer des produits en plastique composés de plusieurs pièces qui doivent être assemblées à la fin. Assembler des pièces signifie s'assurer qu'elles s'emboîtent correctement et qu'elles restent ensemble.
C'est là que les tolérances entrent en jeu. Si vous ne précisez pas l'espace qui doit exister entre les pièces, ou si vous ne vous assurez pas que les pièces ont la bonne taille, elles ne s'emboîteront pas correctement.
Moulage par injection Les tolérances peuvent être un casse-tête car les moules coûtent cher. Il faut donc savoir les contrôler.
Dans cet article, j'expliquerai ce qui affecte les tolérances et comment les contrôler à l'aide de la conception pour la fabrication (DFM), de la sélection des matériaux, de la conception des outils et du contrôle des processus.
Pourquoi les tolérances sont-elles importantes pour les pièces moulées par injection ?
La quantité de variation dans tout processus de prototypage rapide dépend de sa précision, et bien que le moulage par injection soit assez précis, il y a toujours un peu de variation.

Cette variation fait qu'il est important de déterminer la plage d'écarts admissibles pour que les pièces fonctionnent correctement une fois assemblées.
Lorsque vous créez un produit composé de plusieurs pièces moulées par injection, vous devez faire attention aux tolérances du moulage plastique.

Supposons que vous souhaitiez relier deux pièces en plastique moulé à l'aide de boulons. Vous devez percer un trou dans les deux pièces.
Si vous faites une erreur dans l'emplacement et la taille du trou, vous aurez des problèmes et perdrez en fonctionnalité lors de l'assemblage. Les deux pièces ont donc besoin de tolérances de position pour fonctionner correctement.
Pour simplifier, contrôler et optimiser les tolérances du moulage par injection revient à envisager le pire. Il s'agit de déterminer la plage d'écarts acceptables qui permettra à votre produit de fonctionner au mieux.
Quels sont les facteurs qui influencent les tolérances du moulage par injection ?
Conception des pièces
L'un des principaux moyens de limiter le gauchissement, le retrait excessif et le désalignement des pièces consiste à appliquer les principes de la DFM lors de la conception des pièces.
La meilleure façon d'y parvenir est de collaborer avec votre service de moulage par injection dès le début du processus de conception, afin d'éviter des modifications coûteuses à un stade ultérieur de la phase de conception.
Épaisseur de la paroi ; Les pièces dont l'épaisseur de paroi est variable peuvent subir un retrait inégal. Lorsqu'il est impossible d'éviter les zones épaisses, il faut recourir au carottage pour maintenir une épaisseur de paroi uniforme. Une épaisseur de paroi inégale peut entraîner une distorsion de la pièce, ce qui peut affecter les tolérances et l'ajustement.
Des parois plus épaisses ne sont pas toujours le meilleur choix pour augmenter la résistance ; lorsque cela est possible, il est préférable d'utiliser des nervures et des goussets pour augmenter la résistance de la pièce.
Angle d'étirement ; Les angles de dépouille sont très importants pour s'assurer que la pièce sort facilement de l'outil.
S'il n'est pas correct, la pièce peut se bloquer à la sortie, se racler et déformer le produit fini. Les angles de dépouille peuvent être compris entre 0,5° et 3°, en fonction de la conception de la pièce et de la finition de la surface.
Caractéristiques de lBoss ; Les bossages sont souvent utilisés pour accueillir des fixations lors de l'assemblage de plusieurs pièces en plastique. Si les bossages sont trop épais, ils peuvent laisser des empreintes sur la pièce.
Si elles ne sont pas reliées aux parois latérales par des nervures, elles peuvent se déformer considérablement. Cela rendra l'assemblage de ces pièces presque impossible.
Sélection des matériaux
Il est possible de fabriquer des plastiques moulés par injection à partir d'un grand nombre de résines différentes. Celles que vous choisissez dépendent de ce que vous fabriquez.
Chaque résine se rétracte différemment. Lorsque vous concevez le moule, vous devez tenir compte de ce retrait. Vous agrandissez généralement le moule du pourcentage de rétraction du matériau.
Si vous fabriquez un produit avec plusieurs types de matériaux, vous devez prévoir différents taux de rétrécissement.

Si vous ne définissez pas correctement les tolérances, vous risquez de vous retrouver avec des pièces qui ne s'emboîtent pas. C'est une grave erreur dans le domaine du moulage par injection et cela coûte beaucoup d'argent.
Les tolérances pour le moulage par injection sont principalement déterminées par le retrait du matériau et la géométrie de la pièce.
Vous devez finaliser la sélection des matériaux avant de concevoir et de fabriquer l'outil. La conception de l'outil dépend fortement du matériau choisi.

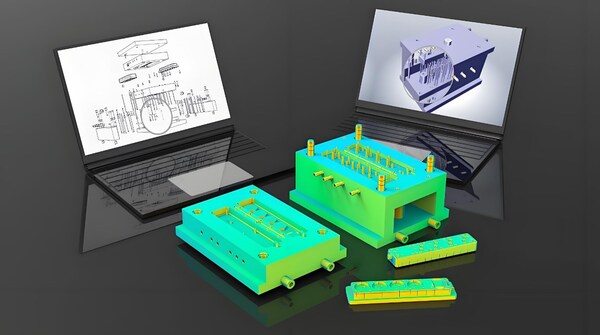
Conception d'outils
Lorsque vous choisissez le matériau, vous agrandissez généralement l'outil pour tenir compte du rétrécissement du matériau. Mais le retrait n'est pas le même dans toutes les directions. Par exemple, les pièces plus épaisses se refroidissent à des vitesses différentes de celles des pièces plus fines.
Ainsi, si vous avez une pièce complexe avec un mélange de parois minces et épaisses, vous aurez des taux de refroidissement différents.
La pièce peut alors se déformer ou s'enfoncer, ce qui peut perturber les tolérances et l'ajustement du moulage par injection. Pour y remédier, les outilleurs tiennent compte de ces éléments lorsqu'ils conçoivent les caractéristiques du moule.
Refroidissement de l'outil ; Le refroidissement de l'outil est important pour s'assurer que la pièce se rétracte uniformément. Si l'outil ne refroidit pas correctement, la pièce se rétractera de manière inégale et ne sera pas de la bonne taille. Vous pouvez installer des conduites d'eau dans l'outil pour que la pièce ait la bonne taille.
La tolérance de l'outil est importante dans le moulage par injection, car si un outil est hors tolérance, chaque pièce qui sort de cet outil aura cette erreur ajoutée à toute erreur causée par le rétrécissement.
Dans l'usinage CNC, les tolérances des outils sont généralement étroitement contrôlées et surveillées, de sorte qu'un outil hors tolérance est rarement la raison pour laquelle une pièce est hors tolérance.
En outre, ces outils sont généralement "sûrs en acier". Cela signifie que lorsqu'un outil est fabriqué, les dimensions ou caractéristiques critiques peuvent être ajustées par un fraisage supplémentaire.
Si les dimensions finies de certaines pièces ne sont pas conformes aux tolérances, le matériau supplémentaire permet d'affiner l'outil lors de l'usinage.
Par exemple, un trou à tolérance serrée sur une pièce peut être équipé d'un outil dont la broche est conçue pour être du côté le plus large de la tolérance. Si le trou a besoin d'être ajusté, il sera usiné plus finement pour rendre le trou plus fin.
Emplacement de la goupille d'éjection ; La goupille d'éjection le pousse hors du moule lorsqu'il s'ouvre, ce qui doit se produire le plus rapidement possible pour minimiser la durée du cycle.
Si la broche d'éjection est placée à un endroit qui n'est pas idéal, elle peut endommager la pièce. Certains matériaux ne sont pas complètement rigides lorsqu'ils quittent l'outil, et une éjection irrégulière peut entraîner un gauchissement important et des incohérences dimensionnelles.
Emplacement de la porte ; La porte est l'endroit où la résine entre dans l'outil. Si vous le placez au mauvais endroit, l'aspect sera mauvais.
En outre, si vous ne remplissez pas le moule de manière uniforme, la pièce se déformera et se rétractera de manière inégale. Les pièces complexes nécessitent souvent plus d'une porte pour être remplies uniformément et éviter ces problèmes.
Contrôle des processus
Même si vous effectuez tous les travaux de conception en amont et que vous tenez compte de tous les matériaux pour optimiser la tolérance de moulage par injection d'une pièce, il est toujours possible que la pièce soit hors tolérance lorsque les premiers échantillons sont livrés.
Une fois que vous avez appliqué toutes les méthodes susmentionnées, l'étape suivante pour améliorer le respect des tolérances consiste à adapter le processus.
Le contrôle de la température, de la pression et du temps de maintien est l'un des moyens les plus courants d'améliorer la qualité des pièces.
Une fois que vous avez trouvé l'ensemble des conditions idéales, le moule peut créer des pièces cohérentes avec très peu de variations dimensionnelles d'une pièce à l'autre.
Lorsque la pièce comporte de nombreuses caractéristiques, il est judicieux d'installer des capteurs de pression et de température dans l'outil afin de pouvoir mesurer ces éléments pendant la fabrication de la pièce.
De cette façon, vous pouvez contrôler le processus et vous assurer que vous respectez les tolérances. Si vous pouvez maintenir la pression et la température dans l'outil en permanence, vous aurez beaucoup plus de chances de respecter les tolérances.
Lorsque vous avez des pièces complexes et multifonctionnelles, il peut être utile d'installer des capteurs de pression et de température dans l'outil pour mesurer ces paramètres pendant le processus de fabrication afin d'obtenir un retour d'information en temps réel et de contrôler le processus.
Le fait de maintenir en permanence la pression et la température dans l'outil est très utile pour garantir des tolérances constantes.
Comment optimiser les tolérances du moulage par injection ?
Pour optimiser moulage par injection vous pouvez optimiser la conception des produits en utilisant la conception de la fabrication, en utilisant les bons matériaux de moulage par injection, en ajustant la conception du moule d'injection et en contrôlant le processus.
Cette section aborde chaque catégorie afin que vous puissiez obtenir des tolérances réalistes pour le moulage par injection de plastique.
Dans la phase de conception
Lorsque les fabricants utilisent le moulage par injection, ils rencontrent des problèmes tels que le gauchissement, le retrait excessif des pièces, le désalignement des pièces, etc. au cours du traitement, qui affectent les tolérances des pièces moulées par injection.
Pour lutter contre ce problème, les concepteurs veillent à ce que chaque produit soit conçu selon le principe de la conception pour la fabrication (DFM), qui permet de limiter l'apparition de ces problèmes.
Pour obtenir un bon DfM, vous devez faire appel à un bon service de prototypage rapide ayant une grande expérience du moulage par injection (comme Rapid Direct) dès le début du processus de conception.
Voici quatre points à prendre en compte pour la conception des pièces.
Taille globale
Plus l'objet que vous fabriquez est grand, plus vous devez vous préoccuper des tolérances. Lorsque vous fabriquez un objet de grande taille dans le cadre du moulage par injection de plastique, il peut se déformer ou se rétrécir. Il faut donc penser à la taille.
Épaisseur de la paroi
La rétraction est le retrait d'une pièce en plastique pendant la phase de refroidissement. Le retrait fait partie intégrante du processus de moulage par injection et est contrôlé par des facteurs tels que l'épaisseur de la paroi, la température, etc.
Si vous souhaitez réduire les défauts esthétiques tels que le gauchissement, l'affaissement, la fissuration et la déformation, vous devez avoir un taux de rétrécissement régulier.

Et pour obtenir un taux de rétrécissement régulier, il faut que l'épaisseur de la paroi soit uniforme. Voici comment obtenir une épaisseur de paroi uniforme :
Ne concevez pas de pièces avec des angles intérieurs aigus, de longues portées non soutenues ou des bossages mal conçus. Si vous devez renforcer les parois, utilisez des nervures.
Si vous placez des rayons sur les angles intérieurs, cela peut contribuer à atténuer le gauchissement. Utilisez le bon matériau et tenez compte de l'épaisseur des parois. N'utilisez pas de parois épaisses, car elles ralentissent le refroidissement, ce qui augmente le retrait et peut provoquer un gauchissement.

Angles d'ébauche
Les angles de dépouille sont importants dans la conception du moulage par injection car ils facilitent le démoulage de la pièce. Un retrait facile de la pièce signifie moins de friction, moins d'usure et une belle surface.

Si vous ne tenez pas compte des angles de dépouille lors du moulage par injection, vous obtiendrez un retrait et les pièces resteront coincées lorsque vous tenterez de les éjecter (les matières plastiques comme le nylon fonctionnent encore très bien à 0).
Les angles de dépouille sont mesurés en degrés/inches/mm, mais il n'existe pas de règles de tolérance standard pour le moulage par injection permettant de les incorporer dans la conception de votre produit.
Mais nous avons quelques règles empiriques que vous pouvez suivre. Un angle de dépouille de 10 à 20 est suffisant pour la plupart des pièces. Ajoutez 10 pour une profondeur de 1 pouce. Utilisez 30 pour les textures légères et >50 pour les textures lourdes et utilisez 0,50 sur toutes les surfaces verticales.

Patrons
Les bossages sont un élément important de la conception des produits et sont utilisés pour maintenir les pièces ensemble lorsque vous les assemblez.
Il y a quelques points importants à prendre en compte lorsque l'on conçoit des bosses. L'une d'entre elles est que les parois du bossage ne doivent pas être trop épaisses. Si vous placez un bossage épais dans votre dessin, voici ce qui se passera :
Des vides et des marques d'enfoncement sont créés lorsque vous n'étamez pas les bossages. La durée du cycle s'en trouve allongée. Vous obtiendrez également des fissures dans le plastique lors de la fixation.
En outre, vous devez carotter les bossages (c'est-à-dire les relier à la paroi latérale la plus proche). Cela permettra de mieux répartir la charge sur la pièce et d'améliorer le refroidissement de la pièce et l'écoulement du matériau.
Choisir le bon matériau pour des tolérances d'injection serrées
Le choix du matériau est important pour les tolérances du moulage par injection, car le matériau se rétracte uniformément (c'est-à-dire que les matériaux de moulage par injection se rétractent pendant la phase de refroidissement en raison des changements de densité).
Le rétrécissement dépend de facteurs tels que l'épaisseur de la paroi, la température, la pièce et le type de matériau. Lorsqu'il s'agit de sélectionner un matériau, utilisez les facteurs suivants pour vous aider à faire votre choix :
Composition du plastique : L'ABS se rétracte moins que le polyéthylène car il est moins dense.

Poids moléculaire : Les résines à haut poids moléculaire ont une viscosité élevée et une forte perte de charge, ce qui augmente le retrait.
Additifs : L'ajout de charges à faible expansion thermique permet de réduire le retrait.
Les différentes résines se rétractent à des vitesses différentes. Vous devez donc garder cela à l'esprit lorsque vous choisissez les matériaux et concevez votre moule d'injection.
Cela vous aidera à réduire les défauts cosmétiques qui nuisent à la tolérance de vos pièces moulées par injection. Des choses comme le gauchissement, l'affaissement, la fissuration et la distorsion.

Garder à l'esprit les outils de lutte contre les moisissures
Lorsque vous choisissez le bon matériau, les concepteurs de moules vous diront d'augmenter la taille du moule pour tenir compte du retrait du matériau. Les matériaux ne se rétractent pas tous au même rythme en raison de leur épaisseur inégale. Pour minimiser ce phénomène, gardez les éléments suivants à l'esprit lors de la conception du moule.
Refroidissement des outils
Le refroidissement est un élément important du moulage par injection. C'est ce qui fait la différence entre une bonne et une mauvaise pièce. Il s'agit du processus de refroidissement du plastique chaud après son injection.
Le refroidissement doit être uniforme, faute de quoi vous obtiendrez des retassures, des marques d'enfoncement, des problèmes d'éjection, des déformations et toutes sortes d'autres problèmes qui affecteront l'aspect, la tolérance et la fonction de la pièce.

Pour obtenir un refroidissement homogène, il faut placer les conduites de refroidissement au bon endroit dans le moule. Vous devez également surveiller des éléments tels que la pression d'injection, la viscosité de la résine et le temps de remplissage.
Tolérances des outils
Les moules d'injection sont généralement fabriqués par usinage CNC. Cela permet d'obtenir des tolérances étroites, ce qui signifie que le moule restera précis lorsqu'il sera chauffé et refroidi.
Les tolérances permettent de s'assurer que la pièce refroidit correctement sans perdre en précision. Mais si vous ne contrôlez pas les tolérances lors de la fabrication du moule, vous risquez d'obtenir des défauts importants tels que le gauchissement, le rétrécissement, l'enfoncement, etc.
Position de la goupille d'éjection
Une broche d'éjection est un élément d'un moule d'injection qui pousse le produit final hors du moule. La goupille se présente sous différentes formes (de préférence plate) à travers lesquelles une certaine force est appliquée pour pousser le produit hors du moule.
Par conséquent, lorsqu'elle est mal positionnée, elle peut provoquer des indentations indésirables sur le produit fini. En outre, dans le cas de matériaux non rigides ou de matériaux qui refroidissent de manière irrégulière, la broche d'éjection peut fissurer le produit non fini, ce qui entraîne de multiples défauts esthétiques et des déformations physiques.

Position de la porte
Le portillon est l'endroit où le plastique entre dans le moule. Placez la porte à l'endroit où la pièce est la plus épaisse. Cela permettra à la pièce de ne pas s'enfoncer ou de ne pas avoir de trous. Cela permettra également au plastique de mieux s'écouler.
Placez le portillon à l'endroit où la pièce est la plus épaisse, de manière à ce qu'elle se remplisse entièrement. Ne placez pas le portillon à côté d'éléments tels que les goupilles et les noyaux.

Le portillon ne doit pas perturber l'aspect du coureur ou de la pièce. Le portillon doit être placé au bon endroit. Si elle n'est pas au bon endroit, la pièce ne se remplira pas correctement. La pièce se déformera, se rétractera et aura une mauvaise apparence.
Effectuer un contrôle répétable des processus
Le processus de fabrication comporte de nombreux éléments susceptibles d'affecter la pièce fabriquée, et le contrôle des processus est un moyen de s'assurer que tous ces éléments sont correctement réglés afin que la pièce soit produite comme elle est censée l'être.
Les capteurs de pression et de température intégrés à l'outil de moulage jouent souvent un rôle important dans le contrôle des processus, car ils vous indiquent ce qui se passe en temps réel, ce qui vous permet d'apporter rapidement des modifications si quelque chose de grave se produit.

Une fois que vous maîtrisez ces éléments et que vous pouvez les faire de la même manière à chaque fois, l'outil de moulage sera en mesure de produire des pièces de la bonne taille et qui ne changent pas beaucoup.
Les résines plastiques ont généralement un coefficient de dilatation thermique plus élevé, ce qui signifie qu'elles sont plus susceptibles de changer de dimensions lorsque la température varie.
Ainsi, les pièces dont les tolérances sont plus étroites doivent souvent être mesurées à la même température pour s'assurer qu'elles conservent la même taille et qu'elles fonctionnent correctement.

Quelles sont les tolérances réalisables pour le moulage par injection ?
Pour une norme réelle moulage par injection vous pouvez intégrer des tolérances de moulage par injection de plastique réalisables dans la conception du moule en plastique. Voici les tolérances les plus courantes pour les principaux plastiques utilisés dans le moulage par injection plastique :
Tolérances dimensionnelles +/- mm
La précision peut être un véritable fardeau. C'est pourquoi les concepteurs utilisent le symbole (+/-) pour indiquer l'étendue des mesures. Chaque matériau a une plage de tolérance différente à mesure que la taille augmente. Le tableau ci-dessus indique les tolérances dimensionnelles des principaux plastiques utilisés pour le moulage par injection.
Tolérances de rectitude et de planéité
Le gauchissement est dû au fait que le plastique se rétracte différemment dans le sens de l'écoulement et en travers de l'écoulement. Cela peut se produire parce que les différentes parties de la pièce ont des épaisseurs de paroi différentes, qui se rétractent différemment.

Vous pouvez minimiser le gauchissement en modifiant la conception du moule, en plaçant la porte à un meilleur endroit et en contrôlant mieux le processus. Mais vous devrez peut-être avoir une tolérance réaliste du côté du plastique, car il est difficile de se débarrasser du gauchissement 100%.
Tolérances d'ouverture +/- mm
Plus le trou est grand, plus vous devez vous en préoccuper. L'image ci-dessus vous montre combien vous devez vous préoccuper des différentes tailles de trous.
Tolérances de profondeur des trous borgnes +/- mm
Les trous borgnes sont des trous percés dans la pièce à l'aide d'un insert qui ne traverse pas entièrement la pièce.

Les trous borgnes sont fixés et maintenus à une extrémité, ce qui les rend plus susceptibles de se déformer sous l'effet de fortes forces d'écoulement de la matière fondue. Le tableau ci-dessus indique les différentes tolérances que vous pouvez utiliser.
Tolérance de concentricité/ovalité +/- mm
Il s'agit de déterminer l'épaisseur de la paroi (la différence entre les diamètres extérieur et intérieur). L'image ci-dessus montre les différentes tolérances et les différences de coût pour obtenir cette tolérance.
Conclusion
Il y a toujours des variations dans le processus de moulage par injection. Il faut donc prévoir une plage d'écarts admissibles pour que les pièces fonctionnent lorsqu'elles sont assemblées.
C'est pourquoi les tolérances de moulage par injection sont si importantes lorsque vous assemblez des produits comportant plusieurs pièces moulées par injection.
Lorsque vous contrôlez et optimisez les tolérances du moulage par injection, vous pouvez déterminer la plage d'écarts admissibles qui permettra à votre produit de fonctionner au mieux.
Les moyens les plus courants pour y parvenir concernent principalement le DfM, la sélection des matériaux et le contrôle des processus. Ce guide des tolérances pour le moulage par injection peut vous aider à simplifier les moyens les plus courants, ce qui sera vraiment utile pour votre projet. Si vous avez un projet de moulage par injection, n'hésitez pas à contacter Zetar Mold.
En résumé, l'optimisation des moulage par injection Il est important de respecter les tolérances pour pouvoir fabriquer votre produit de manière efficace et rentable.
Pour ce faire, vous devez déterminer les tolérances dont vous avez besoin, choisir les matériaux et les processus appropriés et ajuster la conception et les paramètres de votre moule.






