 Skip to content
Skip to content 

Introduction : Le moulage par injection est une méthode de fabrication assez intéressante. Elle existe depuis un certain temps et permet d'accélérer la fabrication. La vitesse et la facilité de production sont des éléments clés de la fabrication, en particulier de la production de masse, qui présente de nombreux avantages. Ces avantages comprennent des coûts de développement moins élevés, une plus grande précision des prévisions, une innovation plus rapide et une plus grande part de marché.
Qu'est-ce que le moulage par injection ?
Le moulage par injection est un procédé de fabrication qui consiste à faire couler un produit fondu dans un moule. On le laisse ensuite refroidir et durcir. Ensuite, vous le retirez du moule. Ce procédé peut être utilisé pour fabriquer un seul objet, mais il est généralement utilisé pour la production en grande série.
The stuff you squirt into the mold is usually plastic or rubber. Because it produces a lot of stuff really fast and it’s always good, injection molding is used all over the place to make electrical parts, car parts, cheap plastic stuff, furniture parts, and all kinds of other things.
Quels sont les principaux paramètres du moulage par injection ?
Le cycle de moulage par injection comporte un grand nombre d'éléments qu'il convient de vérifier pour produire de bonnes pièces en plastique. Voici quelques-uns de ces éléments :

Pression d'injection : Il s'agit de la force avec laquelle vous poussez le plastique dans le moule. Il est important de s'assurer que le moule se remplit correctement et que les pièces sortent bien.
Température du moule : Il s'agit de la température du moule lorsque vous fabriquez les pièces. Elle influe sur l'écoulement du plastique, sur le refroidissement des pièces et sur la qualité des pièces produites.
Pression de la buse : Il s'agit de la force avec laquelle vous poussez le plastique dans le moule à partir de la buse. Elle fait partie de la pression d'injection, mais il s'agit uniquement de la pression au niveau du moule.
Taux de récupération : La vitesse à laquelle le matériau rebondit après avoir été écrasé pendant le processus d'injection.
Taux de rétrécissement : Le degré de rétraction de la pièce moulée de l'état fondu à l'état solide.
Force de serrage : La force qui maintient les moitiés du moule ensemble pendant que le plastique est injecté et refroidi.

Vitesse de la vis : Vitesse de rotation de la vis à l'intérieur du cylindre de la machine de moulage par injection. La vitesse de la vis contrôle la vitesse à laquelle le plastique est poussé dans la cavité du moule et influe sur la durée du remplissage et du refroidissement.
Quelles sont les conditions du processus de moulage par injection ?
Contrôle de la température
Température du fût
Les températures qui doivent être contrôlées dans le processus de moulage par injection sont la température du cylindre, la température de la buse et la température du moule. Les deux premières températures affectent principalement la plastification et l'écoulement du plastique, tandis que la dernière température affecte principalement l'écoulement et le refroidissement du plastique. Chaque type de plastique a une température d'écoulement différente.
Les différentes sources ou marques d'un même type de plastique ont des températures d'écoulement et de décomposition différentes. Cela s'explique par le fait qu'ils ont des poids moléculaires moyens et des distributions de poids moléculaires différents. Le processus de plastification des plastiques dans les différents types de machines d'injection est également différent, de sorte que la température du tonneau est également différente.

Température de la buse
La température de la buse est généralement légèrement inférieure à la température maximale du tonneau. Cela permet d'éviter le "phénomène de bave" qui peut se produire dans la buse à passage direct. La température de la buse ne doit pas être trop basse, sous peine de provoquer une coagulation prématurée de la matière fondue et de bloquer la buse, ou d'affecter les performances du produit en raison de l'injection d'une coagulation prématurée dans la cavité du moule.
Température du moule
La température du moule est très importante pour les performances intrinsèques et la qualité apparente du produit. La température du moule est déterminée par la présence ou l'absence de cristallinité du plastique, la taille et la structure du produit, les exigences de performance et d'autres conditions du processus (température de la matière fondue, vitesse et pression d'injection, cycle de moulage, etc.)

Contrôle de la pression
La pression dans le processus de moulage par injection comprend la pression de plastification et la pression d'injection, qui affectent directement la plastification du plastique et la qualité du produit.
Pression de plastification
(Contre-pression) Lors de l'utilisation d'une machine d'injection à vis, la pression exercée sur la partie supérieure de la vis lorsque celle-ci tourne vers l'arrière est appelée pression de plastification, également connue sous le nom de contre-pression. L'importance de cette pression peut être réglée par la soupape de décharge du système hydraulique.
Lors de l'injection, la pression de plastification ne varie pas en fonction de la vitesse de la vis. Si vous augmentez la pression de plastification, vous augmenterez la température de la matière fondue, mais vous ralentirez la plastification. En outre, l'augmentation de la pression de plastification permet souvent d'uniformiser la température de la matière fondue, de mélanger uniformément le colorant et d'évacuer le gaz présent dans la matière fondue.

En général, il faut utiliser le moins de pression possible pour faire fondre le plastique et obtenir une bonne pièce. Le chiffre exact dépend du plastique, mais il est généralement inférieur à 20 kg/cm2.
Pression d'injection
Dans la plupart des machines d'injection actuelles, la pression d'injection est déterminée par la pression appliquée par le piston ou le haut de la vis sur le plastique (convertie à partir de la pression du circuit d'huile). L'objectif de la pression d'injection dans le moulage par injection est de surmonter la résistance à l'écoulement du plastique du cylindre vers la cavité, de contrôler le taux de remplissage de la matière fondue et de tasser la matière fondue.

Cycle de moulage
Le cycle de moulage est directement lié à la productivité du travail et à l'utilisation des équipements. Par conséquent, dans le processus de production, le temps nécessaire au cycle de moulage doit être réduit autant que possible tout en garantissant la qualité. Dans l'ensemble du cycle de moulage, le temps d'injection et le temps de refroidissement sont les plus importants et ont une influence décisive sur la qualité du produit.
L'autre moment du cycle de moulage est lié au fait que le processus de production est continu et automatisé, ainsi qu'au degré de continuité et d'automatisation.

Quels sont les matériaux couramment utilisés pour le moulage par injection ?
Le choix des matières plastiques n'est pas aléatoire, c'est une décision stratégique basée sur ce que l'on fabrique. Qu'il s'agisse de la transparence du polycarbonate pour les pièces optiques ou de la résistance à l'usure du nylon pour les pièces mécaniques, chaque matériau joue un rôle essentiel dans la réussite du processus de moulage par injection.

Polypropylène (PP)
Le PP, ou polypropylène, est un thermoplastique polyvalent utilisé dans le moulage par injection. Il est léger, résistant aux produits chimiques et peut supporter une grande usure. C'est pourquoi il est si populaire dans la fabrication d'emballages, de conteneurs et de pièces automobiles.

Acrylonitrile Butadiène Styrène (ABS)
L'ABS est connu pour sa solidité, sa résistance aux chocs et sa stabilité dimensionnelle. Ces propriétés, ainsi que sa capacité à être facilement moulé et coloré, font de l'ABS un choix de premier ordre pour la fabrication de biens de consommation, de pièces automobiles et de boîtiers électroniques.
Polyéthylène (PE)
Le polyéthylène (PE) est un plastique léger connu pour être flexible et bon marché. Il existe différents types de PEHD et de PEBD qui peuvent être utilisés dans un grand nombre d'industries différentes, de l'emballage et des conteneurs aux produits agricoles et aux jouets.

Polystyrène (PS)
Le polystyrène (PS) est transparent, dur et bon marché. Le PS est souvent utilisé dans les produits jetables tels que les emballages, les récipients alimentaires et les couverts jetables, et il est apprécié pour sa facilité de moulage et son faible coût.
Nylon (PA 6)
Le nylon, en particulier le nylon 6 ou PA 6, est connu pour sa solidité, sa robustesse et sa résistance à l'abrasion. Il convient parfaitement à la fabrication de pièces mécaniques et est très utilisé pour les engrenages, les roulements et d'autres pièces qui doivent être produites en grandes quantités, durer longtemps et être fabriquées avec une grande précision.

Polycarbonate (PC)
Le PC, ou polycarbonate, est connu pour être transparent, résistant et capable de supporter de fortes chaleurs. C'est pourquoi il est utilisé pour fabriquer des verres de lunettes, des pièces d'ordinateur et des objets transparents qui ne se cassent pas, dans de nombreux secteurs d'activité.
Polyoxyméthylène (POM)
Le POM, également connu sous le nom d'acétal ou de Delrin, est un plastique technique très résistant qui présente une grande stabilité dimensionnelle. Il est parfait pour la fabrication d'engrenages, de bagues et d'autres pièces de précision, car il présente un faible coefficient de frottement et d'usure et résiste bien aux produits chimiques.

Qu'est-ce que le matériel de moulage par injection ?
Quels sont les types de machines de moulage par injection ?
Il existe des types de machines de moulage par injection verticales, horizontales, à angle droit, rotatives et excentriques en fonction de leurs caractéristiques d'apparence. À l'heure actuelle, le type horizontal est le plus couramment utilisé. Selon la manière dont les plastiques techniques sont fondus et plastifiés dans le cylindre, deux types sont couramment utilisés : le type à piston et le type à vis.

La machine d'injection à piston s'est rarement développée ces dernières années en raison de ses inconvénients, tels qu'une faible capacité de plastification, une plastification inégale, une grande perte de pression d'injection et une faible vitesse d'injection. La machine d'injection à vis réciproque est la plus utilisée.
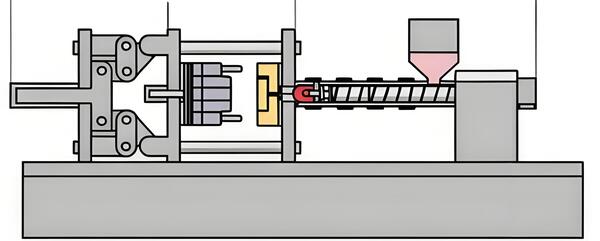
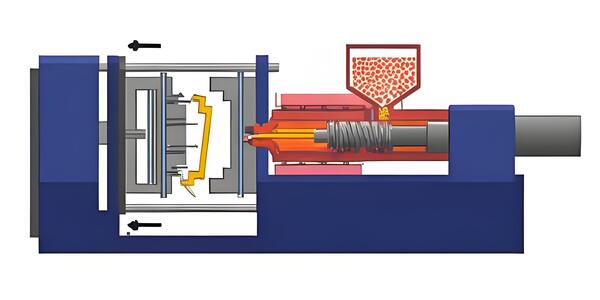
Quels sont les composants d'une machine de moulage par injection ?
Trémie : Il s'agit d'un conteneur situé au sommet de la machine de moulage par injection qui contient les matières premières (généralement des granulés de plastique ou de la résine). Il alimente la matière dans le cylindre de la machine de moulage.

Baril : Il s'agit d'un long tube à l'intérieur de la machine de moulage par injection où les matières premières sont fondues et mélangées. Il contient la vis et l'élément chauffant.
Vis : C'est l'élément qui fait des allers-retours à l'intérieur du tonneau. Il fait fondre et mélange les matières premières, puis les fait gicler dans le moule.

Chauffage : Ils sont utilisés pour chauffer le cylindre de la machine de moulage par injection, en maintenant la température nécessaire pour faire fondre les matières premières. Ils veillent à ce que la matière s'écoule correctement et que le moule soit adéquat.
Plateau : Il s'agit de l'une des deux plaques qui maintiennent les deux moitiés ensemble pendant le processus de moulage par injection. Elle peut se déplacer d'avant en arrière pour ouvrir et fermer le moule, ce qui permet de sortir la pièce et de changer de moule.
Buse : C'est l'endroit où le plastique fondu sort du tonneau et entre dans le moule. Il permet de s'assurer que le plastique entre dans le moule d'une manière agréable et régulière.

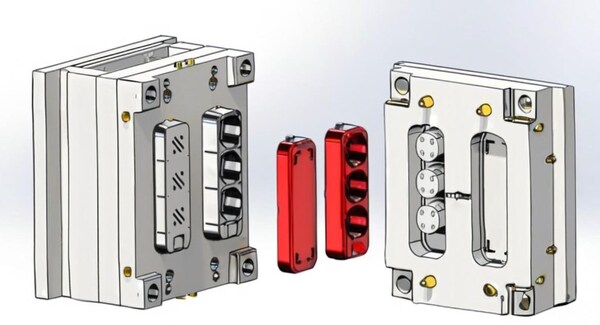
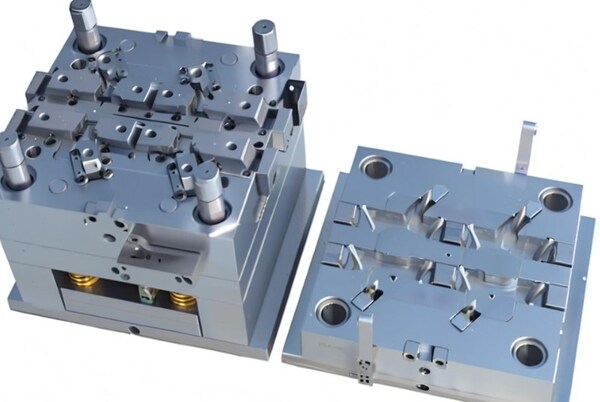
Moules d'injection plastique : Outil sophistiqué, généralement en acier ou en aluminium, qui donne la forme d'une pièce en plastique. Il se compose de deux moitiés (le noyau et la cavité) qui s'assemblent pour former un trou dans lequel le plastique fondu s'insère avant de durcir.
Cavité du moule : Il s'agit du trou ou de la bosse dans le moule où le plastique fondu est acheminé pour former la pièce finale. Il a la forme exacte de la pièce que vous voulez fabriquer.
Quels sont les types de moulage par injection ?
Surmoulage
Le surmoulage est un processus qui consiste à utiliser deux matériaux différents pour fabriquer une pièce. Vous moulez le premier matériau, puis vous moulez le second matériau sur le premier avant qu'il ne refroidisse. Cela crée un lien solide entre les deux matériaux. Vous pouvez utiliser cette technologie pour fabriquer des pièces qui ont un meilleur aspect et qui fonctionnent mieux, et vous n'avez pas besoin de faire de travail supplémentaire pour finir la pièce.
Moulage par insertion
Le moulage par insertion s'apparente au surmoulage. Dans cette technique de moulage par injection, vous placez un objet préformé dans le moule avant de verser la matière en fusion. L'idée est de placer le matériau préformé dans l'objet moulé. Le moulage par insertion permet notamment d'insérer des trous de vis métalliques dans des pièces en plastique.

Moulage par injection de métal
Cette méthode consiste à mélanger du métal finement pulvérisé avec de la cire, un liant en polypropylène ou d'autres polymères pour obtenir un mélange de matières premières. Il est ensuite injecté dans le moule et refroidi. Une fois qu'il a durci, vous enlevez une partie du masquage à l'aide de procédés catalytiques et de solvants.
Le moulage sous pression, également connu sous le nom de moulage sous haute pression, est le processus qui consiste à forcer le métal en fusion dans une cavité sous haute pression. Voici comment cela fonctionne :

Tout d'abord, vous préparez le moule, ce qui signifie que vous lubrifiez la cavité du moule pour que la pièce coulée sorte facilement et que vous contrôlez la température. Ensuite, on ferme le moule et on injecte le métal en fusion à une pression relativement élevée, comprise entre 1500 et 25400 psi. Les produits moulés sous pression sont fabriqués à partir de métaux non ferreux tels que le cuivre, le zinc, l'aluminium et le plomb.
Injection à paroi mince
This injection molding process is used to make plastic parts with very thin walls, such as food packaging, equipment parts, and laboratory instruments. The size of these parts is bigger than their thickness. This process of making thin walls is harder than other processes.

Moulage par micro-injection
Le moulage par micro-injection est un procédé de moulage utilisé pour produire de minuscules pièces en plastique pesant environ 1 à 0,1 gramme. Il permet de fabriquer des micro-pièces de différentes géométries complexes avec une précision et une exactitude maximales.
Moulage par injection assisté par gaz
Lorsque vous utilisez le moulage par injection pour fabriquer des pièces en plastique épaisses, il y a un risque que le plastique fondu déforme les pièces lorsqu'il refroidit. L'injection assistée par gaz permet d'éviter ce problème. Lorsque le plastique fondu durcit, du gaz pénètre dans le moule par un canal de gaz pour créer une surface lisse.

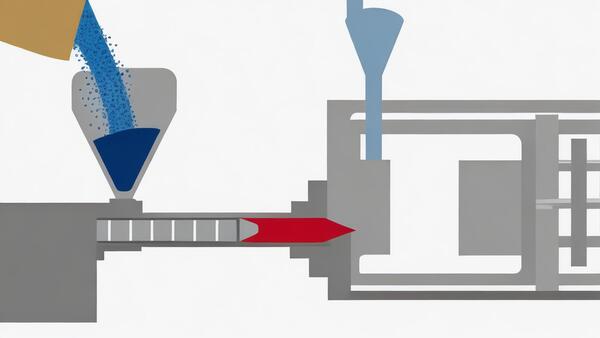
Comment fonctionne le moulage par injection ?
Vous avez besoin d'une machine de moulage par injection pour faire du moulage par injection. Le processus se déroule en plusieurs étapes :
Serrage
Tout d'abord, le moule est serré pour empêcher le plastique fondu de s'échapper en raison de la dilatation thermique. L'unité de fermeture applique une pression pour maintenir les deux moitiés du moule ensemble et créer un bon joint. Cette étape est importante, car elle prépare le terrain pour les étapes suivantes et assure la stabilité de l'ensemble pendant l'injection et le refroidissement du plastique.
Injection
La phase d'injection commence par l'injection de plastique fondu dans la cavité du moule sous haute pression. Le plastique fondu est un plastique qui a été fondu jusqu'à son point de fusion. Cette étape nécessite un contrôle précis de la vitesse d'injection, de la pression et de la température afin de s'assurer que le matériau remplit complètement et uniformément la cavité.
En général, une vis située à l'intérieur de la machine de moulage par injection pousse la matière fondue vers l'avant dans le moule dans des conditions contrôlées. Lorsque la pression d'injection est appliquée, le plastique fondu s'écoule à travers le système de canaux et dans la cavité du moule, où il prend la forme de la pièce souhaitée.
Holding
Une fois que le plastique chaud est injecté dans le moule, il y a une petite pause appelée phase de maintien. Pendant cette phase, le matériau reste dans le moule métallique, ce qui lui permet de se stabiliser et de se tasser uniformément. Il est important de donner au matériau suffisamment de temps pour s'étaler et remplir tous les coins et recoins de la pièce. Cette phase permet de minimiser les défauts tels que les poches d'air ou les vides et de s'assurer que la pièce est solide et uniforme.

Refroidissement
Après la phase de maintien, le moule passe à la phase de refroidissement, au cours de laquelle le plastique fondu à l'intérieur de la cavité du moule durcit. Le refroidissement peut s'effectuer de différentes manières, par exemple en faisant circuler un liquide de refroidissement dans les canaux du moule ou en laissant le moule se refroidir de lui-même dans l'air.

Le refroidissement est très important pour obtenir les propriétés souhaitées de la pièce, s'assurer qu'elle est de la bonne taille et l'empêcher de se déformer ou de s'abîmer. Nous contrôlons la vitesse de refroidissement de la pièce et veillons à ce qu'elle refroidisse de la même manière partout, afin qu'elle ne subisse pas de stress à l'intérieur et qu'elle refroidisse de la même manière dans tout le moule.
Ouverture
Une fois le plastique durci, le moule passe par une phase d'ouverture, au cours de laquelle les deux moitiés du moule se séparent pour laisser apparaître la nouvelle pièce.

L'ouverture du moule s'effectue généralement à l'aide d'un système hydraulique ou mécanique qui applique une force au mécanisme de serrage du moule, ce qui le libère et l'ouvre. La précision et la cohérence sont importantes à ce stade pour s'assurer que la pièce est éjectée en douceur, sans aucun dommage. Une ouverture correcte du moule permet également d'éviter toute déformation ou distorsion de la pièce lorsqu'elle sort de la cavité.
Ejection (retrait du produit)
Une fois le moule ouvert, la pièce finale en plastique est expulsée de la cavité du moule, ce qui constitue la dernière étape du processus de moulage par injection de plastique. La pièce expulsée peut être retirée à la main par un opérateur ou automatiquement à l'aide de broches ou de plaques d'éjection intégrées dans la conception du moule.

Lorsque vous retirez les pièces de la carotte, veillez à ne pas les endommager ou les déformer. Vous pouvez également couper le surplus de plastique, appelé "flash", pour améliorer l'aspect et l'ajustement de la pièce.
Quels sont les avantages du moulage par injection ?
Haute précision
Le moulage par injection est un procédé qui permet de fabriquer des pièces avec des tolérances très serrées et des dimensions constantes. Il permet aux fabricants de fabriquer des pièces aux formes complexes et aux détails compliqués avec une grande précision, de sorte que chaque pièce est exactement ce qu'elle est censée être. Le moulage par injection de caoutchouc peut améliorer l'efficacité de la production en optimisant les réglages de l'unité d'injection.

Détails complexes
L'une des caractéristiques du moulage par injection est qu'il permet de fabriquer des pièces très détaillées et complexes. Il peut s'agir de parois minces, de motifs compliqués, de contre-dépouilles, de filets et d'autres détails qu'il serait difficile, voire impossible, de réaliser avec d'autres méthodes de fabrication.
Il faut plus de temps pour démarrer
Le moulage par injection est généralement plus long à mettre en place et à démarrer que certaines méthodes de prototypage rapide, comme l'impression 3D. Il faut concevoir et construire des moules, faire des essais de moulage et régler les paramètres du processus avant de pouvoir commencer à fabriquer des pièces en volume. Le délai entre le concept et la pièce finie peut donc être plus long qu'avec des méthodes de prototypage plus rapides.

Durabilité
Les pièces moulées par injection sont résistantes. Elles sont faites pour être solides. Le processus garantit que le matériau est réparti uniformément, de sorte que les pièces sont solides et peuvent supporter des chocs. Elles ne s'usent pas facilement. Elles résistent aux chocs. Elles résistent aux intempéries. C'est pourquoi ils peuvent être utilisés pour toutes sortes de choses dans toutes sortes d'industries.
Automatisation
Le moulage par injection est très automatisé, ce qui le rend rapide et permet d'économiser de l'argent sur le personnel. Les machines de moulage par injection automatisées peuvent fonctionner en permanence avec très peu de personnel, de sorte que les pièces sont toujours de bonne qualité et que vous pouvez en produire beaucoup. Cela signifie également que vous pouvez fabriquer un grand nombre de pièces très rapidement, ce qui vous permet de les terminer à temps et d'en produire un grand nombre si nécessaire.
Quels sont les inconvénients du moulage par injection ?
Coûts initiaux élevés des moules
L'un des principaux inconvénients du moulage par injection est le coût élevé de la fabrication du moule. La conception et la fabrication d'un moule adapté à la forme d'une pièce spécifique peuvent s'avérer très onéreuses, en particulier pour les conceptions complexes ou fantaisistes. Ce coût initial peut être un obstacle pour les entreprises qui produisent de petites séries ou dont le budget est limité.
Limites de taille
Moulage par injection peuvent avoir des limites de taille, en particulier pour les pièces de grande taille. La taille de la machine de moulage par injection et la capacité des cavités peuvent limiter la taille maximale de la pièce qui peut être produite. La fabrication de pièces surdimensionnées peut nécessiter un équipement spécial ou des cavités de moulage multiples, ce qui augmente le coût et la complexité.

Limites de la conception
Le moulage par injection est très polyvalent et permet de réaliser toutes sortes de formes et de détails, mais il y a encore des choses auxquelles vous devez penser lorsque vous concevez votre pièce. Certaines formes, comme les angles vifs, les parois minces ou les trous profonds, peuvent compliquer le remplissage du moule, le refroidissement de la pièce ou son démoulage.

Lorsque vous concevez une pièce moulée par injection, vous devez tenir compte d'éléments tels que les angles de dépouille, l'épaisseur des parois et d'autres règles de conception pour vous assurer que votre pièce peut être fabriquée et qu'elle sera de bonne qualité. Il peut arriver que vous ayez besoin d'éléments supplémentaires dans le moule ou d'étapes supplémentaires pour fabriquer votre pièce si elle présente des contre-dépouilles ou des formes bizarres à l'intérieur, ce qui peut la rendre plus coûteuse et plus difficile à fabriquer.
Quels sont les défauts les plus courants dans le moulage par injection ?
Les pages de guerre
Le gauchissement dans le moulage par injection se produit lorsque votre pièce est pliée ou tordue. Ce phénomène est dû au fait que le plastique se rétracte de manière irrégulière lorsqu'il refroidit. Cela peut être dû à un refroidissement inégal dans le moule, qui exerce une contrainte sur la pièce.

Pour éviter les déformations, veillez à ce que les parois de votre moule aient la même épaisseur sur tout le pourtour et laissez à votre pièce le temps de refroidir lentement. Les matériaux à structure semi-cristalline sont particulièrement susceptibles de se déformer.
Décollement de la surface
On parle de délamination de surface lorsque la surface d'une pièce se sépare en fines couches, à l'instar d'un revêtement pelable. Ce problème est dû à la présence de contaminants dans le matériau ou à l'utilisation d'une trop grande quantité d'agents de démoulage.
Le décollement peut altérer l'aspect et la résistance de votre matériau. Vous pouvez l'empêcher en modifiant la température du moule, en utilisant moins de démoulant et en vous assurant que le plastique est sec avant de le mouler.
Marques d'évier
Les marques d'affaissement sont ces petites bosses ou dépressions que l'on voit parfois à la surface d'une pièce moulée. Elles sont dues à un refroidissement inégal ou au fait que le matériau ne remplit pas complètement le moule. Dans cet article, nous expliquerons ce que sont les marques d'enfoncement, ce qui les provoque et comment les réparer pour obtenir une surface lisse et parfaite.

Tisser ou souder des lignes
Les lignes de soudure sont des lignes où deux flux de résine en fusion se rencontrent au cours de leur parcours dans le moule. Ces lignes se forment généralement autour des trous d'une forme géométrique. Lorsque le plastique s'écoule autour du trou, l'intersection des deux flux forme une ligne visible.
Les lignes de soudure sont mauvaises. Elles rendent votre pièce faible et cassable. Vous pouvez obtenir des lignes de soudure si votre résine est trop froide, si vous injectez trop lentement ou si vous n'exercez pas une pression suffisante. Vous pouvez corriger les lignes de soudure en modifiant votre moule. Vous pouvez éliminer les éléments qui créent les lignes de soudure.
Quelles sont les principales utilisations des pièces moulées par injection ?
Industrie automobile
Les pièces en plastique rendent la carrosserie et les différentes parties du véhicule plus aérodynamiques. Compte tenu de l'évolution des besoins de cette industrie, le moulage par injection pour les applications automobiles est la voie à suivre pour les fabricants.

Industrie de l'emballage
L'industrie de l'emballage utilise des composants efficaces pour développer des emballages créatifs qui plaisent aux clients. Outre leur aspect et leur esthétique attrayants, les produits doivent également respecter des règles strictes en matière de sécurité et d'hygiène. Moulage par injection peut améliorer la qualité globale du produit sans causer de problèmes majeurs.
Industrie médicale
Les composants médicaux utilisent souvent des pièces en plastique sur mesure qui présentent d'excellentes propriétés mécaniques et des tolérances serrées. L'industrie médicale est à la pointe de la précision et de la durabilité. La fabrication de pièces médicales en plastique est très réglementée. Les pièces médicales ont également besoin de composés et de propriétés structurelles appropriés pour être durables et résister à des températures plus élevées.

Industrie des biens de consommation
L'industrie de l'ameublement fait largement appel à la technologie du moulage plastique. Le principal avantage de cette méthode pour les biens de consommation est qu'elle permet d'obtenir la finition et l'esthétique souhaitées.
Résumé
Le moulage par injection est un excellent moyen de fabriquer de nombreuses pièces en plastique en une seule fois. Il est rapide et permet de fabriquer de nombreuses pièces en même temps. Il permet également de fabriquer des pièces identiques à chaque fois. Mais la fabrication du moule est coûteuse et il faut beaucoup de temps pour démarrer.

Parfois, les pièces ne sont pas belles parce qu'elles sont pliées ou trouées. Le moulage par injection est utilisé pour fabriquer de nombreuses choses, comme des pièces de voiture, des emballages et des produits médicaux. C'est une méthode de fabrication très importante.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.






