 Skip to content
Skip to content 

Introduction : Le moulage par injection est un processus de fabrication qui porte de nombreux noms, en fonction du matériau utilisé. L'un de ces matériaux est l'ABS, et cet article est consacré au moulage du plastique ABS.

Qu'est-ce que l'ABS pour le moulage par injection ?
ABS signifie Acrylonitrile Butadiène Styrène. Il s'agit d'un plastique composé de trois monomères, chacun d'entre eux apportant ses propres propriétés au plastique polymère, ce qui lui confère un large éventail de performances.

L'ABS présente de nombreux avantages. Il présente une résistance chimique, une dureté et une résistance à la chaleur. Il tire sa résistance aux chocs et sa robustesse du butadiène, et sa solidité et sa brillance du styrène. Et c'est l'un des plastiques les moins chers. En outre, c'est l'un des plastiques les plus faciles à utiliser pour la fabrication d'emballages. moulage par injection parce qu'il est facile à traiter.
Pourquoi choisir l'ABS comme matériau de moulage par injection ?
L'ABS est un plastique solide et résistant, mais il ne supporte pas très bien les rayons UV. Il ne peut donc pas être utilisé à l'extérieur. Mais les fabricants de pièces détachées ont trouvé le moyen de modifier l'ABS en y ajoutant des éléments. Ils y ajoutent des fibres d'acrylique, de verre et d'acier inoxydable pour qu'il puisse être utilisé à l'extérieur. Ces éléments modifient le fonctionnement de l'ABS, ce qui permet de l'utiliser pour de nombreuses choses.

Ces propriétés et le potentiel de manipulation font de l'ABS le polymère le plus utilisé dans le processus de moulage par injection. Vous voulez savoir comment ce plastique est utilisé pour créer une variété de produits finis ? Lisez la suite.
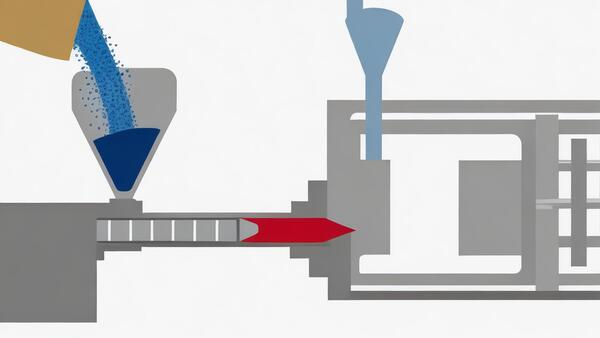
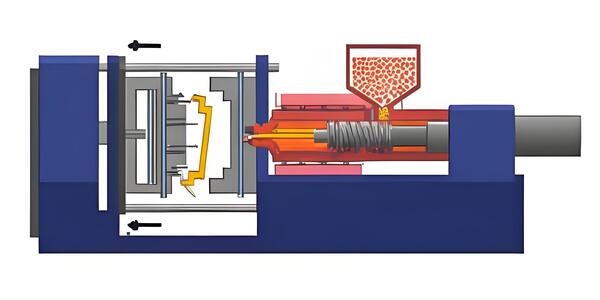
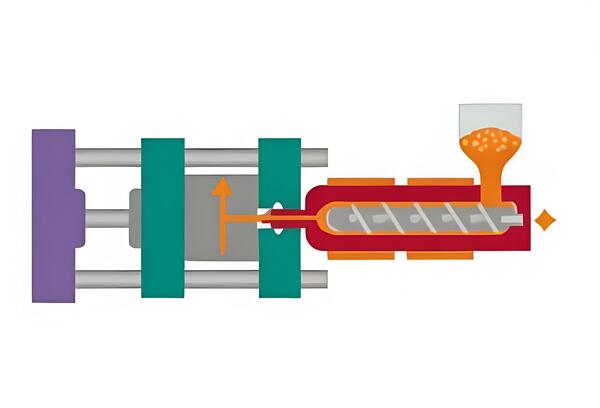
Comment se déroule le processus de moulage par injection de l'ABS ?
Prétraitement des matériaux
Avant d'utiliser le plastique ABS pour la production, vous devez le sécher correctement. La température de séchage à utiliser est de 80 à 85°C pendant 2 à 4 heures. Une autre façon de le sécher est d'utiliser une trémie de séchage à une température de 80°C. Mais cela ne peut durer que 1 à 2 heures. Mais cela ne peut durer que 1 à 2 heures.

Étalonnage de la machine de moulage par injection
Une fois le matériau prêt, l'étape suivante consiste à régler la machine de moulage par injection d'ABS. Il s'agit de régler des paramètres tels que le taux de compression, la force de fermeture et la pression d'injection. Les valeurs typiques de ces paramètres sont les suivantes : taux de compression supérieur à 2, force de fermeture comprise entre 4700 et 62000t/m², pression d'injection supérieure à 1500 bars.

Conception de moules et de portes
Le moule est très important pour le moulage des produits ABS. La conception du moule et de la porte est donc très importante pour l'ensemble du processus de moulage par injection. En règle générale, l'épaisseur des moules en ABS est comprise entre 0,025 et 0,05 mm, tandis que la longueur de la porte est inférieure à 1 mm.

En outre, le diamètre du canal dans lequel s'écoule l'ABS fondu est fixé à 3 mm, tandis que la largeur des trous d'aération est de 4 à 6 mm. Enfin, la température du moule est toujours maintenue entre 60 et 65°C.
Température d'injection
La température utilisée pour injecter le plastique ABS dans un moule dépend du type d'ABS utilisé. Voici quelques types courants de plastique ABS et les températures à utiliser pour les mouler :
Qualité ignifuge : 200 - 240°C, la meilleure température étant 220°C - 230°C ;
Qualité de la galvanoplastie : 250 - 275°C, la meilleure température étant 270°C ;
Qualité renforcée par des fibres de verre : 230°C - 270°C ;
Qualité à fort impact : 220°C - 260°C, la meilleure température étant 250°C ;
Résistance à la chaleur : 240°C - 280°C, la meilleure température étant 265°C - 270°C.
Vitesse du moulage par injection
La vitesse de moulage par injection dépend de la qualité du plastique ABS et des exigences du produit fini. Par exemple, le plastique ABS ignifuge ne peut être moulé qu'à des vitesses d'injection plus lentes. En outre, les produits qui nécessitent un traitement de surface précis peuvent exiger un moulage par injection à grande vitesse.
Temps d'attente
Le temps de séjour est le temps nécessaire pour que le plastique passe du cylindre de la machine de moulage par injection au moule. Pour l'ABS, le temps de séjour est généralement de 5 à 6 minutes à des températures inférieures à 265°C. Toutefois, pour les qualités d'ABS ignifuges, le temps de séjour est plus court et la température est plus basse.
Contre-pression
Pour éviter l'usure, il est recommandé de maintenir la contre-pression aussi basse que possible pendant le moulage par injection de l'ABS. Les pressions acceptables sont généralement de l'ordre de 5 bars.

Nettoyage
Certaines qualités d'ABS ont tendance à coller à la vis du moule après l'éjection de la pièce. Par conséquent, la meilleure façon de le nettoyer est d'attendre que les résidus se détachent et de nettoyer ensuite soigneusement le compartiment de la machine de moulage par injection avec du polystyrène.
Quels sont les avantages du moulage par injection de l'ABS ?
Le moulage par injection d'ABS est l'une des méthodes de moulage de plastique les plus populaires qui soient. Et il y a une bonne raison à cela. Le moulage par injection d'ABS présente de nombreux avantages. En voici quelques-uns

Moulage par injection à haute température
L'ABS est un plastique facile à travailler, ce qui permet de fabriquer des pièces complexes. C'est un plastique dur, ce qui permet de fabriquer des pièces qui fonctionnent bien, même dans des conditions difficiles.
Haute résistance à la traction
Les pièces moulées en ABS ont une résistance élevée à la traction, ce qui les rend adaptées aux applications qui doivent supporter de lourdes charges. Ce plastique peut résister à des chocs mécaniques importants, ce qui en fait une option abordable pour les applications à forte élasticité.

Recyclabilité
L'ABS est un matériau idéal pour le recyclage car il peut être décomposé et mélangé à de l'ABS neuf pour fabriquer de nouvelles pièces.
Efficacité énergétique
Les machines de moulage du plastique ABS sont excellentes pour traiter ce thermoplastique. Elles sont puissantes et robustes, et peuvent donc travailler à l'infini. Les systèmes à haut rendement énergétique peuvent également vous aider à économiser de l'énergie et du temps.

Applications polyvalentes
Le moulage du plastique ABS garantit également des applications polyvalentes. Le procédé convient à une large gamme de résines ABS de différentes tailles, avec d'excellentes capacités d'intégration. Cette flexibilité permet de produire des composants pour un large éventail d'industries.

Reproductibilité précise
Le moulage par injection d'ABS est un procédé qui permet de fabriquer des pièces complexes pour des applications complexes. Il est généralement limité à d'autres procédés de moulage par injection.

La possibilité d'utiliser des technologies complémentaires et un moulage par injection contrôlé garantit que les formes sont réalisées de la même manière à chaque fois et que les pièces moulées sont de haute qualité. De plus, ce matériau conserve ses caractéristiques et ses performances même en cas de fortes chaleurs ou de grands froids.
Quels sont les inconvénients du moulage par injection de l'ABS ?
L'ABS, comme toute autre chose, a ses inconvénients. Voici quelques-uns de ces inconvénients
Faible résistance à la fatigue
Bien que les pièces en ABS soient généralement solides, elles ne peuvent pas supporter de lourdes charges pendant longtemps car elles ne résistent pas bien à la fatigue. Les pièces en plastique ABS peuvent s'abîmer si elles sont toujours soumises à de fortes contraintes.
Faible résistance aux UV
L'un des principaux inconvénients du plastique ABS est qu'il ne résiste pas bien à la lumière du soleil. Il se décompose assez facilement lorsqu'il est exposé à la lumière du soleil. Mais lorsqu'on fabrique des pièces en plastique ABS, on y ajoute des additifs qui lui permettent de mieux résister à la lumière du soleil.

Évolution de la fumée élevée
Bien que ce produit ne soit pas toxique pour les personnes, il produit de la fumée lorsque nous le fabriquons. Cette fumée n'est pas bonne pour les personnes qui font fonctionner les machines et les réparent.

Brûlage des matériaux
Si vous ne faites pas attention, vous pouvez brûler le matériau lorsque vous moulez de l'ABS par injection. En effet, les gaz piégés peuvent augmenter la pression et provoquer une inflammation. Vous finirez par brûler le matériau.

Coût élevé des moules
Nous savons qu'en tant que processus automatisé, le coût des pièces fabriquées par moulage par injection d'ABS est faible. Cependant, tout comme le coût de l'investissement initial, le coût du moule est également élevé, ce qui est considéré comme un inconvénient majeur.

Quels sont les facteurs à prendre en compte dans le processus de moulage par injection de l'ABS ?
Lorsque vous essayez de démarrer un lot de moulage par injection d'ABS, certains éléments doivent être mis en place. Ces éléments sont essentiels pour pouvoir mouler des pièces avec succès.
Humidité du matériau avant le moulage
Le plastique ABS présente une certaine hygroscopicité (il absorbe l'humidité de l'air) et absorbe également l'humidité de l'environnement. Cependant, toute humidité dans le plastique ABS moulé peut entraîner des défauts dans la structure du plastique. Veillez donc à ce que le plastique ABS que vous utilisez soit correctement séché.

Si votre matériau contient du plastique ABS, il absorbera l'humidité. Vous devez donc vous assurer que votre matériau est sec avant de le transformer. Si vous ne le séchez pas, vous aurez des problèmes. Les principaux problèmes sont que l'exploitation de l'installation coûtera plus cher et prendra plus de temps. De plus, si vous ne le séchez pas, vos pièces moulées seront troubles.

La résine ABS résistante à la chaleur absorbe l'humidité de l'atmosphère pendant le stockage et le transport. La plage d'absorption de l'humidité est comprise entre 0,2% et 0,4%.

Toutefois, avant de procéder au moulage du plastique ABS, la teneur en humidité doit être considérablement réduite à 0,05% ou moins. Cela permettra d'éviter les défauts de moulage par injection au cours du processus. La température de séchage est de 80-95℃ et le temps de séchage est de XNUMX-XNUMX heures.
Contrôle de la température
Le contrôle de la température est très important lors du moulage par injection d'ABS, car si vous surchauffez le plastique, il peut se dégrader. Cette dégradation se produit lorsque les liaisons chimiques du plastique se rompent, ce qui peut entraîner l'apparition de taches brunes sur la pièce finie.

Il est très important d'utiliser une machine de moulage par injection avec un bon contrôle de la température. Par exemple, lors de la production de pièces en ABS très brillantes, la température utilisée dans la production est plus élevée que la normale. Mais il est important de noter que plus la température utilisée dans la machine est élevée, plus la production de pièces en ABS est importante. processus de moulage par injectionplus le temps d'exposition doit être court.
Conception de pièces et de moules
La conception de la pièce avant le moulage par injection peut déterminer si la pièce peut être fabriquée. Voici quelques principes généraux pour la conception de pièces en ABS :

L'épaisseur de la paroi de la pièce doit être la même sur tout le pourtour. Si ce n'est pas le cas, elle doit se situer à 25% près de l'épaisseur moyenne. Ceci est important car si l'épaisseur de la paroi n'est pas la même sur tout le pourtour, cela peut provoquer des tensions dans la pièce.
L'épaisseur de la paroi doit également déterminer la taille du rayon. Le rapport entre le rayon et l'épaisseur de la paroi ne doit pas être inférieur à 0,3. La règle d'or est que plus le rayon est grand, moins il y a de contraintes. Toutefois, le rayon doit être maintenu dans une fourchette raisonnable, car un rayon trop grand laissera une bosse dans la pièce.

L'épaisseur du moule doit être comprise entre 0,025 et 0,05 mm. La longueur de la porte doit être d'environ 1 mm, le diamètre de la coulisse doit être d'environ 3 mm et la largeur de l'évent doit être comprise entre 4 et 6 mm.
Enfin, le processus de refroidissement du moule d'injection doit être conçu de la meilleure façon possible pour éviter les problèmes de rétrécissement.

Pression d'injection
Contrairement à d'autres matériaux utilisés dans le moulage par injection, le plastique ABS a une viscosité élevée, ce qui signifie que vous devez utiliser une pression d'injection élevée. Cela ne convient pas aux produits simples, petits ou épais. Mais si vous augmentez trop la pression d'injection, les pièces moulées se colleront les unes aux autres en raison de l'augmentation de la friction.

En outre, la séparation des pièces moulées augmente les coûts de production. D'autre part, une faible pression peut entraîner une augmentation du rétrécissement du moule, ce qui se traduit par des pièces de qualité médiocre et inacceptables.
Vitesse d'injection
La vitesse d'injection est également importante pour s'assurer d'obtenir une bonne pièce. Si vous allez trop vite, vous risquez de brûler ou de dégrader thermiquement la matière plastique. Vous pouvez également obtenir une mauvaise brillance, des lignes de soudure et une décoloration si vous allez trop vite.
Mais si la vitesse est trop lente, le moule ne se remplira pas suffisamment. Il faut donc équilibrer l'élan pour traiter le matériau correctement. En outre, il faut injecter moins de plastique ABS pour garantir sa stabilité dimensionnelle par rapport aux autres plastiques. Il faut donc moins de matériau pour le traiter sans modifier la technologie.
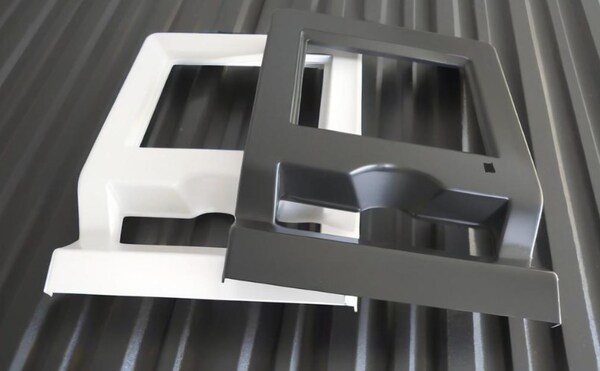
Quelles sont les applications du moulage par injection de l'ABS ?
Le plastique ABS est utilisé dans de nombreuses industries. Il est facile à mouler, peu coûteux à fabriquer et peut résister aux chocs. C'est pourquoi les fabricants l'adorent. Voici quelques exemples d'industries qui utilisent des pièces en plastique ABS :

Construction Biz : Le plastique ABS est utilisé par les fabricants pour fabriquer des tuyaux et des raccords pour les bâtiments parce qu'il peut supporter des chocs et résister aux produits chimiques.
Car Biz : Le plastique ABS est un matériau populaire pour la fabrication de pièces automobiles légères. Parmi les pièces automobiles en ABS, on peut citer les ceintures de sécurité, les arrêts de porte, les moulures de pilier, les pièces de tableau de bord, etc.

Industrie de la consommation : Le plastique ABS est utilisé dans de nombreux appareils ménagers tels que les robots ménagers, les aspirateurs, les revêtements de réfrigérateur, etc.
Applications commerciales : Cette technologie est utilisée dans les industries commerciales, en particulier dans les produits ménagers. Ces produits comprennent les revêtements de réfrigérateurs, les aspirateurs, les panneaux de commande et les robots ménagers.
Industrie électrique : L'ABS est utilisé dans l'industrie électrique pour les boîtiers électroniques et les claviers d'ordinateurs.

Quels sont les coûts du processus de moulage par injection de l'ABS ?
Si vous souhaitez fabriquer des pièces à l'aide du processus de moulage par injection, il est préférable de comprendre le coût de l'ensemble du processus avant de lancer la production. Pour estimer les coûts impliqués, vous devez prendre en compte différents facteurs de coût.
Coût de l'équipement
Si vous achetez du matériel, vous devrez débourser beaucoup d'argent. Non seulement vous devrez acheter l'équipement, mais vous devrez aussi l'entretenir, ce qui vous coûtera beaucoup d'argent. La solution la plus rentable consiste donc à externaliser la production.

Coût des moisissures
Cela augmente le coût du moulage par injection de l'ABS. Il existe deux méthodes principales pour fabriquer des moules d'injection : l'usinage CNC et l'impression 3D. Parmi ces méthodes, le coût des moules imprimés en 3D pour les petits lots est faible. Pour la production à grande échelle ou les moules complexes en acier, le coût est élevé.

Coût du service
Les coûts comprennent le salaire de la personne qui effectue le travail ainsi que l'installation et l'entretien de la machine. Les paramètres pris en compte sont les suivants
Coût de la surveillance : Il s'agit du coût de l'opérateur de la machine.
Coût d'installation : Le temps nécessaire à l'installation du moule et à la fabrication de la pièce finie.
Coût de la réparation : Les coûts de réparation comprennent la réparation des pièces défectueuses, ainsi que les outils nécessaires à l'entretien de l'équipement.
Bien qu'il n'y ait pas de prix fixe pour le moulage en ABS, la règle générale est que plus vous fabriquez de pièces, moins le prix par pièce est élevé.

Conclusion
L'ABS est l'un des plastiques les plus couramment utilisés pour la fabrication d'objets en plastique. moulage par injection. Il est précieux parce que c'est un thermoplastique résistant à la chaleur et un matériau durable, ce qui explique qu'il soit utile dans de nombreux domaines de la vie. Le moulage par injection d'ABS peut sembler facile à mettre en œuvre.
Cependant, les détails techniques impliqués ne sont compris que par les experts. Dans les techniques de moulage par injection d'ABS, la précision de la conception de la cavité du moule influe directement sur la qualité et les performances du produit fini. C'est pourquoi il est important de confier le moulage par injection d'ABS à une entreprise qui comprend vraiment ce processus de fabrication.

Chez Zetar Mold, nous disposons d'une technologie de fabrication avancée et de ressources pour vous fournir des processus professionnels de moulage par injection de plastique, y compris le moulage par injection de plastique, l'outillage rapide et le moulage par injection, etc. Si vous avez besoin de services de moulage par injection de plastique, n'hésitez pas à contacter Zetar Mold.







