 Skip to content
Skip to content 

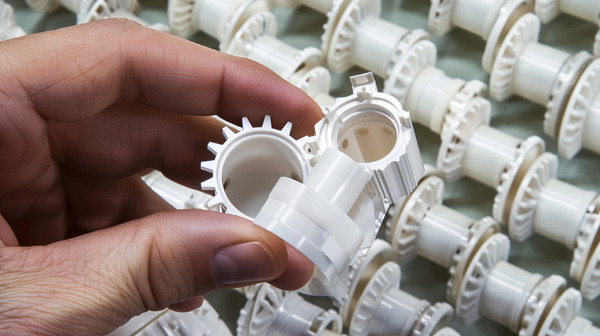
Les équipements modernes de moulage par injection à haute vitesse peuvent produire de manière constante des pièces en plastique moulées avec précision. Le processus est excellent pour fabriquer des composants de même qualité, avec des tolérances serrées et une stabilité dimensionnelle. Pour les applications nécessitant une grande précision, comme les engrenages et les connecteurs, le moulage par injection plastique est souvent la meilleure solution. Vous pouvez obtenir des tolérances allant jusqu'à +/-0,0002". moule d'injectioning is a manufacturing process that is used in a lot of different industries. If you want to know what injection molding is, then you’re in the right place.

In this article, we’re going to talk about the conditions for injection molding, the steps in the injection molding process, the pros and cons of injection molding. And we’re going to talk about what injection molding is used for.
Qu'est-ce que le moulage par injection ?
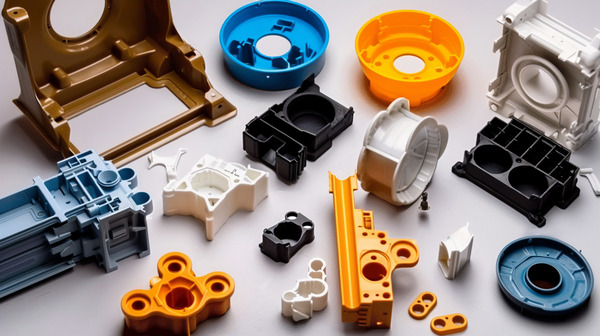
Le moulage par injection est un moyen de fabriquer des produits. La matière fondue est injectée dans un moule, puis refroidit et prend la forme du moule. Il faut ensuite le démouler. Le moulage par injection peut être utilisé pour fabriquer une seule chose, mais en général, il sert à fabriquer plusieurs exemplaires de la même chose. Le matériau utilisé pour le moulage par injection est généralement du plastique ou du caoutchouc.

Le moulage par injection est utilisé dans de nombreuses industries pour fabriquer des composants électriques, des pièces automobiles, des plastiques grand public, des pièces de mobilier, etc. Il est populaire parce qu'il est rapide et qu'il permet de fabriquer de bons produits.
Quels sont les paramètres du processus de moulage par injection ?
Pression d'injection
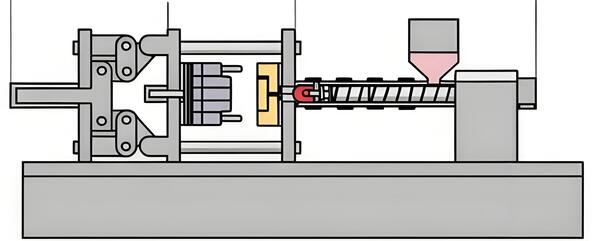
Le système hydraulique du système de moulage par injection fournit la pression d'injection. La pression du cylindre hydraulique est transmise à la matière plastique fondue par l'intermédiaire de la vis des machines de moulage par injection électrique.

Sous pression, la matière plastique fondue pénètre dans le canal d'écoulement vertical (également le canal d'écoulement principal pour certains moules), le canal d'écoulement principal, le canal d'écoulement secondaire du moule à travers la buse de la machine de moulage par injection, et entre dans la cavité du moule à travers la porte.
Ce processus est le processus de moulage par injection ou le processus de remplissage. La pression existe pour surmonter la résistance dans le processus d'écoulement de la matière fondue ou, inversement, la résistance dans le processus d'écoulement doit être compensée par la pression de la machine de moulage par injection pour assurer le bon déroulement du processus de remplissage.

Lors du moulage par injection, la pression à la buse de la machine de moulage par injection est la plus élevée car il faut vaincre la résistance à l'écoulement de la matière fondue tout au long du processus.
Ensuite, la pression diminue progressivement le long de l'écoulement jusqu'à l'extrémité avant du front de l'onde de fusion. Si l'échappement à l'intérieur de la cavité du moule est bon, la pression finale à l'extrémité avant de la masse fondue est la pression atmosphérique.

De nombreux facteurs influent sur la pression de remplissage à l'état fondu. Ils peuvent être résumés en trois catégories : les facteurs matériels, les facteurs structurels et les éléments du processus de moulage. Les facteurs matériels comprennent le type et la viscosité du plastique.
Les facteurs structurels comprennent le type, le nombre et la position du système d'obturation, la forme de la cavité du moule et l'épaisseur du produit. Les éléments du processus de moulage comprennent la vitesse d'injection, la pression d'injection et la pression de maintien.

Temps d'injection
Par temps d'injection, on entend le temps nécessaire pour que le plastique remplisse le moule, sans compter le temps nécessaire à l'ouverture et à la fermeture du moule. Bien que le temps d'injection soit très court et ait peu d'effet sur le cycle de moulage, le réglage du temps d'injection a un effet important sur le contrôle de la pression de la porte, du canal et de la cavité du moule.
Un temps d'injection raisonnable permet au plastique de bien remplir le moule, ce qui est très important pour améliorer la qualité de la surface du produit et réduire la tolérance de taille.

Le temps d'injection doit être beaucoup plus court que le temps de refroidissement, environ 1/10 à 1/15 du temps de refroidissement. Cette règle peut être utilisée comme base pour prédire le temps total de moulage des pièces en plastique.
Lors de l'analyse de l'écoulement du moule, le temps d'injection dans le résultat de l'analyse est égal au temps d'injection défini dans les conditions du processus uniquement lorsque la matière fondue est complètement poussée par la vis pour remplir la cavité.

Si l'interrupteur de maintien de la pression de la vis se produit avant que la cavité ne soit remplie, le résultat de l'analyse sera supérieur au réglage des conditions du processus.
Température d'injection
La température d'injection est un facteur important qui influe sur la pression d'injection. Le corps de la machine de moulage par injection comporte 5 à 6 sections de chauffage, et chaque matière première a sa propre température de traitement (pour les températures de traitement détaillées, veuillez vous référer aux données fournies par le fournisseur de la matière). La température de moulage par injection doit être contrôlée dans une certaine fourchette.
Si la température est trop basse, la matière en fusion ne sera pas bien plastifiée, ce qui affectera la qualité des pièces moulées et augmentera la difficulté du processus ; si la température est trop élevée, les matières premières se décomposeront facilement.
Dans le processus réel de moulage par injection, la température du moulage par injection est souvent plus élevée que la température du tonneau. La valeur la plus élevée est liée à la vitesse de moulage par injection et à la performance du matériau, et peut atteindre 30°C.

Cela est dû à la forte chaleur générée par le cisaillement de la matière en fusion lorsqu'elle passe par l'orifice d'injection. Il existe deux façons de compenser cette différence lors de l'analyse de l'écoulement du moule. La première consiste à essayer de mesurer la température du matériau fondu lors de l'injection dans l'air, et la seconde à inclure la buse dans la modélisation.
Pression et durée de maintien
Lorsque le processus de moulage par injection est sur le point de s'achever, la vis cesse de tourner et avance seulement. À ce moment-là, le moulage par injection entre dans la phase de pression de maintien. Pendant le processus de maintien de la pression, la buse de la machine de moulage par injection ajoute continuellement du matériau dans la cavité pour remplir le volume libéré par le retrait de la pièce.

Si la cavité est remplie et que la pression n'est pas maintenue, la pièce se rétracte d'environ 25%. En particulier, les nervures se rétracteront trop et des marques de rétraction se formeront. La pression de maintien est généralement d'environ 85% de la pression de remplissage maximale. Elle doit être déterminée en fonction de la situation réelle.
Contre-pression
La contre-pression est la pression que la vis doit surmonter lorsqu'elle s'inverse et se rétracte pour stocker le matériau. Une contre-pression élevée est favorable à la dispersion des couleurs et à la fusion du plastique,

But it also prolongs the screw retraction time, reduces the length of plastic fibers, and increases the pressure of the injection molding machine. Therefore, the back pressure should be lower, generally not exceeding 20% of the injection pressure.
Lors de l'injection de mousse plastique, la contre-pression doit être supérieure à la pression formée par le gaz, sinon la vis sera poussée hors du cylindre. Certaines machines de moulage par injection peuvent programmer la contre-pression pour compenser la réduction de la longueur de la vis pendant la fusion, ce qui réduit la chaleur d'entrée et la température.

Cependant, comme le résultat de ce changement est difficile à estimer, il n'est pas aisé de procéder aux ajustements correspondants sur la machine.
Quelles sont les conditions du processus de moulage par injection ?
Les conditions les plus importantes du processus de moulage par injection sont la température, la pression et le temps d'action correspondant qui affectent la plastification, l'écoulement et le refroidissement.
Conditions de température
Pour réaliser un moulage par injection, il faut chauffer les granulés de plastique jusqu'à ce qu'ils fondent. La machine de moulage par injection règle le baril de chauffage, le baril et le dispositif de chauffage du moule pour assurer les conditions de chauffage. Les températures de chauffage varient selon les matières plastiques. En général, il faut procéder à un essai de débogage du moule avant la production pour trouver les bonnes conditions de température.

Conditions de pression
Le moulage par injection nécessite l'application d'une certaine pression dans le moule afin que le plastique puisse remplir entièrement la cavité du moule et maintenir un certain temps de pression pour éviter les défauts tels que les trous de rétraction et les bulles. La pression doit être raisonnablement fixée en fonction de la plage de pression de la machine de moulage par injection et de la forme et de la taille du produit.
Conditions de vitesse d'injection
La vitesse d'injection est la vitesse à laquelle le plastique pénètre dans le moule. Si la vitesse d'injection est trop rapide, elle entraînera des défauts tels que des bulles, des marques d'écoulement et une mauvaise soudure. Si la vitesse d'injection est trop lente, la surface du produit sera rugueuse et le cycle de moulage par injection sera raccourci. Par conséquent, la vitesse d'injection doit être ajustée pendant l'essai du moule.

Conditions de temps de refroidissement
Le temps de refroidissement est le temps nécessaire pour que les produits plastiques formés dans le moule refroidissent dans le moule avant d'être démoulés, afin d'éviter les défauts tels que la déformation et le rétrécissement. La durée du temps de refroidissement doit être fixée en fonction de la taille et de l'épaisseur du produit et doit être ajustée au cours du processus de production.
Conditions des matériaux de moulage par injection
Lorsqu'il s'agit de moulage par injection, vous devez choisir le bon plastique et ajuster la température, la pression, la vitesse d'injection et d'autres paramètres en fonction des propriétés du plastique. Les plastiques ont des points de fusion et des débits différents, il faut donc adapter les réglages en conséquence.

Conditions de la moisissure
Le moule est la partie la plus importante du processus de moulage par injection. Il doit répondre aux exigences du produit, telles que la forme, la taille, la qualité de la surface, etc. Parallèlement, le matériau et le processus de fabrication du moule doivent également être pris en compte pour garantir sa résistance à l'usure, sa résistance à la corrosion et sa précision.
Quelles sont les étapes du processus de moulage par injection de plastique ?
Maintenant que vous connaissez l'histoire du moulage par injection et que vous savez pourquoi il est si important dans l'industrie manufacturière, il est temps d'apprendre le processus étape par étape afin de tirer le meilleur parti de votre projet.

Conception du moule
La fabrication du moule est une étape importante. Les machinistes utilisent la conception CAO et l'usinage CNC pour définir les détails du moule, tels que la taille, la forme et la texture de la surface.
Le moule est conçu avec des caractéristiques telles que la cavité, le noyau, la porte, la carotte, la glissière, le système d'éjection et les pièces mobiles. La cavité est la partie fixe où le plastique fondu est injecté, tandis que le noyau est la partie mobile utilisée pour façonner la pièce finale.

Les fabricants utilisent généralement de l'acier ou de l'aluminium de haute qualité pour fabriquer des moules durables capables de supporter plusieurs séries de production. Pour les projets à court terme, l'impression 3D permet de réduire les coûts de production. Cette phase exige un haut niveau de compétence et de précision, ainsi que des tests et des simulations rigoureux pour s'assurer que le moule répond aux exigences spécifiques.
La conception, la fabrication et l'approbation du moule constituent généralement la partie la plus longue du processus de moulage par injection et peuvent être coûteuses. Les types d'outils de moulage les plus courants sont les suivants : moules à cavité unique, moules à cavités multiples, moules à étages, moules d'injection 2K.

Choix du matériau plastique
Avant de commencer le moulage, vous devez choisir la résine plastique qui conviendra le mieux à votre pièce. Vous devez réfléchir à la manière dont le matériau et le moule fonctionneront ensemble lorsque vous faites votre choix, car certaines résines ne fonctionneront pas avec certains modèles de moules.
Il est important de tester le matériau que vous avez choisi avec votre outil pour vous assurer que le produit final aura les propriétés souhaitées. Les différents plastiques ont des structures moléculaires différentes, ce qui leur confère des propriétés mécaniques et thermiques différentes. Ces propriétés détermineront si un matériau fonctionnera dans votre moule et pour votre produit.

Installation de la machine
L'une des étapes les plus importantes du processus de moulage est le réglage de la machine de moulage par injection. L'installation du moule nécessite une attention particulière aux détails afin de s'assurer que le moule est correctement aligné et fixé sur le plateau de la machine. Avant d'installer le moule, il est important de vérifier les spécifications de la machine pour s'assurer qu'elle peut supporter la taille et le poids du moule.
Le plateau de la machine doit être propre et exempt de débris ou de contaminants susceptibles d'interférer avec le processus de moulage ou d'endommager le moule. Lorsque la machine est prête, le moule est soigneusement placé sur le plateau et aligné avec la buse de la machine. Un alignement correct est nécessaire pour garantir que la résine plastique fondue s'écoule uniformément dans la cavité du moule, produisant ainsi des pièces de haute qualité aux dimensions constantes.

Une fois que vous l'avez mis en place et qu'il est boulonné, serré ou fixé d'une autre manière au plateau de la machine, vous devez effectuer des tests pour vous assurer qu'il fonctionne correctement. Les tests consistent à faire passer de la résine fondue dans la machine de moulage pour voir s'il y a des engorgements, des fuites ou d'autres problèmes avec les granulés.
Le réglage d'une machine de moulage par injection requiert des compétences et du savoir-faire. Si vous la réglez correctement, vous obtiendrez des pièces de haute qualité, identiques à chaque fois, et vous réduirez le risque d'endommager le moule ou la machine.

Processus de moulage par injection de plastique
C'est un cycle. Vous fermez le moule, chauffez la résine plastique et l'introduisez dans la machine. Vous appliquez la bonne pression à l'outil et à la vis, vous ouvrez la porte et vous faites avancer la vis. Vous injectez le plastique fondu dans le moule pour le remplir.
Lorsque le plastique en fusion atteint l'extrémité du cylindre, vous fermez la porte qui contrôle l'injection du plastique. Vous déplacez la vis vers l'arrière et aspirez une quantité prédéterminée de plastique, créant ainsi une pression dans la vis pour l'injection.
Dans le même temps, la pression de serrage permet de maintenir les deux parties du moule ensemble. Il est essentiel d'équilibrer la pression d'injection et la pression de fermeture pour s'assurer que la pièce est correctement moulée et qu'aucun plastique ne s'échappe de l'outil pendant le processus d'injection.
Refroidissement et solidification
Une fois que le moule est rempli de plastique, y compris les carottes, les glissières, les portes et les autres composants, il est maintenu à une température spécifique pour permettre au matériau de se solidifier uniformément dans la forme souhaitée de la pièce. Le maintien de la pression de maintien pendant cette période permet d'éviter le reflux dans le tonneau et de réduire les effets de rétrécissement.

La pression de maintien est importante pour s'assurer que le plastique est emballé et moulé correctement afin d'obtenir une bonne pièce. La taille et la complexité de la pièce, le type de plastique utilisé et quelques autres facteurs déterminent la durée de maintien.
La vis se retire après la phase de maintien, relâchant la pression et laissant la pièce nouvellement moulée refroidir dans le moule. Pendant cette phase, la pièce reste dans le moule et la température du moule reste la même pour s'assurer que la pièce refroidit uniformément.
Le temps de refroidissement est très important pour s'assurer que la pièce en plastique durcit et conserve la forme qu'elle a prise dans le moule. Si vous retirez la pièce trop tôt, elle risque de se déformer ou de changer de forme, ce qui entraîne des défauts de moulage par injection.
L'unité d'injection injecte efficacement le plastique en fusion dans le moule pour achever le moulage et le refroidissement du produit. Elle est largement utilisée dans diverses industries pour répondre à différents besoins de fabrication.

Ejection de pièces
Une fois la pièce en plastique refroidie, le moule s'ouvre et une broche ou une plaque d'éjection pousse la pièce finie hors de l'outil. La pièce moulée est placée dans une cabine ou un convoyeur en attente de finition. La finition peut consister en un polissage, une peinture ou un décapage. Le polissage permet de lisser les surfaces rugueuses ou les imperfections de la pièce, tandis que la peinture permet d'ajouter de la couleur à la pièce.
Inspection et contrôle de la qualité
Une fois les pièces terminées, elles sont vérifiées pour s'assurer qu'elles sont de la bonne taille et de la bonne forme. Si ce n'est pas le cas, elles doivent être réparées ou jetées. Si elles ont la bonne taille et la bonne forme, elles peuvent être mises dans des boîtes et envoyées aux magasins et aux personnes qui souhaitent les acheter.
Quels sont les avantages du moulage par injection de plastique ?
Un excellent rapport qualité-prix
Le moulage par injection est un procédé peu coûteux qui ne génère pas beaucoup de déchets, car il utilise des matériaux que l'on peut recycler. Le plastique est généralement moins cher que d'autres matériaux tels que le métal et le caoutchouc, c'est pourquoi les gens l'utilisent pour de nombreuses choses. De plus, vous pouvez recycler le plastique excédentaire et le réutiliser plus tard, ce qui permet d'économiser encore plus d'argent.

Une fois passé le coût initial de la conception et de la fabrication du moule, les coûts de main-d'œuvre sont généralement faibles. Il s'agit d'un processus à haute productivité, de sorte que l'on peut dire que les moules s'amortissent au fil du temps. C'est pourquoi il s'agit d'un excellent moyen de fabriquer des pièces en plastique de haute qualité et en grande quantité.
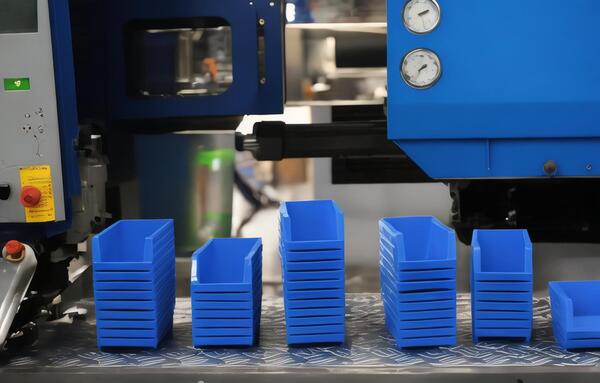
Efficacité élevée de la production
Le moulage plastique est rapide et efficace. Il est idéal pour les gros travaux car il permet d'économiser de l'argent. Il est également intéressant parce qu'il permet de fabriquer plusieurs fois la même chose, ce qui limite le gaspillage.

Un seul moule peut produire des centaines ou des milliers de pièces avant de devoir être remplacé. De nombreux moules en aluminium durent jusqu'à 10 000 cycles, tandis que les moules en acier peuvent durer plus de 100 000 cycles. Cela garantit un processus répétable et à haut rendement qui répond aux exigences en matière de tolérance et d'esthétique. N'oubliez pas que les vitesses de production dépendent souvent de la taille et de la complexité de la pièce moulée par injection visée.
Efficacité élevée de la production
Modern high-speed injection molding equipment can consistently produce precision molded plastic parts. The process is great at making components that are the same quality, have tight tolerances, and are dimensionally stable. For applications that need to be really precise, like gears and connectors, plastic injection molding is often the best way to go. You can get tolerances as high as +/-0.0002”.

En outre, les fabricants installent souvent des systèmes de contrôle avancés sur les machines de moulage. Ces systèmes automatisés surveillent et modifient les paramètres du processus en temps réel. Ainsi, les pièces en plastique peuvent être moulées selon des spécifications exactes.
Polyvalence de la conception
Le moulage par injection est un procédé qui permet aux fabricants de produire des pièces aux formes complexes. Pour s'assurer que les pièces sont produites comme ils le souhaitent, les fabricants ajustent les paramètres de la machine. Ils modifient notamment la vitesse à laquelle le plastique pénètre dans le moule, la température de celui-ci et la pression exercée.

Les machinistes peuvent également utiliser des logiciels de simulation, l'automatisation et l'impression 3D. Ces technologies permettent de concevoir et de tester les moules, les paramètres des processus et les pièces moulées. Toutefois, la polyvalence de la conception du moulage par injection dépend de la matière plastique, de la complexité de la pièce et de la conception du moule.
Large gamme de matériaux
Comme je l'ai mentionné précédemment, le moulage par injection est compatible avec une large gamme de matériaux et de couleurs. Nous proposons plus de 25 000 matériaux d'ingénierie, notamment des thermoplastiques, des thermodurcissables, des silicones, des résines, etc. Ces options vous permettent d'atteindre l'équilibre parfait entre les propriétés mécaniques, chimiques et physiques de vos matériaux.

Vous pouvez facilement combiner des matériaux pour rendre votre produit plus rigide, plus solide ou plus résistant aux chocs. Par exemple, vous pouvez mouler des matières plastiques sur un substrat métallique en utilisant la conception du surmoulage.
Quels sont les inconvénients du moulage par injection ?
Investissement initial élevé
Chaque pièce moulée a besoin de son propre moule. La fabrication de ces moules peut augmenter le coût initial du moulage par injection. Il est également plus difficile de fabriquer de petites quantités de pièces de manière économique. Les coûts d'outillage pour les pièces simples et les petites quantités peuvent atteindre $5 000. En revanche, les moules destinés aux grandes séries de pièces complexes coûtent beaucoup plus cher.

Flexibilité limitée
Contrairement à l'usinage CNC, où les pièces peuvent être fabriquées à partir de fichiers de conception informatique qui peuvent être modifiés à tout moment par les ingénieurs en informatique, il peut être difficile d'apporter des modifications majeures aux moules en plastique après leur usinage. Il existe deux façons principales de modifier un moule en plastique.

L'une des solutions consiste à agrandir la cavité du moule en découpant des parties du moule métallique. Cela permet d'ajouter du plastique à la pièce. Il est plus difficile de retirer le plastique de la pièce. Il est parfois possible de souder du métal dans la cavité, mais pas toujours. Il peut donc s'avérer nécessaire de créer un nouveau type de cavité ou un tout nouveau moule.
Longs délais d'exécution
L'usinage CNC permet d'obtenir des pièces en 5 à 10 jours, tandis que l'impression 3D industrielle prend généralement 3 à 5 jours. Les processus de moulage, en revanche, prennent plus de temps. Il faut compter 5 à 7 semaines pour fabriquer l'outil, puis 2 à 4 semaines pour le produire et l'expédier.

Les bons moules en plastique durent longtemps et sont dotés de patins et de systèmes de refroidissement à l'eau sophistiqués pour que le plastique s'écoule et se refroidisse plus rapidement. Les moules étant très complexes à concevoir, à prototyper, à tester et à usiner, leur fabrication peut prendre des mois, ce qui est long par rapport à d'autres méthodes de fabrication du plastique.
Mais une fois la planification et l'usinage effectués, un moule peut produire des millions de pièces au cours de sa durée de vie. La possibilité de fabriquer des pièces en grandes quantités compense souvent le temps et l'argent investis dans le processus au départ.

Déchets matériels
Plusieurs facteurs peuvent être à l'origine de déchets dans la processus de moulage par injection. L'un d'entre eux est la conception du moule. Si le moule n'est pas conçu ou construit correctement, les pièces peuvent être mal remplies, mal emballées ou mal refroidies. Tous ces éléments peuvent être à l'origine de déchets.
Le suremballage : Lorsque vous mettez trop de plastique dans le moule, vous devez couper le plastique excédentaire. Cela signifie que vous produisez plus de déchets.

Déchets de portes et de coulisses : Les canaux par lesquels le plastique s'écoule sont plus grands que la pièce que vous fabriquez. Lorsque vous les coupez, vous produisez des déchets.
Manutention des matériaux : Si vous ne manipulez pas correctement les granulés de plastique bruts, vous risquez de les abîmer et de les rendre inopérants.
Questions environnementales
Comme tout autre processus industriel, le moulage par injection pose certains problèmes environnementaux. Les machines de moulage consomment beaucoup d'énergie pour chauffer et refroidir le matériau, faire fonctionner les machines et alimenter les équipements auxiliaires. Toute cette consommation d'énergie contribue à la pollution de l'air par les émissions gazeuses. Les déchets générés par le processus peuvent également se retrouver dans des décharges, ce qui entraîne une pollution de l'environnement.

Quelles sont les principales utilisations des pièces moulées par injection ?
Le moulage par injection est un moyen super cool de fabriquer toutes sortes de choses. On peut fabriquer des grille-pain, des pièces de voiture et même des appareils médicaux. C'est une méthode de fabrication très importante.

Industrie automobile
Les pièces en plastique rendent les voitures plus aérodynamiques. Elles sont utilisées partout dans la voiture. Le moulage par injection est le meilleur moyen de fabriquer des pièces automobiles. Il permet de fabriquer des pièces à la fois solides et légères. Cela permet d'économiser de l'essence et de réduire la pollution. Les pièces ne changent pas beaucoup de forme. Elles ne sont pas endommagées par les intempéries ou les frottements.

Les tableaux de bord, les pare-chocs et les petites pièces telles que les porte-miroirs, les porte-gobelets et de nombreuses autres pièces que l'on trouve dans les voitures sont autant d'exemples de pièces moulées par injection.
Industrie de l'emballage
L'industrie de l'emballage utilise des composants efficaces pour développer des emballages créatifs qui plaisent aux clients. Outre leur aspect et leur esthétique attrayants, les produits doivent également respecter des règles strictes en matière de sécurité et d'hygiène. Le moulage par injection peut améliorer la qualité globale du produit sans causer de problèmes majeurs.

Industrie médicale
Les composants médicaux nécessitent souvent des pièces plastiques sur mesure offrant des propriétés mécaniques exceptionnelles et des dimensions précises. L'industrie médicale est connue pour ses normes élevées et son engagement en faveur de la durabilité.
La fabrication de pièces médicales en plastique est un processus très réglementé. En plus d'être durables, les pièces médicales doivent être fabriquées à partir de matériaux qui peuvent résister à des températures élevées et qui ont la bonne composition chimique.

Le moulage par injection est un excellent choix parce qu'il est très durable, flexible, solide et facile à modifier. Ce sont toutes des choses dont vous avez besoin si vous fabriquez des produits pour l'industrie de la santé. Les prothèses dentaires, le matériel chirurgical, les objets utilisés pour se préparer à une intervention chirurgicale et les brackets pour les os cassés sont tous fabriqués à l'aide du moulage par injection de plastique.
Industrie des biens de consommation
L'industrie de la fabrication d'articles ménagers fait largement appel aux techniques de moulage du plastique. Le principal avantage de cette méthode pour les biens de consommation est qu'elle permet d'obtenir la finition et l'aspect souhaités.

Les pièces fabriquées grâce à cette technologie sont à la fois solides et de grande qualité. Depuis que les produits en plastique sont devenus populaires, les articles ménagers ont utilisé ce procédé, montrant ainsi toutes les possibilités qu'il offre. Les objets achetés qui sont fabriqués de cette manière comprennent des supports de fenêtre, des porte-couverts, des poignées, des étagères et bien d'autres choses encore.
Industrie aérospatiale
L'industrie aérospatiale est soumise à des réglementations strictes en matière de résistance et de précision des structures. Le moulage par injection de plastique est utilisé pour fabriquer les composants aérodynamiques de la plupart des avions actuels. L'industrie aérospatiale est en train de changer de paradigme pour adopter cette méthode de fabrication de pièces.

De nombreux produits de l'industrie, qu'il s'agisse de petites pièces ou de composants complexes, font appel au moulage par injection. Il s'agit par exemple d'aubes et de carters de turbines, de panneaux, de composants de châssis, de panneaux, de boîtiers, etc.
Conclusion
Moulage par injection de plastique est un bon moyen de fabriquer des pièces en plastique. Elle est rapide et permet de fabriquer un grand nombre de pièces à la fois. Il est également bon marché. Le moulage par injection est utilisé pour fabriquer beaucoup de choses. Il est bon parce qu'il permet de fabriquer des pièces qui sont toujours les mêmes.
Il est utilisé pour fabriquer des pièces de voiture, des objets pour la maison, des produits médicaux, des objets que l'on utilise tous les jours et des objets qui contiennent d'autres choses. Les gens améliorent sans cesse le moulage par injection. Ils créent toujours de nouvelles choses avec ce procédé.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.







