 Skip to content
Skip to content 

Introduction
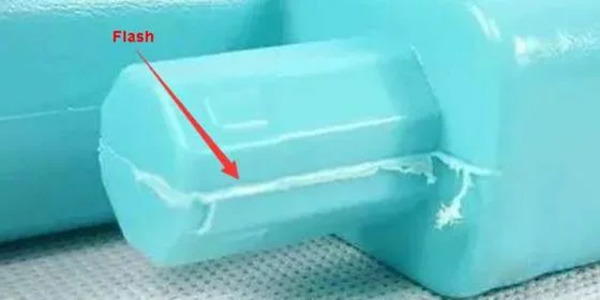
Le flash est l'un des défauts les plus courants dans le moulage par injection. Il s'agit d'une fine couche de plastique sur le plan de joint ou sur toute autre partie où deux surfaces différentes du moule se rencontrent et forment une limite. Ces zones produisent des différences de dilatation et d'autres paramètres, qui peuvent contribuer à augmenter le risque de flash.

Dealing with flash in injection molding is easy, but it takes more time and makes the process less efficient. Plus, removing flash – whether you do it by hand or with a machine – can hurt the quality of your product and damage your mold, which costs you more money and other bad stuff. That’s why it’s so important to keep flash defects to a minimum in your injection molding projects.
Pour résoudre les problèmes de moulage par injection de plastique, vous devez d'abord les identifier, puis les résoudre efficacement à l'aide d'une approche ciblée. Vous obtiendrez ainsi les résultats les plus rapides et serez orienté dans la bonne direction pour optimiser le processus de moulage par injection et éliminer tous les défauts.

Qu'est-ce que le flash dans le moulage par injection ?
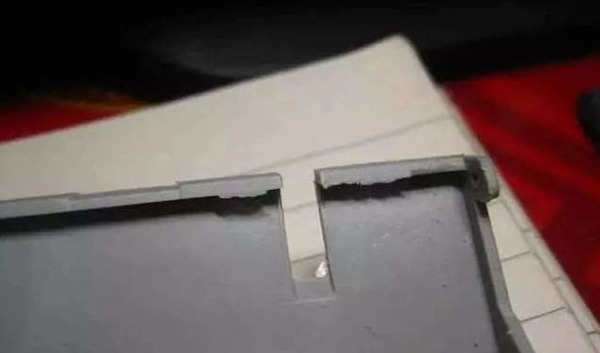
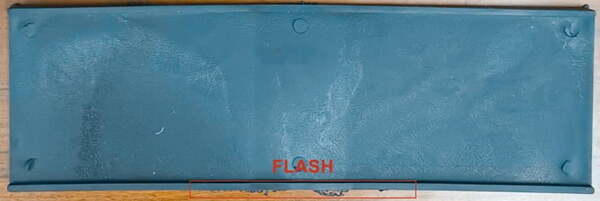
La bavure est un défaut qui se produit lorsqu'une pièce présente un surplus de plastique au niveau du plan de joint, de la limite ou de tout autre endroit où différentes formes et zones du moule se rencontrent. La plupart du temps, la bavure sur les moules en plastique se trouve au niveau du plan de joint. Mais elle peut également se produire à d'autres endroits. Quel que soit l'endroit, la cause et l'effet sont les mêmes.
Le flash dans les pièces moulées est courant dans l'industrie d'aujourd'hui et la plupart des fabricants de moulage par injection de plastique le réduisent de manière significative, mais ne l'éliminent pas complètement. La raison principale est le coût total du moulage par injection. Les moules sans flash sont très chers, mais la plupart des entreprises trouvent un compromis entre le coût, la qualité et l'esthétique.
Principales causes de l'éclair de moulage par injection
Le flash dans le moulage par injection peut se produire pour diverses raisons. Parfois, le problème peut avoir plusieurs causes. Il peut s'agir d'une inadéquation du plan de joint ou d'un mauvais écoulement, mais le résultat est le même : des défauts de soudure sur les pièces moulées par injection.

Il convient de noter que le problème du flash dans le moulage par injection ne se limite pas à un seul cas ou à un seul sous-processus. Les causes sont multiples et peuvent se produire pour diverses raisons, qu'il s'agisse de problèmes au cours de la phase d'injection, de défauts dans les montages ou d'autres raisons telles que la viscosité, la pression ou la vitesse.
Voici les causes les plus courantes de l'éclair de moulage en plastique et le moment où elles se produisent.
Flash du moule pendant la phase d'injection
Inadéquation du plan de joint
L'une des principales causes de décalage du plan de joint est la présence de contaminants environnementaux, tels que la poussière et les débris, qui maintiennent le moule ouvert. Il en résulte un excès de matière qui s'échappe et provoque des défauts d'étanchéité. En outre, des défauts dans le moule peuvent également être à l'origine de ce problème.

Ces défauts se propagent principalement au fil du temps en raison de l'utilisation. Même si vous avez un moule parfait et que vous vous assurez qu'il n'y a pas de contaminants, la bavure peut toujours se produire lorsque vous avez affaire à une pression de serrage inappropriée ou à des formes vraiment complexes. Les cavités et autres caractéristiques complexes augmentent la pression globale sur le moule et provoquent des fuites et des défauts dans certaines zones.
Ventilation inadéquate
Le moulage par injection est un processus complexe. Il faut faire attention à la température, à la pression, aux poches d'air et à d'autres facteurs. Par exemple, les bulles d'air piégées sont un gros problème dans toute conception de moulage par injection. Elles nuisent à la résistance de la pièce.

En outre, les pièces moulées par injection ont une plage de température spécifique pour un bon moulage. Les évents permettent à tous ces éléments de fonctionner correctement. Si l'un de ces éléments ne fonctionne pas correctement, vous risquez de rencontrer de nombreux problèmes, et pas seulement le clignotement.
Flash de moule pendant l'emballage ou le stockage
Faible pression de serrage
Le flash peut se produire pendant les phases d'emballage et de maintien. La phase d'emballage tient compte du rétrécissement du matériau pendant le refroidissement. La meilleure façon d'y remédier est d'ajouter du matériau supplémentaire tandis que la phase de maintien maintient l'ensemble du système en équilibre de pression jusqu'à ce qu'il refroidisse.

Dans les deux cas, la pression de serrage doit être correcte. Si la force de serrage est incorrecte, le plan de joint peut être endommagé et le liquide entrant peut s'écouler et provoquer une bavure.
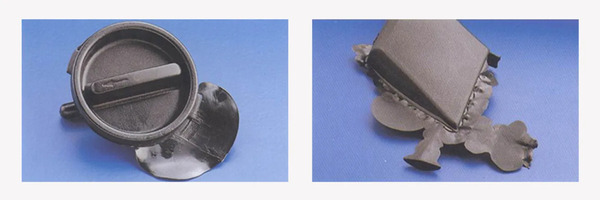
Questions relatives à la douille de la carotte
Les bagues de carotte sont la partie du moule qui transfère le plastique fondu dans la cavité. Avec le temps, elles peuvent perdre le support nécessaire pour maintenir la force de la pression d'injection et détériorer leur fonction. Dans ce cas, vos pièces moulées par injection présenteront des défauts, dont le plus courant est le flash.
Flash du moule d'injection pendant le processus
Outre l'étape du processus, d'autres facteurs peuvent être à l'origine de moulage par injection la bavure due aux caractéristiques du procédé et du flux. L'intensité du flash de votre pièce en plastique dépend des caractéristiques suivantes du procédé.
Viscosité
La viscosité est la propriété d'écoulement de tout liquide et est au cœur du processus de moulage par injection. Une viscosité plus faible signifie que le liquide fondu s'écoulera facilement hors de la forme du moule et produira une déformation sous forme de bavure. En règle générale, cette viscosité est fonction de la température, des propriétés des matériaux, de la pression et de la vitesse.
Température du fût et de la buse
La pression n'est pas la seule chose qui rend le plastique plus épais et provoque des éclats sur les pièces. La température de votre canon et de votre buse a également un effet important. Lorsque vous chauffez votre plastique, il devient plus fin et plus susceptible de fuir. C'est pourquoi vous obtenez plus de flash lorsque vous faites fonctionner votre machine de moulage par injection à une température plus élevée.
Débordement
Toute installation de moulage par injection présente des limites en fonction de la taille et de la géométrie. Si le plastique fondu est trop rempli, la pression d'injection dépassera naturellement la pression de serrage et provoquera une fuite. Cela augmente le risque de flash et d'autres défauts. Cependant, vous devez être prudent lorsque vous réglez les paramètres d'alimentation, car le refroidissement rétrécit le plastique, et vous ne voulez pas d'une pièce incomplète en raison d'un sous-dosage dans le moulage par injection.

Haute pression
La pression est l'une des caractéristiques les plus courantes des processus qui peuvent augmenter la probabilité d'un éclair. La physique élémentaire montre qu'une pression élevée entraîne des températures et des caractéristiques d'écoulement plus élevées dans un environnement fermé. L'augmentation de la pression et l'augmentation de la viscosité qui en résulte peuvent conduire à de multiples défauts, y compris le flash.
Le suremballage
La conception est complexe et le moule a des trajectoires compliquées. Cela peut provoquer des bavures dans les pièces moulées par injection. Dans une zone étroite, une petite quantité de liquide fondu peut se solidifier et bloquer l'écoulement. Cela crée une pression dans le moule. Vous aurez plus que des bavures. Vous aurez des déformations, une densité inégale et d'autres problèmes connexes.

Causes du flash dans les produits moulés par injection
Température du matériau trop élevée
La matière fondue à haute température a une faible viscosité à l'état fondu, une bonne fluidité et peut s'écouler dans les moindres interstices du moule pour produire une bavure. Par conséquent, après l'apparition de la bavure, il est nécessaire de réduire de manière appropriée la température du cylindre, de la buse et du moule afin de raccourcir le cycle d'injection.
Pour les matières fondues à faible viscosité telles que le polyamide, il est difficile de résoudre le problème du flash en modifiant simplement les conditions de moulage. Tout en réduisant de manière appropriée la température du matériau, le moule doit être traité avec précision et réparé autant que possible afin de réduire l'espace entre les moules.

Force de serrage insuffisante
Si la pression d'injection est supérieure à la force de serrage, la surface de séparation du moule n'est pas bien ajustée, ce qui risque de provoquer des bavures. À cet égard, il convient de vérifier si la pression de suralimentation est excessive et si le produit de la surface projetée de la pièce en plastique et de la pression de moulage dépasse la force de serrage de l'équipement.
La pression de moulage est la pression moyenne dans le moule, qui est calculée à 40mpa dans des circonstances normales. Lors de la production de pièces en plastique en forme de boîte, la valeur de la pression de moulage du polyéthylène, du polypropylène, du polystyrène et de l'ABS est d'environ 30mpa ; lors de la production de pièces en plastique aux formes profondes, la pression de moulage est d'environ 36MPa ; lors de la production de petites pièces en plastique d'un volume inférieur à 10cm3, la pression de moulage est d'environ 60MPa.

Si vous calculez que la force de fermeture est inférieure au produit de la surface projetée de la pièce en plastique et de la pression de moulage, cela signifie que la force de fermeture n'est pas suffisante ou que la pression de positionnement de l'injection est trop élevée. Vous pouvez également réduire le temps de maintien de la pression, raccourcir la course d'injection ou réduire le nombre de cavités et utiliser une machine de moulage par injection à grande force de fermeture.
Défauts liés aux moisissures
Si la distribution de l'empreinte n'est pas équilibrée ou si le parallélisme n'est pas suffisant, il en résultera un déséquilibre des forces, des bavures locales et une insatisfaction locale. Le canal de coulée doit être placé au centre de symétrie de la masse autant que possible sans affecter l'intégrité de la pièce. Les défauts du moule sont la principale cause de la bavure.

Lorsqu'il y a plus de bavures, le moule doit être soigneusement vérifié. Le plan de joint doit être revérifié pour aligner le moule mobile avec le moule fixe, et le plan de joint doit être vérifié pour voir s'il est bien ajusté, et si le jeu d'usure des pièces coulissantes de la cavité et du noyau est hors tolérance.
Si les gabarits sont parallèles, s'il y a des déformations de flexion, si la distance d'ouverture du gabarit est ajustée à la position correcte en fonction de l'épaisseur du moule, si la surface de la broche de guidage est endommagée, si la tige de traction est déformée de manière inégale et si la fente d'échappement est trop grande ou trop profonde. Selon les résultats de l'inspection étape par étape ci-dessus, les erreurs peuvent être éliminées par un traitement mécanique.

Contrôle inadéquat des conditions du processus
Si la vitesse d'injection est trop rapide, le temps d'injection trop long, la pression d'injection est inégalement répartie dans la cavité du moule, le taux de remplissage est inégal, la quantité d'alimentation est trop importante et le lubrifiant est utilisé de manière excessive, cela provoquera des bavures. Vous devez prendre des mesures appropriées en fonction de la situation spécifique pendant le fonctionnement.
Il convient de noter que pour éliminer le défaut de flash, il faut commencer par éliminer le défaut de moulage. Si les conditions de moulage ou la formule des matières premières sont modifiées à cause de la bavure, cela a souvent un effet négatif sur d'autres aspects et il est facile de provoquer d'autres défauts de moulage.
Matières premières
Le flash peut se produire lorsque la viscosité du plastique est trop élevée ou trop faible. Pour les plastiques à faible viscosité, tels que le nylon, le polyéthylène et le polypropylène, il convient d'augmenter la force de serrage ; les plastiques à forte absorption d'eau ou sensibles à l'eau réduiront considérablement la viscosité d'écoulement à haute température, augmentant ainsi le risque de flash ; ces plastiques doivent être soigneusement séchés.
Les plastiques contenant trop de matériaux recyclés auront également une viscosité plus faible, et les composants de rétention devront être complétés si nécessaire. Si la viscosité du plastique est trop élevée, la résistance à l'écoulement augmentera et une forte contre-pression sera générée pour augmenter la pression de la cavité, ce qui entraînera une force de serrage insuffisante et des bavures. Lorsque la taille des particules de la matière première plastique est inégale, la quantité de matière ajoutée varie et la pièce risque de ne pas être pleine ou de flasher.
Solutions pour le moulage par injection Flash
Il ne fait aucun doute que le flash est un problème important. Elle peut entraîner toutes sortes de problèmes fonctionnels et esthétiques. Mais il est possible de se débarrasser de la bavure du moulage par injection.
Voici les 6 meilleures façons de contrôler le flash dans vos pièces moulées.
Conception pour la fabrication
La meilleure façon de s'assurer que vos pièces moulées par injection n'ont pas de flash est de les concevoir pour qu'elles puissent être fabriquées. Cela signifie qu'il faut s'assurer que vous disposez du moyen le plus simple et le plus efficace de faire ce que vous voulez faire, et non du plus complexe.

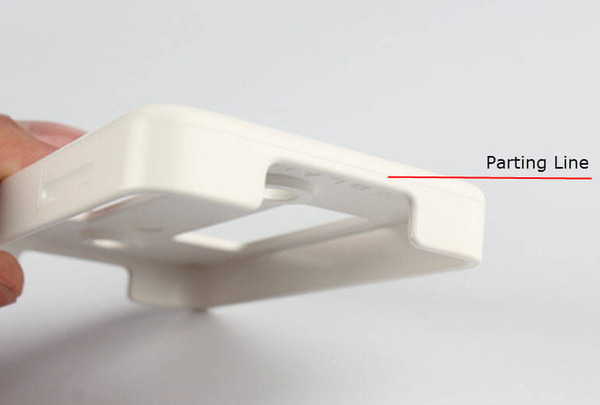
Pour comprendre cela du point de vue du processus de moulage par injection, pensez au plan de joint. Les experts en la matière disent qu'il faut placer le plan de joint sur le bord, et non sur la surface. Cela présente des avantages à la fois esthétiques et fonctionnels. Vous ne verrez pas le plan de joint sur le bord. De plus, la conception réduira le risque de bavure, car le joint compensera tout décalage du plan de joint.
Aujourd'hui, l'utilisation de l'analyse DFM est indispensable pour tout projet industriel de moulage par injection. Il existe des outils logiciels spéciaux qui peuvent simuler les résultats et vous montrer les caractéristiques de l'écoulement et prédire les problèmes courants du moulage par injection, tels que le gauchissement, la bavure et le flux de chaleur. Par exemple, chez Zetar Mold, vous pouvez télécharger vos fichiers de conception de pièces sur une plateforme de fabrication en ligne et obtenir ensuite une analyse DFM de la pièce gratuitement. Toutes les informations et les téléchargements sont sécurisés et confidentiels.
Ralentir la vitesse d'injection
Un autre moyen efficace de réduire la formation de bavures dans le moulage par injection consiste à contrôler les variables du processus. La vitesse d'injection a un impact direct sur la viscosité, la pression et la température qui peuvent provoquer la bavure. C'est souvent la première chose que font les experts lorsqu'ils s'attaquent au problème de la bavure, car la plupart des variables du processus sont liées à la vitesse d'injection.

Spécification d'un moule sans flash
La meilleure façon de se débarrasser du flash dans les pièces moulées par injection est d'utiliser un moule sans flash. C'est la meilleure solution, mais elle est coûteuse. Ce n'est pas pratique pour beaucoup d'entreprises et d'applications. Si vous avez une application sensible pour laquelle l'esthétique, la fonctionnalité et tout le reste sont importants et que le coût n'est pas un problème, c'est la solution pour vous assurer d'obtenir des pièces sans défaut.
Nettoyage adéquat des moisissures
L'accumulation de poussière, de débris et d'autres saletés dans le moule est l'une des principales raisons de l'inadéquation du plan de joint. En outre, les particules présentes dans les cavités étroites peuvent même provoquer une sur-tenue, ce qui compromet encore davantage les défauts globaux de la pièce. Garder le moule propre et entretenu permet de minimiser la possibilité de ces problèmes et de garantir les meilleurs résultats.
Entretien adéquat des moules et amélioration des processus
Enfin, il est important d'entretenir le moule et d'optimiser le processus pour obtenir des résultats cohérents et fiables. Parfois, la force de serrage et la pression peuvent endommager le moule et provoquer des déformations, ce qui peut entraîner divers défauts dans la pièce.

Réduire la pression d'injection
La pression d'injection est élevée. Elle doit être réduite de manière appropriée, et la plage de réglage est de 60mpa-100mpa.
Il est également possible d'abaisser la température du tonneau. L'abaissement de la température du moule et la réduction de la vitesse d'injection pour réduire la fluidité de la résine plastique fondue permettent de définir les paramètres.
Toutefois, il convient de noter que cela entraînera des contraintes internes résiduelles dans le produit. En termes de traitement, la pression d'injection peut être réduite, la température du tonneau de chauffage peut être réduite et la vitesse d'injection peut être réduite.

La surface du moule où se produit la bavure peut être rectifiée et le moule peut être résolu en utilisant des matériaux en acier dur. En raison de la différence entre les matériaux, ceux qui ont une bonne fluidité sont sujets à la bavure, de sorte que la surface de séparation du moule doit être serrée. Les matériaux cristallins doivent avoir une très faible viscosité lorsqu'ils sont fondus, et la surface de séparation du moule doit être serrée.
Conclusion
Flash in moulage par injection Le meilleur moyen de le réduire est d'optimiser en permanence votre processus et d'être attentif aux signes. Il est possible d'acheter des moules sans flash, mais ils coûtent plus cher. Il est plus pratique de s'attaquer aux causes les plus courantes en améliorant votre conception, en entretenant vos moules et en optimisant vos processus de moulage par injection pour obtenir les meilleurs résultats.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.







