 Skip to content
Skip to content 

Introduction : Bicolore moule d'injectionMoulage par injection bicolore : un guide complet | ZetarMold
Aujourd'hui, nous présenterons et examinerons en détail les cinq sections principales : Qu'est-ce que le moulage par injection bicolore ? Quels sont les avantages du moulage par injection bicolore ? Principe de fonctionnement du moulage par injection bicolore . Matériaux, processus et exigences en matière de moule pour le moulage par injection bicolore . Principales applications.
Qu'est-ce que le moulage par injection bicolore ?
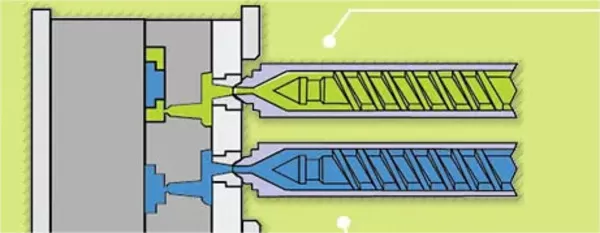
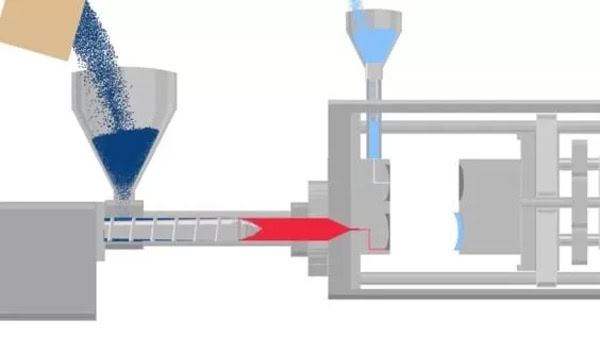
Le moulage à double injection est un processus au cours duquel deux plastiques de couleurs différentes sont fondus dans deux fûts, puis injectés par la même buse en même temps ou l'un après l'autre. Vous pouvez utiliser deux machines de moulage par injection ou une machine de moulage par injection bicolore pour fabriquer des produits avec différents motifs de couleurs mélangées, ou des produits avec une séparation nette des couleurs.

Quelles sont les caractéristiques du moulage par injection bicolore ?
Des performances élevées et une grande économie d'énergie
Après la transformation de la machine de moulage par injection en vue de réaliser des économies d'énergie, le système peut réagir rapidement, la machine de moulage par injection peut rapidement ajuster l'alimentation en fonction de ses propres besoins, et le taux d'utilisation de l'énergie électrique de la machine de moulage par injection peut être amélioré de manière efficace pour atteindre une efficacité élevée et réaliser des économies d'énergie.

Réponse rapide
La rapidité de réponse est l'un des signes importants de la qualité dynamique du système asservi. Étant donné que la durée du processus de transition de la production est courte, généralement inférieure à 200 ms, pour répondre aux exigences de dépassement, le bord avant du processus de transition doit être plus raide, et l'augmentation après la transformation pour l'économie d'énergie est plus importante. Le temps nécessaire à la machine de moulage par injection pour atteindre 1500 tours/minute est inférieur à 0,03 seconde.

Bonne stabilité
Le système utilise un double contrôle en boucle fermée de la pression et du débit pour déterminer la quantité dont la machine de moulage par injection a besoin. Lorsque vous changez quelque chose ou que quelque chose change à l'extérieur, le système peut revenir à la normale assez rapidement.

Haute précision
La précision est le degré d'adéquation entre la sortie et l'entrée. Le servomoteur utilise la technologie de l'aimant permanent, qui est précise et rapide. Le servomoteur utilise la technologie PLC, qui est encore plus précise. L'erreur est généralement comprise entre 0,01 et 0,00 mm.
Améliorer l'efficacité et réduire les coûts
Pour obtenir une réponse rapide, répétez la même chose plusieurs fois et gardez la même vitesse ; utilisez deux matériaux différents ou deux couleurs différentes en même temps, ce qui permet d'économiser beaucoup de temps et d'argent ; il est très facile de configurer et de modifier les paramètres.

Quel est le principe du moulage par injection bicolore ?
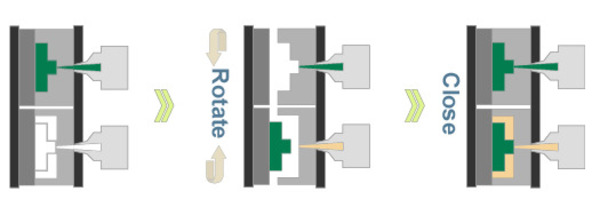
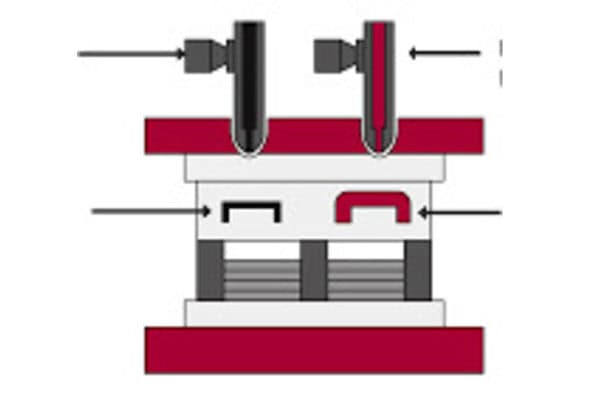
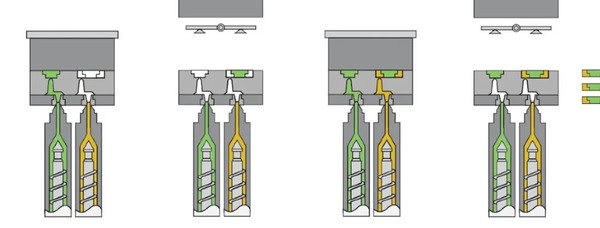
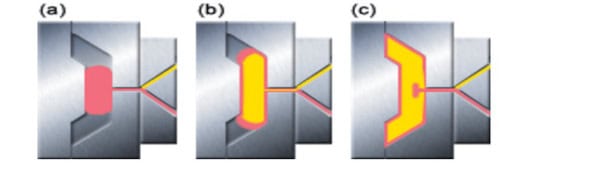
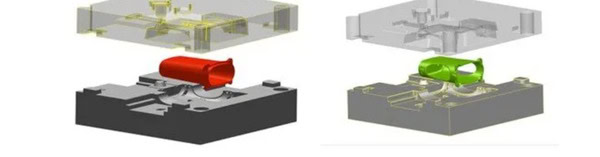
Two-color injection molding products require a male mold and two female molds. The first injection molding is in the male mold and the first female mold. After molding, open the mold and directly switch to the second female mold without demolding. After the second injection molding, the two-color injection molded product can be obtained after demolding.
Principe de traitement du moulage par injection bicolore
a. Le moule avant a deux formes différentes et forme deux produits, tandis que le moule arrière a la même forme.
b. La buse du moule à trois plaques est conçue pour libérer automatiquement le moule, ce qui rend le travail plus pratique. Il convient de s'assurer que l'action de démoulage de la buse de colle molle est fiable.

c. Les moules avant et arrière du moule sont tournés de 180 degrés par rapport au centre. Lors de la rotation, l'avant et l'arrière doivent être cohérents. Cette inspection doit être effectuée pendant le travail car elle nécessite un positionnement élevé du coffrage. L'épaisseur totale du coffrage avant et de la plaque A ne doit pas être inférieure à 170 mm. Pour ce faire, il convient de vérifier soigneusement le modèle de la machine de moulage par injection et d'autres données de référence.
d. Lors de la conception du second maître de moulage par injection, afin d'éviter que le second maître ne raye la position de la colle du premier produit moulé, un composant peut être conçu pour éviter les vides. Toutefois, la résistance de chaque produit d'étanchéité doit être soigneusement étudiée, c'est-à-dire qu'il faut déterminer si le plastique se déformera sous l'effet d'une forte pression d'injection pendant le moulage par injection, ce qui peut entraîner la possibilité d'un deuxième front de moulage par injection.
e. Lors du moulage par injection, la première pièce moulée peut être un peu plus grande, car elle peut être serrée contre un autre moule mâle lors du second moulage, afin d'assurer la fonction d'étanchéité. Il convient également de prêter attention à la deuxième injection. Le flux de plastique affecte-t-il la première pièce moulée ? La position du plastique est-elle déformée ? Si possible, nous devons trouver des moyens de l'améliorer.
f. Avant de serrer les plaques A et B, il faut se demander si la glissière avant du moule ou la partie supérieure inclinée ne va pas s'enclencher en premier et écraser le produit. Nous avons donc dû trouver un moyen de serrer d'abord les plaques A et B, puis la glissière du module avant. Ou d'incliner la partie supérieure pour qu'elle se réenclenche. La disposition de l'alimentation en eau des deux moules avant et arrière est aussi adéquate que possible, et l'équilibre est le même.

Quels sont les types de moulage par injection bicolore ?
Machine de moulage par injection bicolore Moulage par injection
Ce type de produit nécessite deux moules avant et un moule arrière. Le produit est terminé en une seule fois. Il n'est pas nécessaire de le retirer de la machine à bière au milieu. Le produit a une belle apparence. L'épaisseur du matériau du second moulage par injection est généralement comprise entre 0,5 et 2 mm. Le coût est plus élevé et est généralement utilisé à des fins de comparaison. Petit produit.
Machine de moulage par injection ordinaire Moulage par injection
Ce type de produit nécessite deux moules avant et deux moules arrière. Après le premier moulage par injection, le produit semi-fini doit être retiré et placé dans le deuxième moule pour le deuxième moulage par injection. L'aspect du produit n'est pas très bon. Les exigences en matière de technologie de moulage par injection sont élevées. En général, le matériau du second moulage par injection peut aller jusqu'à 3 mm pour fabriquer des produits plus grands.
Quelles sont les exigences en matière de matériaux, de processus et de moules pour le moulage par injection bicolore ?
a. Exigences en matière de matériaux
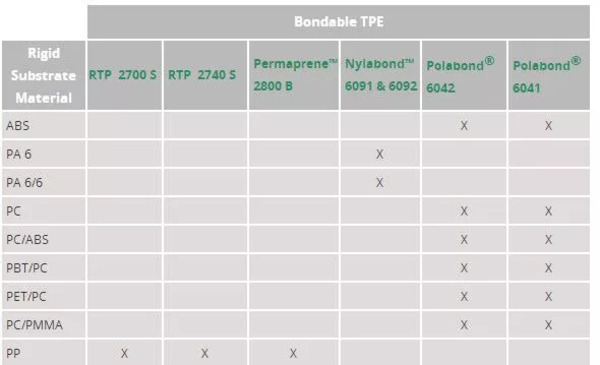
La technologie du moulage par injection bicolore utilise deux matériaux différents pour le moulage par injection, de sorte que la sélection de deux matériaux différents est également un processus important. En général, on utilise deux matières plastiques de couleurs différentes, ce qui permet d'améliorer considérablement la résistance et la durabilité du produit moulé par injection. Il est également plus facile de le fusionner et de le façonner.
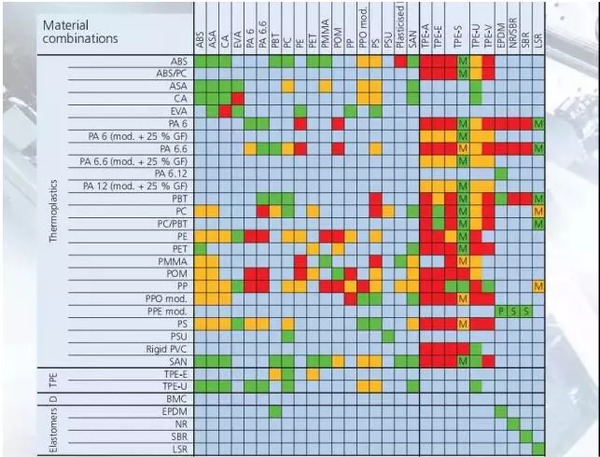
Toutefois, les produits destinés à des usages particuliers peuvent avoir besoin de tirer parti de la situation où les propriétés de deux matériaux sont très différentes, ce qui nécessite de résoudre le problème de la difficulté à fusionner deux matériaux présentant de grandes différences.
The main problems are delamination and shedding, which are fatal blows to injection molded products. Therefore, careful consideration is needed for the shrinkage rate and different interface conditions, and the proportion of materials must be adjusted.
Pour le moulage en deux temps, les deux matériaux doivent satisfaire à deux conditions de compatibilité fondamentales : la compatibilité d'adhésion et la compatibilité de traitement.
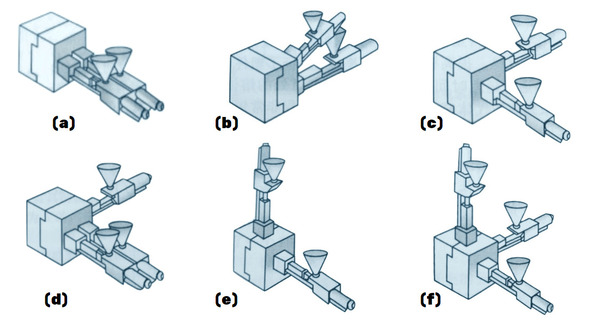
En outre, les exigences suivantes doivent être satisfaites : unité d'injection, structures d'injection monocylindriques parallèles et de même sens, parallèles et opposées, horizontales et verticales en forme de L, en forme de Y ; buse de mélange, motifs, vagues, marques d'écoulement, gradients, couches intermédiaires, etc. Buse spéciale ;
Moule de serrage, type standard, type de plateau tournant vertical, type de plateau tournant horizontal, type d'arbre rotatif, type de robot rotatif et autres mécanismes ; alimentation, en plus de l'entraînement par moteur hydraulique standard, il existe également une structure d'alimentation électrique ESD (ElectricScrewDrive) ; circuit d'huile, il y a une accumulation de pression ACC, une injection à grande vitesse et une conception en boucle fermée.
b. Exigences en matière de processus
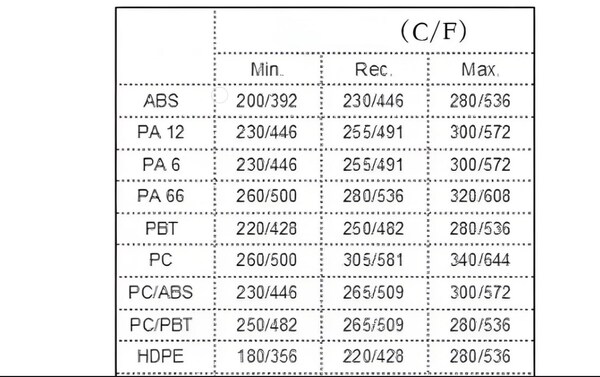
Dans la conception de la colle molle et de la colle dure en deux temps, les deux matériaux doivent avoir une certaine différence de température entre leurs points de fusion. Il est généralement recommandé d'avoir une température de 60°C et d'au moins 30°C. Le point de fusion du matériau de la première injection est élevé. Généralement, la première injection est du PC ou du PC/ABS, et la deuxième injection est généralement du PC ou du PC/ABS. La deuxième injection est du TPU ou du TPE, le PC a une épaisseur de 0,6 à 0,7 mm, le logiciel a une épaisseur de 0,4 mm ou plus.
Essayez d'élargir autant que possible la zone de contact, faites des rainures, etc. pour augmenter la force d'adhésion, ou utilisez le tirage à noyau pour la première injection, et injectez une partie du matériau de la deuxième injection dans la première, et rendez la surface du moule de la première injection aussi rugueuse que possible.
Conception transparente et non transparente à deux plans. Conception de petites lentilles en deux temps : le premier plan est opaque et le second est constitué de lentilles. Le premier plan doit être fabriqué en PC à point de fusion élevé et le second en PMMA. Conception de doubles plans transparents et non transparents pour la décoration : le premier plan est un matériau opaque, le second plan est transparent.

c. Exigences relatives aux moules
Les deux moules femelles doivent être différents pour former deux produits différents, tandis que les deux moules mâles doivent être identiques ; les moules avant et arrière du moule doivent être cohérents après avoir été tournés de 180° par rapport au centre ; la capacité maximale doit être soigneusement vérifiée. L'épaisseur du moule, l'épaisseur minimale du moule, la distance du trou KO, etc. ; la buse du moule à trois plaques est mieux conçue pour permettre une action de démoulage automatique.
lors de la conception du moule principal pour le second moulage par injection, afin d'éviter que le second moule principal ne raye le premier La position de collage du produit formé peut être partiellement conçue pour éviter les vides. Toutefois, la force de chaque position d'étanchéité doit être soigneusement étudiée ; pendant le moulage par injection, la taille du premier produit moulé par injection peut être légèrement plus grande afin qu'il puisse être pressé plus étroitement avec l'autre moule mâle pendant le second moulage pour réaliser l'étanchéité. La fonction de la colle.
Avant de fermer le moule avec les plaques A et B, assurez-vous que la glissière avant du moule ou la goupille d'angle ne touche pas la pièce en premier et ne l'endommage pas au moment du réarmement ; essayez de faire en sorte que le flux d'eau dans les deux cavités et le noyau soit aussi régulier et équilibré que possible ; dans 99% des cas, vous tirez d'abord sur la partie en caoutchouc dur de la pièce, puis sur la partie en caoutchouc souple, car cette dernière est facile à déformer.
Quels sont les points clés des produits de moulage par injection bicolore et de la conception des moules ?
La structure des produits bicolores moulés par injection est très différente de celle des produits plastiques ordinaires. Étant donné que deux matériaux différents sont utilisés pour le moulage par injection, les produits ont deux propriétés et caractéristiques différentes, qui sont fondamentalement différentes des produits moulés par injection ordinaires ; en même temps, avant le moulage par injection, une conception structurelle minutieuse des produits moulés par injection bicolores est nécessaire, et les caractéristiques de compatibilité des deux matériaux doivent être pleinement prises en compte.

Caractéristiques structurelles des produits moulés par injection bicolores
Choisir deux matériaux
Two-color injection molding technology uses two different materials for injection molding, so the selection of two different materials is also an important process. Generally, two plastics with different colors are used, which can greatly improve the strength and durability of the injection molded product. It also makes it easier to fuse and shape. However, products with special uses may need to use two materials with extremely different properties.

Il s'agit d'un problème difficile à résoudre, car les deux matériaux sont relativement différents. Les principaux problèmes sont la délamination et le décollement, qui sont fatals aux produits moulés par injection. Par conséquent, nous devons soigneusement prendre en compte le taux de rétrécissement et les différentes conditions d'interface, et ajuster la proportion des matériaux.

Conception de la structure interne et de la forme des produits
Lors de la conception de la structure et de la forme du produit, nous devons d'abord tenir compte de l'objectif et de l'utilisation du produit, et mener des recherches détaillées sur la taille et la structure interne. En général, il faut augmenter la surface de contact entre les deux matières premières pour améliorer la fermeté.
Ici, nous pouvons concevoir de nombreuses petites rainures et rainures convexes à l'intérieur du produit pour l'incrustation et la couture. Cela permet d'augmenter la zone de contact entre les deux matériaux, de sorte que lorsque nous procédons au moulage par injection, nous pouvons améliorer la résistance et la durée de vie du produit, ainsi que sa praticité.
Moule rotatif Moule d'injection à deux vitesses
Ce type de moule nécessite différentes considérations au niveau de la partie moulage. Tout d'abord, les rainures concaves et convexes des deux moules d'injection doivent être soigneusement conçues pour assurer un ajustement serré lors de l'accostage. Parallèlement, lors de la conception du mécanisme de démoulage, une seconde injection est nécessaire avant que le démoulage puisse être effectué.
Les différentes méthodes de moulage par injection doivent être différenciées en fonction des détails. Après le démoulage de la machine d'injection à rotation verticale, le produit est éjecté pour terminer les opérations correspondantes. Toutefois, si la situation de démoulage ne peut pas être éjectée par la machine d'injection, un dispositif hydraulique doit être utilisé pour démouler le moule.
Quels sont les avantages du moulage par injection bicolore ?
Moulage en une seule fois
La machine de moulage par injection bicolore peut réaliser le moulage par injection de deux couleurs ou matériaux en un seul processus de moulage par injection, ce qui permet d'éviter de multiples étapes de moulage par injection et d'assemblage et d'améliorer l'efficacité de la production.

Réduction des coûts
Il permet de réduire les coûts de fusion et d'impression, d'augmenter l'effet visuel du produit et d'améliorer la qualité et la valeur ajoutée du produit. Par rapport à la technologie traditionnelle de moulage par injection en une seule couleur, la technologie de moulage par injection en deux couleurs permet d'améliorer la qualité et la valeur ajoutée du produit. moulage par injection peut réduire les opérations manuelles et les liens de production, réduire les coûts de production et les coûts de main-d'œuvre.

Positionnement précis
La machine de moulage par injection bicolore est équipée d'un moule et d'un système de contrôle spécifiques, qui permettent de positionner et d'aligner les couleurs avec une grande précision, garantissant ainsi la cohérence et la beauté de l'aspect du produit.

Innovation en matière de conception
Non seulement il a une fonction antidérapante et augmente la friction, mais le matériau en résine flexible le rend plus ergonomique et très agréable au toucher. La technologie de moulage par injection bicolore offre davantage de possibilités pour la conception des produits et permet de créer des effets d'apparence plus colorés et uniques afin de répondre aux besoins personnalisés des consommateurs.

Diminution de la ferraille
Les moules bicolores peuvent combiner deux résines et deux couleurs aux caractéristiques différentes en un seul produit bicolore, ce qui peut réduire les tâches d'assemblage et de post-traitement des produits moulés. En outre, la technologie du moulage par injection bicolore permet de réduire les erreurs dues à l'assemblage multiple, ce qui diminue les rebuts et améliore la qualité et l'uniformité des produits.

Stabilité de la qualité des produits
Les produits moulés par injection bicolores présentent une grande stabilité de la qualité, un contrôle facile de la déformation du produit, un cycle de moulage court et une valeur de sortie élevée. La perte peut être inférieure de 7% à celle du moulage par injection avec revêtement en caoutchouc, et le coût de fabrication du produit peut être inférieur de 20%-30% à celui du moulage par injection avec revêtement en caoutchouc.

Quelles sont les principales applications du moulage par injection bicolore ?
Utilisé dans les interrupteurs électriques, les boutons de téléphone portable, les interrupteurs de voiture, etc., pour répondre à certaines exigences en matière de guidage ou de transmission de la lumière.
Utilisé dans les produits portatifs, tels que les coques de talkies-walkies, les manches de brosses à dents, les manches d'outils électriques, les clés et les gobelets thermos, etc. pour améliorer la sensation.

Utilisé pour les produits devant présenter plusieurs couleurs, tels que les claviers, le moulage par injection bicolore est très esthétique et ne craint pas d'être éliminé par frottement lors de l'utilisation.
Utilisé dans les produits qui doivent être imperméabilisés pour répondre aux exigences d'imperméabilité.

Le procédé de moulage par injection bicolore est désormais largement utilisé dans presque tous les domaines du plastique, tels que l'automobile, les produits électroniques, les outils électriques, les produits médicaux, les appareils ménagers, les jouets, etc.
Utilisé pour les produits nécessitant une galvanisation locale, tels que les boutons de téléphone, etc.

Dans la famille des plastiques, seules les surfaces en ABS et en polysulfone (PSU) peuvent faire l'objet d'une galvanoplastie. Si une zone locale ou un côté du produit nécessite une galvanoplastie, la zone galvanisée doit être injectée avec de l'ABS, et la zone qui ne nécessite pas de galvanoplastie doit être injectée avec d'autres matériaux tels que le PC, etc.

Conclusion
En résumé, la bichromie moulage par injection existe depuis longtemps, mais elle n'a été reconnue et utilisée que ces dernières années parce que les produits qui en sont issus s'adaptent à l'environnement dans lequel ils sont utilisés.

En même temps, il peut être moulé en une seule étape, ce qui permet d'économiser de l'argent, d'obtenir un positionnement précis, d'encourager l'innovation en matière de conception, de réduire les déchets et de garantir la stabilité de la qualité des produits. Il peut répondre à différentes exigences, c'est pourquoi il est de plus en plus utilisé et a un impact important sur l'industrie automobile et d'autres industries. Elle présente de bons avantages économiques et constitue une technologie à fort potentiel.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.







