 Ir al contenido
Ir al contenido 

Introducción: El molde de inyección es una herramienta para fabricar productos de plástico. Funciona calentando el plástico, fundiéndolo y vertiéndolo en un molde con una máquina. El plástico se enfría y se endurece, y ya tenemos un objeto de plástico.

La mayoría de los productos con socavaduras en el molde de inyección pueden utilizar elevadores para eliminar las socavaduras. La finalidad es similar a la del mecanismo deslizante porque la dirección de desmoldeo del producto moldeado por inyección es que la moldeo por inyección La máquina empuja el producto fuera de la placa de empuje, y sólo hay una dirección de desmoldeo.
Cuando el producto tiene protuberancias, agujeros y ranuras, formará socavaduras (posiciones de botón) si no coincide con la dirección de desmoldeo. Es necesario añadir un mecanismo de desmoldeo en otras direcciones para eliminar las socavaduras.

Si tiene en cuenta el coste, la dificultad de fabricación y la calidad del trabajo, si puede utilizar un elevador o una corredera, utilice un elevador para los rebajes interiores y una corredera para los rebajes exteriores. Los elevadores son buenos porque son sencillos, fáciles de hacer, baratos y no ocupan mucho espacio.

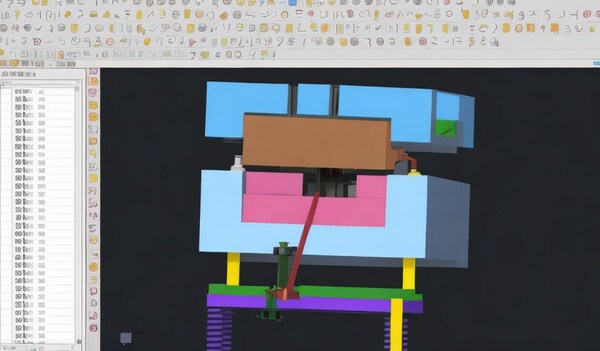
En algunos moldes, como el molde de la cubierta del ordenador portátil, que tiene muchos pequeños eyectores oblicuos, es muy práctico y puede simplificar el mecanismo de expulsión del molde trasero cuando el tamaño del eyector oblicuo es relativamente pequeño o el espacio para el movimiento del eyector oblicuo no es suficiente. Este artículo explica qué es el eyector oblicuo en el moldeo por inyección.
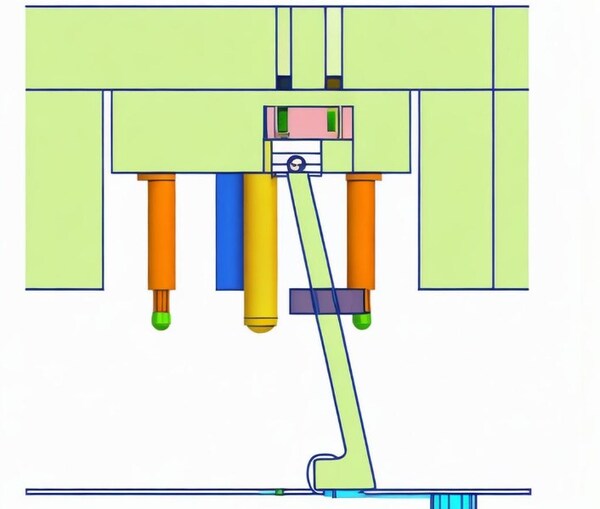
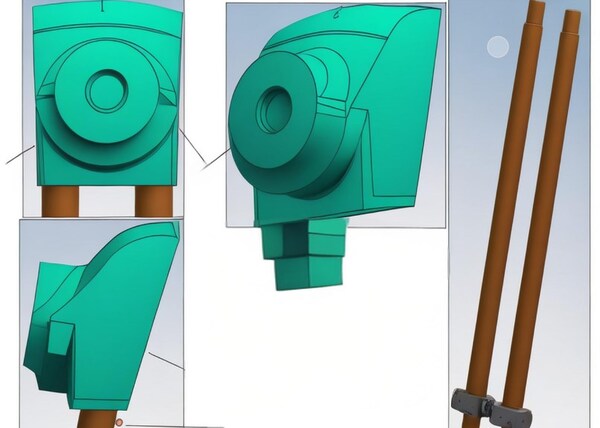
¿Cuáles son los componentes de la estructura del eyector inclinado?
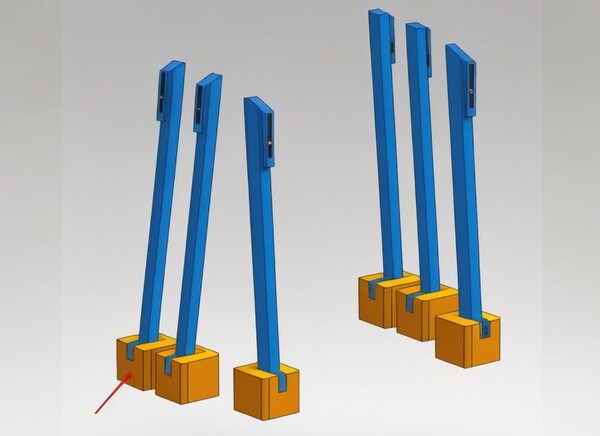
Cabezal eyector inclinado
Es principalmente la parte del molde. La parte inferior de la superficie de la posición socavada se suele hacer en una superficie recta para facilitar el procesamiento y el emparejamiento del molde. Las otras tres superficies serán inclinadas para facilitar el emparejamiento con el pegamento de sellado. La superficie superior de la cabeza del expulsor inclinado se suele rebajar 0,05~0,1 mm por debajo de la superficie de posición de la cola para evitar que el expulsor inclinado raspe la cola durante la expulsión.
Varilla eyectora inclinada
Conecta principalmente el asiento del eyector inclinado y la cabeza del eyector inclinado, y debe soportar la fuerza de eyección durante la eyección inclinada.
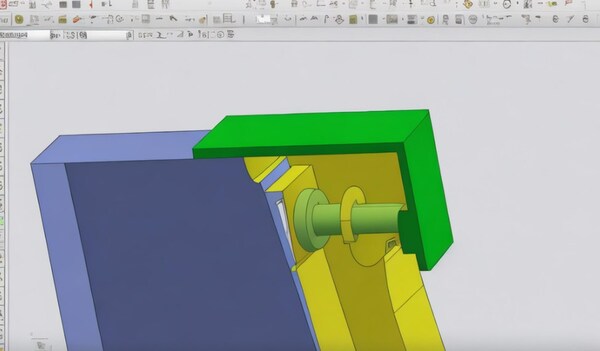
Bloque guía
Al procesar el molde, la plantilla móvil se tratará para evitar el aire (reducir la fricción) para reducir la distorsión y la deformación, y se añade un bloque guía para facilitar la posición y el ajuste con precisión.

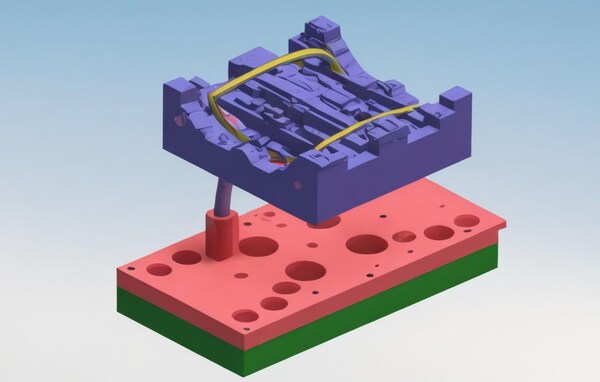
Manguito guía (aleación de cobre + grafito)
Hay dos manguitos de guía para la lubricación y el guiado en el elevador combinado. La varilla del elevador se desgasta tras un movimiento prolongado. La adición de manguitos guía puede reducir el desgaste y facilitar el mantenimiento y la sustitución cuando hay un problema de precisión.

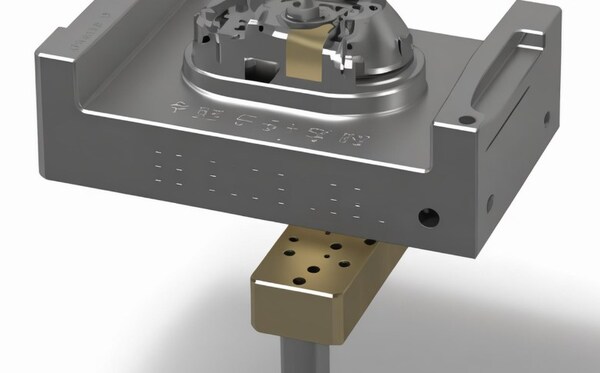
Asiento elevable
En el elevador integral, los métodos de guiado suelen incluir la guía de ranura en "T" y la guía de pasador. La guía de pasador es la más utilizada, ya que es fácil de procesar e instalar. El precio de la guía de ranura en "T" es ligeramente superior, y se requiere una base en "T" por separado. El procesamiento y la adaptación también son más complicados que en el caso de la guía de pasador.

¿Cuáles son los materiales aplicables a los elevadores por inyección?
Cr12Mov Material de acero
El Cr12Mov es un acero aleado con alto contenido en carbono de gran calidad, con una dureza y resistencia muy elevadas, y que puede soportar altas temperaturas y un uso prolongado. Tiene una excelente resistencia a la corrosión, alta resistencia al impacto, buen rendimiento de procesamiento, buena resistencia al desgaste, etc. Los elevadores Cr12Mov suelen ser adecuados para la fabricación de moldes de gran tamaño, ya que estos moldes deben soportar una enorme presión.

45# Material de acero
45# El acero 45# es un acero con bajo contenido en carbono muy utilizado en la producción de moldes de inyección de tamaño pequeño y mediano. Tiene buena maquinabilidad y tenacidad, y es relativamente barato. Sin embargo, la dureza de este material es baja, y sólo es adecuado para algunos moldes más pequeños que no necesitan soportar altas presiones.

SKD11 Material de acero
El acero SKD11 es un acero para herramientas de trabajo en frío muy utilizado en la fabricación de moldes de inyección por su resistencia y resistencia al desgaste. Tiene buena dureza, excelente resistencia a la corrosión y buena maquinabilidad. Puede soportar altas temperaturas y altas presiones sin deformarse, por lo que es muy adecuado para la producción de moldes de inyección de gran tamaño. productos moldeados por inyección.

H13 Material de acero
El acero H13 es uno de los mejores aceros para moldes. Tiene gran estabilidad térmica, buena dureza y tenacidad, gran resistencia al desgaste y al calor, etc. El acero H13 se utiliza en muchos tipos de moldes de plástico porque es muy bueno, especialmente para fabricar moldes que duran mucho tiempo y se utilizan mucho.
Material de acero S136
El acero S136 es un acero inoxidable de alta calidad. Tiene alta resistencia, buena resistencia al desgaste, alta precisión y fuerte resistencia a la corrosión. El acero S136 suele utilizarse para fabricar piezas de alta precisión en productos moldeados por inyección, como equipos electrónicos, equipos médicos y piezas mecánicas.

¿Cuáles son las ideas a tener en cuenta en el diseño de un elevador?
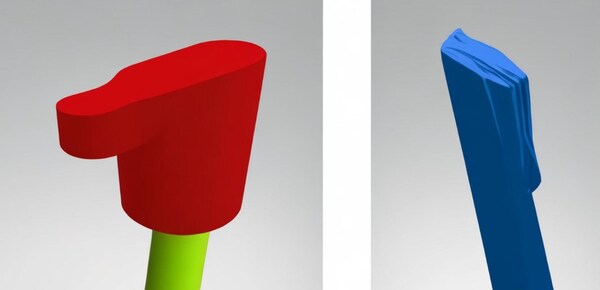
El expulsor inclinado es un tipo de sistema de expulsión. Cuando hay un socavado en la pieza, no es conveniente hacer la posición, pero es conveniente hacer el eyector inclinado, el eyector inclinado se debe utilizar para la eyección.

Otra situación es como se muestra en , cuando un hueso profundo y largo es expulsado por un eyector recto, el hueso es fácil de pegarse al eyector recto, y no es fácil tomar la parte, por lo que el eyector inclinado debe ser utilizado para la expulsión.

El eyector inclinado se divide en eyector inclinado de molde trasero y eyector inclinado de molde delantero. El eyector inclinado no puede utilizarse para el mismo material que el núcleo. Debe ser más duro por un nivel. El eyector inclinado más pequeño utiliza FDAC ,

Ideas de diseño de elevadores de moldeo por inyección
En primer lugar, calcular la carrera de disparo del eyector inclinado. A continuación, calcular la pendiente del eyector inclinado en función de la carrera de expulsión. A continuación, determine la posición de sellado del eyector inclinado en dirección lateral. Es preferible que la posición de sellado sea horizontal, pero también puede utilizarse el sellado vertical.

Si se utiliza el sellado vertical, tenga en cuenta que la posición de la cola de la hebilla del producto puede deformarse lateralmente con el eyector inclinado. Si hay demasiado espacio para que el eyector inclinado se mueva lateralmente, la posición de la cola de la hebilla del producto puede deformarse lateralmente. Si el tiempo es limitado, se puede utilizar el sellado vertical.

A continuación, hacer que la posición de referencia de procesamiento de la parte superior inclinada, y la posición de referencia de procesamiento se basa en la dirección de la posición de cola para salir; desde la posición de referencia de procesamiento, hacer que la superficie inclinada de la parte superior inclinada hacia abajo para ajustar el espesor de la parte superior inclinada en la dirección de movimiento lateral.

Cuando la longitud total de la parte superior inclinada es inferior a 100 mm, se garantiza que el grosor de la parte superior inclinada sea de al menos 6 mm. Si la longitud total es superior a 100 mm, el grosor de la parte superior inclinada debe ser de al menos 8 mm. Si no se puede conseguir este grosor, acorte la longitud total de la parte superior inclinada.
Pegue los dos lados de la parte superior inclinada. La fuerza y la posición de la parte superior inclinada determinará la cantidad de pegamento a utilizar.

Si la fuerza no es suficiente, utiliza más pegamento. Asegúrate de que el pegamento cubre los lados de la parte superior inclinada. Haz un agujero en la plantilla para que pase la parte superior inclinada, y haz un bloque para la parte superior inclinada. Diseña el asiento para la parte superior inclinada, e intenta evitar las esquinas afiladas.

¿Cuáles son las precauciones para la estructura superior inclinada?
La distancia de expulsión de la parte superior inclinada no será demasiado alta
Normalmente, la distancia de eyección de la parte superior inclinada no será demasiado alta, lo que es fácil de romper. La distancia de expulsión de la parte superior inclinada del molde que puede lograr una producción totalmente automatizada es mayor que la de la parte superior inclinada del recogedor semiautomático para evitar una fuerza desigual cuando el robot recoge el producto y no consigue sacarlo.

Distancia de expulsión totalmente automática = distancia del producto (H) + valor de seguridad (K) 5,00~10,00mm; distancia de expulsión de producción semiautomática = altura del producto (H) X (2/3) .
El ángulo de inclinación de la parte superior es de 3°~15°.
El rango de ángulo de la parte superior inclinada es de 3°~15°, y el mejor es de 3°~8°. Cuando el ángulo de la parte superior inclinada es superior a 12°, además de considerar la resistencia, la varilla de la parte superior inclinada también necesita estar equipada con una varilla auxiliar para evitar que la parte superior inclinada se deforme y se rompa debido a un par excesivo durante la producción.

El fenómeno de que el producto se pegue a la parte superior inclinada es muy probable que se produzca en la producción. El método habitual consiste en aumentar la pendiente de desmoldeo del producto. Al diseñar, debe evitarse que la parte superior inclinada tenga demasiadas nervaduras.
El eyector inclinado no debe ser demasiado fino
No haga el eyector inclinado demasiado fino. El grosor (diámetro) mínimo del eyector inclinado en productos pequeños es de 3,00mm. En productos de más de 500,00 mm, el grosor (diámetro) mínimo del eyector inclinado no debe ser inferior a 25,00 mm para evitar que el eyector inclinado se deforme y se rompa debido a un par de torsión excesivo durante la producción.

El eyector inclinado forma parte del sistema de expulsión, que es lo mismo que utilizar un pasador eyector para expulsar la pieza. No es necesario colocar un pasador eyector en el mismo lugar que el eyector inclinado para evitar interferencias entre el eyector inclinado y el pasador eyector. Es necesario simular para ver si hay interferencia entre el eyector inclinado y el pasador eyector.Elevador de moldeo por inyección.
¿Cuál es la función del molde de estructura de los elevadores de moldeo por inyección?
Hay varias razones por las que el industria del moldeo por inyección de plásticos necesita un molde con una estructura eyectora inclinada. Aquí están los principales:

Mejorar el rendimiento de extrusión del molde
En el proceso de fabricación del molde, normalmente añadimos un eyector inclinado a un lado del molde para ayudar al flujo y escape del material. El eyector inclinado puede reducir la resistencia del flujo de material y hacer que el material fluya más suavemente. Esto puede mejorar la velocidad de extrusión y la eficiencia del molde.

Optimizar el rendimiento de llenado del molde
Cuando se hace moldeo por inyección, se desea que el material llene todo el molde y llegue a todos los rincones. El diseño en ángulo de la parte superior ayuda cuando las púas de las piezas de plástico no quieren salir fácilmente del molde,

Así se consigue un mejor llenado del molde. El principio de movimiento es también cambiar el movimiento vertical de la apertura y cierre del molde en movimiento horizontal, a fin de completar el núcleo lateral tirando.
Mejorar la calidad del producto
En el molde de inyección, la posición y el ángulo de la parte superior inclinada están estrechamente relacionados con la calidad de la apariencia del producto moldeado por inyección. Un ajuste razonable de la posición y el ángulo de la parte superior inclinada puede hacer que el molde se cierre herméticamente, reducir en gran medida las burbujas en el interior del producto moldeado por inyección y mejorar la calidad del aspecto y el acabado de la superficie del producto moldeado por inyección.

La estructura superior inclinada puede hacer que el material llene el molde más suavemente, evitar interferencias con el interior del producto y mejorar la calidad y precisión del producto.

Mejorar la eficacia de la producción
El molde de estructura de embutición inclinada puede hacer que la varilla del núcleo se deslice a través del control de pendiente durante el proceso de moldeo por inyección, acortar el tiempo de moldeo del producto y el ciclo de producción, y mejorar la eficiencia de la producción.

Mejorar la precisión del producto
La varilla central del molde de estructura de embutición inclinada puede permanecer estable durante el proceso de deslizamiento, evitando interferencias con el interior del producto y mejorando la precisión y la calidad del producto.
Evite los atascos de moho durante la apertura y el cierre
Cuando el molde se abre y se cierra, a veces el hueco entre los moldes se hace más pequeño o desaparece por alguna razón, provocando un serio atasco. Aquí es cuando la parte superior inclinada resulta útil. La estructura inclinada y el dispositivo flotante de la parte superior inclinada hacen que el molde sea más suave durante el proceso de apertura y cierre, lo que ayuda a resolver el problema del atasco del molde.

Prolongar la vida útil del molde
Cuando se utiliza el molde de inyección, el plano del molde no está rectificado en toda la superficie, e incluso se produce un desgaste local, lo que puede reducir fácilmente la separación entre las plantillas y aumentar la probabilidad de atasco.

El diseño de la parte superior inclinada puede aliviar eficazmente el problema de la brecha entre los moldes, y al mismo tiempo, también puede minimizar la fuerza de impacto entre las plantillas y prolongar la vida útil del molde.
Reducir la tensión residual
El diseño del molde con estructura de embutición oblicua puede reducir la generación de tensiones residuales durante el proceso de moldeo por inyecciónque es bueno para mejorar la precisión dimensional y la estabilidad del producto.

Reducir los costes de producción
El diseño del molde de estructura de embutición oblicua puede reducir la dificultad y el coste de fabricación del molde, y también puede reducir el coste de mantenimiento y la tasa de desechos durante el proceso de producción, reduciendo así el coste total de producción.

Mejorar la competitividad del mercado
El uso de moldes de estructura eyectora inclinada puede producir productos de mayor calidad, mejorar el valor añadido y la competitividad de los productos en el mercado, y ayudar a las empresas a ganar más cuota de mercado en la feroz competencia del mercado.
Conclusión
En el diseño de moldes de inyección de plástico, con el fin de hacer frente a la cavidad del molde complejo 、 diseño de moldes complejos y mejorar la eficiencia de inyección del molde, por lo general es necesario diseñar un mecanismo de eyección del molde más simple.

Especialmente bajo alta presión de inyección, la aplicación racional de mecanismos eyectores de movimiento vertical y horizontal (como los pasadores eyectores) y los elevadores de moldes pueden mejorar eficazmente el efecto del moldeo por inyección de plástico mejorado.

El diseño de la placa eyectora y del elevador del molde de inyección contribuye a garantizar un desmoldeo suave de los productos, optimizando así el proceso global de producción.

El eyector inclinado es un componente clave en el proceso de inyección. Se utiliza para tratar las socavaduras del producto y garantizar un desmoldeo sin problemas.

El eyector inclinado tiene una estructura sencilla y un bajo coste. Puede fabricarse con diversos aceros, como Cr12Mov, acero 45# y SKD11, y es adecuado para moldes de diferentes tamaños y necesidades.

El diseño del eyector inclinado implica el ángulo del eyector inclinado, la distancia de eyección y la selección de materiales. Debe prestarse atención a la resistencia estructural y al espacio de movimiento.

Mediante la optimización del diseño del eyector inclinado, se puede mejorar el rendimiento de llenado, la eficiencia de producción y la calidad del producto del molde, prolongar la vida útil del molde y reducir el coste de producción.

En resumen, la aplicación razonable del eyector inclinado no sólo optimiza el proceso de producción, sino que también mejora la competitividad del mercado y garantiza la precisión y fiabilidad del producto final.






