 تخطي إلى المحتوى
تخطي إلى المحتوى 
خدمات الطباعة الحجرية المجسمة (SLA) ثلاثية الأبعاد
أطلق العنان للدقة مع الطباعة المجسمة ثلاثية الأبعاد (SLA). اكتشف الجودة والابتكار اليوم.

الدليل الكامل للطباعة المجسمة ثلاثية الأبعاد (SLA) للطباعة المجسمة (SLA)
ما هي طباعة SLA ثلاثية الأبعاد وما أهميتها؟
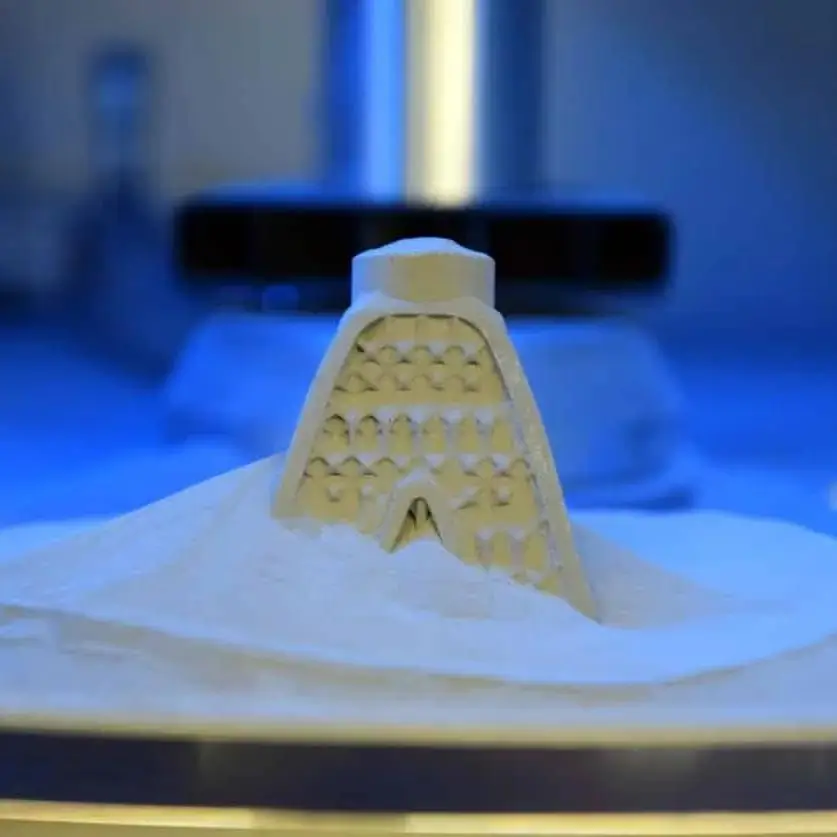
الطباعة الحجرية المجسمة، والمعروفة باسم SLA، هي عملية تصنيع مضافة قوية تنتمي إلى عائلة البلمرة الضوئية في الحوض. وقد اخترعها تشاك هال في ثمانينيات القرن الماضي، وكانت أول تقنية طباعة ثلاثية الأبعاد يتم تسويقها تجارياً، مما وضع الأساس للصناعة بأكملها. ينطوي المبدأ الأساسي لتقنية SLA على استخدام حزمة مركزة من الأشعة فوق البنفسجية (UV)، عادةً ما تكون ليزر، لمعالجة وتصلب طبقة راتنج البوليمر الضوئي السائل طبقة تلو الأخرى بشكل انتقائي، وبناء جسم ثلاثي الأبعاد من تصميم رقمي.
يُعدّ جيش تحرير السودان في جوهره عملية كيميائية ضوئية. وهي تبدأ بحوض من راتنج البوليمر الضوئي السائل الحساس للأشعة فوق البنفسجية. ويتتبع ليزر الأشعة فوق البنفسجية، الموجه بدقة بواسطة نظام مرايا يسمى الجلفانومترات، هندسة المقطع العرضي لطبقة واحدة من نموذج ثلاثي الأبعاد على سطح هذا الراتنج. وتؤدي طاقة الأشعة فوق البنفسجية المركّزة إلى تفاعل كيميائي - البلمرة - مما يحول الراتنج السائل إلى بلاستيك صلب على الفور. بعد اكتمال طبقة واحدة، تتحرك منصة البناء بمقدار ضئيل، وتتكرر العملية حتى يتم تشكيل الجسم بأكمله. هذه الطريقة هي التي تسمح لجيش تحرير السودان الحر بإنتاج أجزاء ذات مستوى من التفاصيل وجودة السطح لا يمكن للعديد من التقنيات الأخرى أن تضاهيها.
لماذا تُعد اتفاقية مستوى الخدمة حجر الزاوية في التصنيع الحديث؟
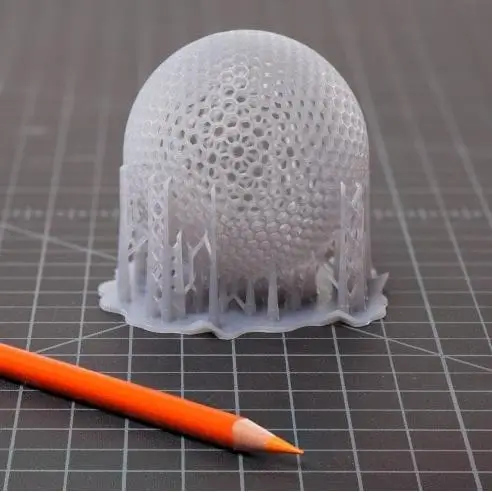
تُعد تقنية جيش تحرير السودان مهمة لأنها تضع معيار الصناعة للنماذج الأولية والأجزاء عالية الدقة. إن قدرتها على إنتاج ميزات صغيرة تصل إلى بضع عشرات من الميكرونات مع تشطيبات سطحية ناعمة بشكل لا يصدق تشبه الحقن المصبوب تقريبًا تجعلها لا غنى عنها للتطبيقات التي تكون فيها الجماليات والتفاصيل الدقيقة ذات أهمية قصوى.
من الأجهزة الطبية إلى الإلكترونيات الاستهلاكية، أصبح اتفاق مستوى الخدمة أداة حاسمة للابتكار. فهي تسرّع دورة تطوير المنتج من خلال تمكين التكرار السريع. يمكن للمصمم الحصول على جزء مادي في متناول اليد في غضون ساعات أو أيام، بدلاً من أسابيع أو أشهر. تسمح حلقة التغذية الراجعة السريعة هذه بوصول منتجات أفضل وأكثر دقة إلى السوق بشكل أسرع. وقد أتاح تعدد استخداماتها في المواد، بما في ذلك الخيارات المتوافقة حيويًا والقابلة للصب والخيارات ذات درجة الحرارة العالية، إمكانيات جديدة في مجالات مثل طب الأسنان والمجوهرات والهندسة المتخصصة، مما يعزز مكانتها كتقنية حيوية وليست مجرد تقنية تاريخية.
- النماذج الأولية المرئية: يسمح للمصممين والمهندسين بإنشاء نماذج "شكل ومظهر" واقعية تمثل بدقة مظهر المنتج النهائي.
- اختبار الشكل والملاءمة: تضمن الدقة العالية لجيش تحرير السودان الجنوبي إمكانية استخدام الأجزاء للتحقق من خلوص التجميع والواجهات الميكانيكية قبل الالتزام بالأدوات المكلفة.
- الأشكال الهندسية المعقدة: يمكن أن ينشئ جيش تحرير السودان الجنوبي قنوات داخلية معقدة وأشكالاً عضوية معقدة وميزات دقيقة يستحيل إنتاجها بالطرق الطرح التقليدية مثل التصنيع باستخدام الحاسب الآلي.
كيف تعمل طباعة SLA ثلاثية الأبعاد خطوة بخطوة؟
يعد فهم عملية اتفاقية مستوى الخدمة أمرًا أساسيًا لتقدير قدراتها. إن الرحلة من ملف رقمي إلى كائن مادي هي تسلسل دقيق ومضبوط للغاية من الأحداث.
الخطوة 1: إعداد نموذج ثلاثي الأبعاد وتقطيعه:
تبدأ العملية بنموذج رقمي ثلاثي الأبعاد، يتم إنشاؤه عادةً في برنامج التصميم بمساعدة الحاسوب (CAD). تنسيق الملف والتقطيع:
- تصدير النموذج: يُصدَّر نموذج CAD بتنسيق ملف قابل للطباعة ثلاثية الأبعاد، وغالبًا ما يكون STL (لغة التغطية بالفسيفساء القياسية) أو OBJ. يمثل هذا التنسيق سطح النموذج ثلاثي الأبعاد كشبكة من المثلثات.
- برامج التقطيع: ثم يتم استيراد ملف STL إلى برنامج "تشريح" متخصص. يقوم هذا البرنامج "بتقطيع" النموذج رقميًا إلى مئات أو آلاف الطبقات الأفقية الرقيقة.
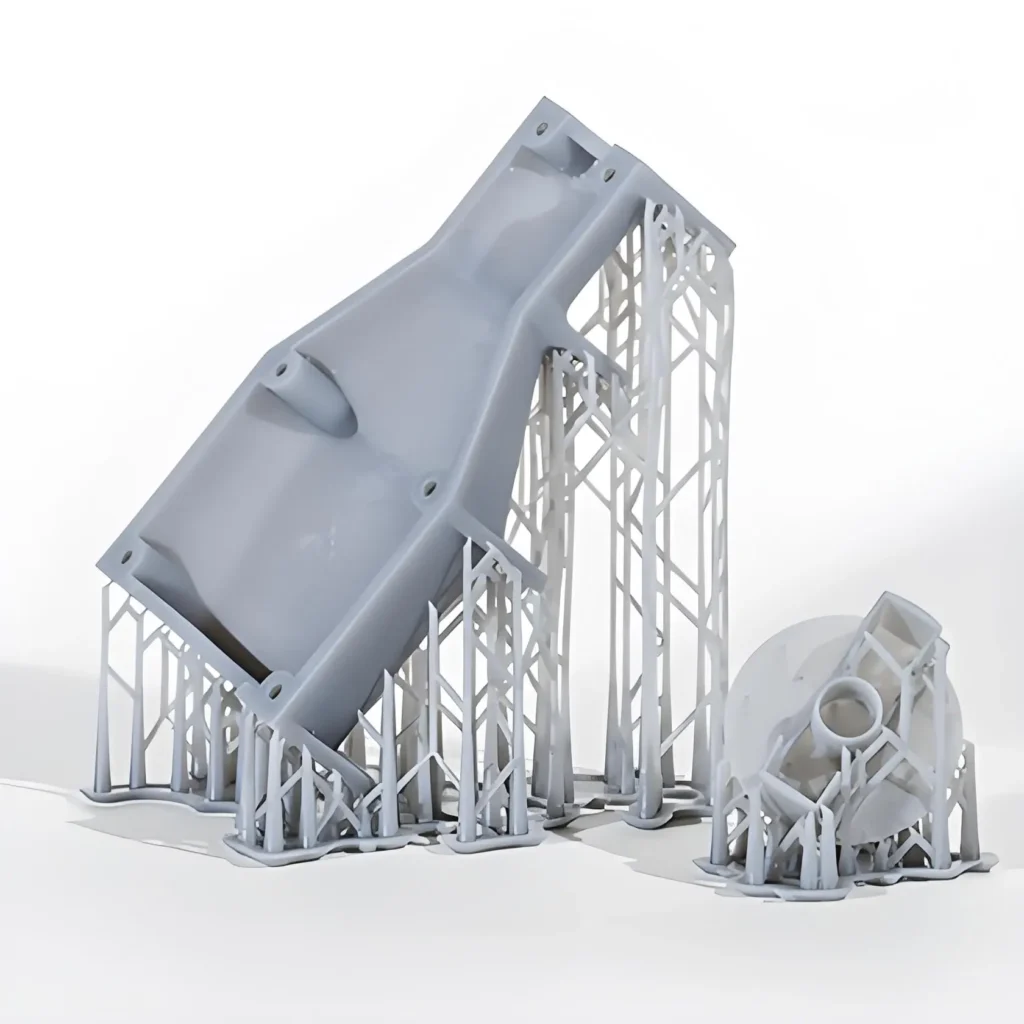
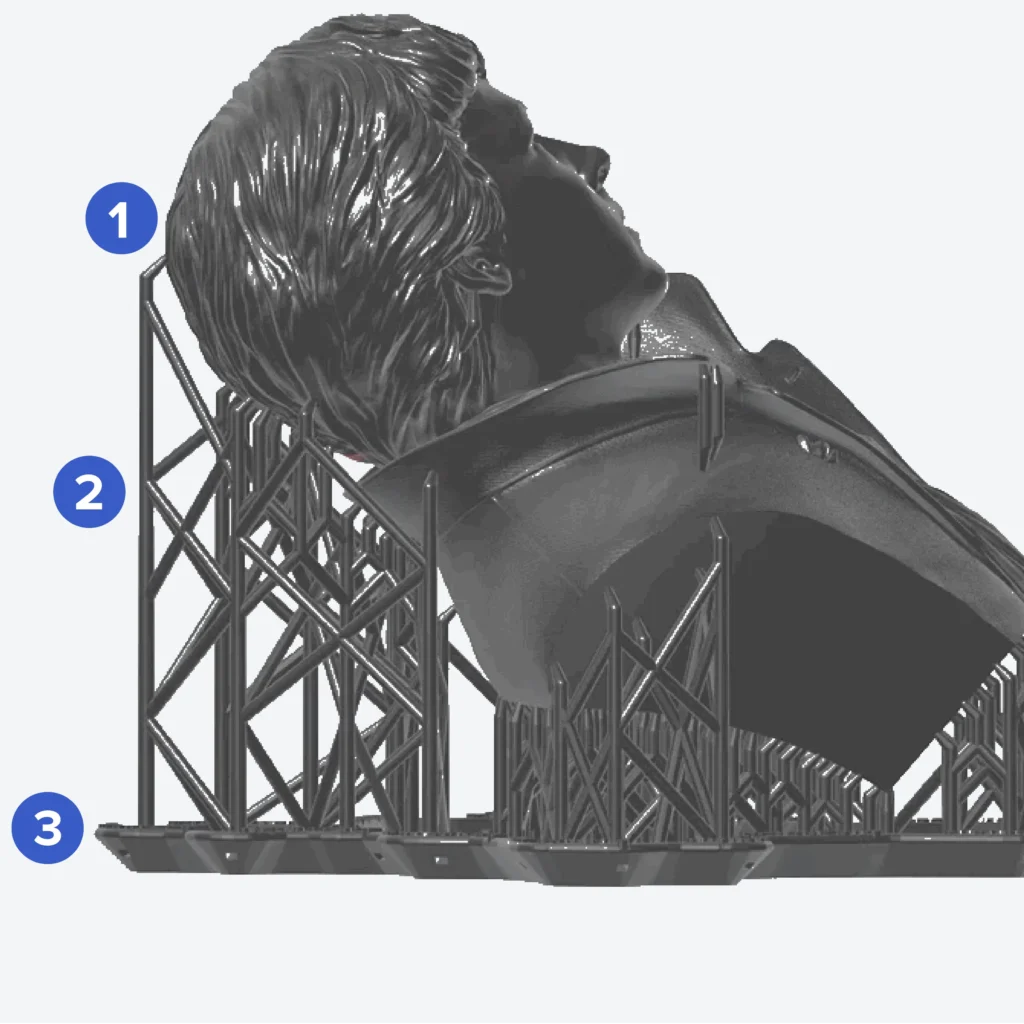
- التوجيه والدعم: في هذه المرحلة، يقوم المشغّل أو المصمم بتوجيه الجزء داخل حجم البناء الافتراضي لتحسين وقت الطباعة وجودة السطح والقوة. ثم ينشئ البرنامج تلقائيًا هياكل الدعم اللازمة - ركائز رقيقة تشبه الشبكة التي تثبت الجزء على منصة البناء وتدعم البروز والجزر لمنعها من التدلي أو الانفصال أثناء الطباعة.

الخطوة 2: إعداد الماكينة وإعداد المواد:
قبل أن تبدأ الطباعة، يجب تجهيز ماكينة SLA. قائمة مراجعة ما قبل الطباعة:
- حوض الراتنج: يتم ملء خزان الراتنج، أو الحوض، بالراتنج السائل المختار. من الضروري التأكد من عدم وجود فقاعات أو جزيئات معالجة من المطبوعات السابقة.
- بناء المنصة: يتم تثبيت منصة البناء بإحكام ومعايرتها بدقة للتأكد من أنها مستوية تمامًا وعلى ارتفاع البداية الصحيح بالنسبة لسطح الراتنج.
- تحميل الملفات: يتم إرسال الملف المقطّع إلى الطابعة ثلاثية الأبعاد، الذي يحتوي الآن على تعليمات كل طبقة على حدة (G-code).
الخطوة 3: دورة المعالجة طبقة تلو الأخرى:
هذا هو جوهر عملية الطباعة بجودة عالية SLA، وتتكرر لكل طبقة من طبقات الجسم. حلقة الطباعة
- التصاق الطبقة الأولية: تنخفض منصة البناء في وعاء الراتنج، تاركةً مساحة مساوية لارتفاع الطبقة (عادةً 25-100 ميكرون) بين المنصة وقاع الوعاء.
- المعالجة بالليزر: يتم تنشيط ليزر الأشعة فوق البنفسجية عالي الدقة. يتم توجيهه بواسطة أجهزة الجلفانومتر التي يتم التحكم فيها بالكمبيوتر، ويقوم بمسح المقطع العرضي للطبقة الأولى بسرعة، مما يؤدي إلى تصلب الراتنج الذي يلامسه.
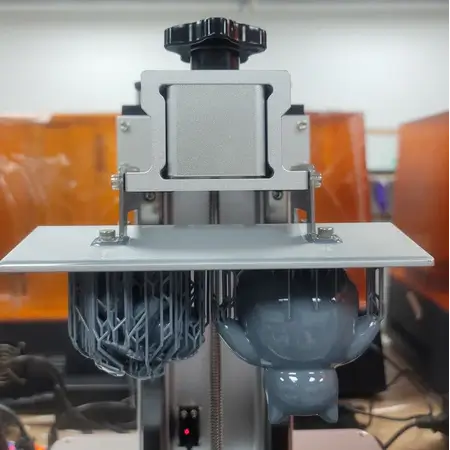
- حركة المنصة: بمجرد أن تتم معالجة الطبقة بالكامل، تتحرك منصة البناء إلى أعلى (في معظم أنظمة SLA "المقلوبة" الحديثة)، مما يؤدي إلى تقشير الطبقة الصلبة المشكلة حديثًا بعيدًا عن قاع الحوض.
- إعادة طلاء الراتنج: تمسح شفرة أو آلية إعادة الطلاء عبر الوعاء لضمان الحصول على طبقة جديدة وناعمة ومتسقة من الراتنج السائل جاهزة للتمريرة التالية.
- التكرار: تنخفض منصة البناء مرة أخرى، ويعالج الليزر الطبقة التالية بالليزر، ويدمجها بالطبقة التي تحتها. تستمر هذه الدورة حتى يكتمل الجزء.
الخطوة 4: إزالة الجزء والتنظيف الأولي:
بمجرد طباعة الطبقة النهائية، ترتفع منصة البناء من وعاء الراتنج، كاشفة عن الجزء النهائي، والذي يشار إليه الآن بالجزء "الأخضر". وهو لا يزال مغطى بالراتنج السائل غير المعالج ولم يصل بعد إلى خصائصه الميكانيكية النهائية. يقوم المشغل بفصل الجزء وهياكله الداعمة بعناية من منصة البناء، ويكون جاهزًا لسير العمل الأساسي لما بعد المعالجة.
ما هي المواد المستخدمة في طباعة SLA؟
يتم تحديد تعدد استخدامات جيش تحرير السودان إلى حد كبير من خلال مجموعة واسعة من راتنجات البوليمر الضوئي. وهذه الراتنجات عبارة عن بوليمرات متصلبة بالحرارة، مما يعني أنه بمجرد معالجتها، لا يمكن إذابتها مرة أخرى إلى شكل سائل. تتم صياغة كل نوع من الراتنجات بإضافات محددة لتحقيق خصائص ميكانيكية وحرارية وبصرية مميزة.
1. فهم راتنجات البوليمر الضوئي:
راتنجات SLA عبارة عن مخاليط كيميائية معقدة. والمكونات الأساسية هي:
- المونومرات والأوليغومرات: لبنات البناء الأساسية للبلاستيك.
- البادئات الضوئية: الجزيئات التي تمتص الأشعة فوق البنفسجية وتبدأ تفاعل البلمرة.
- المضافات: الحشوات والأصباغ والمواد الكيميائية الأخرى التي تعدل خصائص المادة النهائية (مثل الصلابة والمرونة واللون ومقاومة الحرارة).
2. الأنواع الشائعة من راتنجات جيش تحرير السودان وتطبيقاتها:
① الراتنجات القياسية:
- الخصائص: هذه هي أدوات العمل ذات الأغراض العامة لجيش تحرير السودان. فهي توفر دقة عالية للغاية ولمسة نهائية ناعمة للغاية للسطح، وهي ممتازة لالتقاط التفاصيل الدقيقة. ومع ذلك، فإنها تميل إلى أن تكون هشة نسبيًا وذات قوة تأثير ومقاومة حرارية منخفضة.
- التطبيقات: مثالية للنماذج الأولية المرئية والنماذج التصورية والفنية والتماثيل والأجزاء التي تكون فيها الجماليات أكثر أهمية من الأداء الميكانيكي.
② راتنجات هندسية (قوية ومتينة):
- الخصائص: صُممت لمحاكاة اللدائن الحرارية الهندسية الشائعة مثل ABS وPP. توفر هذه الراتنجات توازنًا فائقًا بين القوة والصلابة ومقاومة الصدمات. صُممت الراتنجات "القوية" لتتحمل الإجهاد والإجهاد، بينما توفر الراتنجات "المتينة" مقاومة عالية للتآكل والمرونة.
- التطبيقات: النماذج الأولية، والتركيبات والتركيبات الوظيفية، والتركيبات والتركيبات الجاهزة، والحاويات ذات التركيبات القابلة للتركيب المفاجئ، وقطع الاستخدام النهائي التي تتطلب أداءً ميكانيكيًا قويًا.
③ الراتنجات المرنة والمرنة:
- الخصائص: تحاكي هذه المواد خواص المطاط أو السيليكون، مع درجات متفاوتة من المرونة والمرونة تقاس بصلابة شور (على سبيل المثال، 50A، 80A). يمكن ثنيها وتمديدها وضغطها بشكل متكرر.
- التطبيقات: الحشيات، والأختام، والموانع المانعة للتسرب، والمقابض ناعمة الملمس، والأجهزة القابلة للارتداء، والنماذج التشريحية للمحاكاة الجراحية، والنماذج الأولية للمنتجات المرنة.
④ راتنجات قابلة للصب:
- الخصائص: تم تصميم هذا الراتنج المتخصص بمحتوى عالٍ من الشمع. وتتمثل الخاصية الرئيسية في "احتراقه" النظيف أثناء عملية الصب الاستثماري - فهو يتحول إلى رماد وغاز بأقل قدر من البقايا عند تسخينه في الفرن. وهذا يترك تجويفاً مثالياً في قالب الاستثمار.
- التطبيقات: المادة المستخدمة في صناعة المجوهرات (إنشاء الأنماط الرئيسية للخواتم والقلادات) وطب الأسنان (أنماط التيجان والجسور).
⑤ الراتنجات عالية الحرارة:
- الخصائص: صُممت هذه الراتنجات لإظهار درجة حرارة انحراف حراري عالية (HDT)، وهي درجة الحرارة التي تبدأ عندها المادة في التشوه تحت حمل معين. يمكن أن تتحمل درجات حرارة تزيد عن 200 درجة مئوية (392 درجة فهرنهايت) بعد المعالجة اللاحقة.
- التطبيقات: قوالب حقن النماذج الأولية (لعمليات التشغيل القصيرة)، وتركيبات اختبار تدفق الهواء الساخن والسوائل، والمكونات المقاومة للحرارة، وحوامل الإضاءة والإلكترونيات.
⑥ الراتنجات الطبية والمتوافقة حيوياً:
- الخصائص: تم تطوير هذه الراتنجات للاستخدامات الطبية وطب الأسنان، وهي معتمدة للتوافق الحيوي (على سبيل المثال ISO 10993) للتوافق الحيوي مع الجلد أو الأغشية المخاطية. وهي مقاومة لطرق التعقيم مثل التعقيم بالأوتوكلاف.
- التطبيقات: الأدلة الجراحية المخصصة، والمعينات السمعية، ونماذج الأسنان، والجبائر، وغيرها من الأجهزة الطبية الخاصة بالمريض. يلزم الالتزام الصارم ببروتوكولات التصنيع وما بعد المعالجة.
⑦ راتنجات مملوءة بالسيراميك:
- الخصائص: وهي مواد مركبة حيث يتم ملء راتنج البوليمر بجزيئات السيراميك. وينتج عن ذلك أجزاء صلبة بشكل استثنائي وثابتة حرارياً وذات ملمس ناعم غير لامع. ومع ذلك، فهي أكثر هشاشة من الراتنجات الهندسية الأخرى.
- التطبيقات: الأجزاء التي تتطلب صلابة قصوى وثباتًا حراريًا شديدًا حيث لا تشكل الهشاشة مصدر قلق، مثل نماذج نفق الرياح والتركيبات المتخصصة.

ما هي المزايا الرئيسية لطباعة SLA ثلاثية الأبعاد؟
ترجع الشعبية الدائمة لجيش تحرير السودان إلى مجموعة فريدة من المزايا التي تجعله الخيار الأمثل لمجموعة واسعة من التطبيقات.
1. دقة وتفاصيل دقيقة لا مثيل لها:
تكمن الميزة الأساسية لطابعات SLA في دقتها. فحجم بقعة الليزر المستخدمة في طابعات SLA صغير للغاية (غالباً ما يتراوح قطرها بين 80 و140 ميكرون)، مما يسمح لها برسم ميزات دقيقة للغاية وحواف حادة. هذه الدقة لا مثيل لها في معظم تقنيات الطباعة الأخرى، وخاصةً تقنية FDM، مما يجعل من طابعات SLA المعيار الذهبي للأجزاء ذات التفاصيل المعقدة.
2. لمسة نهائية استثنائية للسطح:
نظرًا لأن جيش تحرير السودان يقوم ببناء الأجزاء عن طريق معالجة سائل، فإن الأسطح الناتجة تكون ناعمة للغاية وغير مسامية. وغالبًا ما تكون انتقالات الطبقات غير مرئية للعين المجردة، مما يعطي الجزء النهائي مظهرًا مشابهًا للجزء النهائي الذي يتم إنتاجه عن طريق القولبة بالحقن. وهذا يلغي الحاجة إلى المعالجة اللاحقة المكثفة للحصول على تشطيبات عالية الجودة، مما يوفر الوقت والعمالة.
3. تعدد استخدامات المواد للتطبيقات المتخصصة:
كما هو مفصّل في قسم المواد، فإن اتساع نطاق راتنجات جيش تحرير السودان الإلكتروني المتاحة يعد ميزة كبيرة. فالقدرة على الاختيار من بين المواد المتينة أو المرنة أو القابلة للصب أو المقاومة للحرارة أو المتوافقة حيويًا تعني أنه يمكن استخدام جيش تحرير السودان لا في النماذج الأولية فحسب، بل في مجموعة كبيرة من التطبيقات الوظيفية ذات الاستخدام النهائي في مختلف الصناعات.
4. الأجزاء المانعة للماء والمتساوية الخواص:
تُنشئ عملية الترابط الكيميائي بين الطبقات في جيش تحرير السودان أجزاءً كثيفة ومُحكمة الإغلاق تمامًا من الطابعة مباشرةً. وعلاوة على ذلك، ينتج عن هذه الرابطة الكيميائية القوية أجزاء متساوية الخواص إلى حد كبير، مما يعني أن خواصها الميكانيكية (مثل قوة الشد) تكون متناسقة على طول المحاور الثلاثة (X وY وZ). وهذا يتناقض بشكل صارخ مع تقنية FDM، حيث تكون الأجزاء متباينة الخواص وأضعف بكثير على طول المحور Z (بين الطبقات). هذا التباين يجعل أجزاء SLA أكثر موثوقية للتطبيقات الميكانيكية.
5. تسريع دورات تطوير المنتجات:
بالنسبة لإنشاء نموذج أولي واحد عالي الدقة، فإن جيش تحرير السودان سريع بشكل ملحوظ. ويمكنه تحويل تصميم رقمي معقد إلى شيء ملموس بين عشية وضحاها. تمكّن هذه السرعة فرق التصميم من إجراء التكرارات السريعة - طباعة جزء واختباره وإجراء تغييرات في التصميم وطباعة الإصدار التالي في حلقة مستمرة. وهذا يقلل بشكل كبير من الجدول الزمني للتطوير، ويقلل من مخاطر الأخطاء المكلفة في الأدوات، ويؤدي في النهاية إلى منتجات أفضل.

ما هي القيود أو التحديات التي تواجه طباعة SLA؟
على الرغم من قوتها، إلا أن اتفاقية مستوى الخدمة لا تخلو من التحديات. فالفهم الواقعي لمحدوديتها أمر بالغ الأهمية للتنفيذ الناجح.
1. ارتفاع التكاليف المادية والتشغيلية:
تعتبر راتنجات البوليمر الضوئي أغلى بكثير من خيوط اللدائن الحرارية المستخدمة في الطباعة باستخدام تقنية FDM. يمكن أن تكون تكلفة الكيلوغرام الواحد أعلى من 3 إلى 10 أضعاف. بالإضافة إلى ذلك، فإن الماكينة نفسها أكثر تعقيدًا، كما أن المواد الاستهلاكية مثل خزان الراتنج ومنصة البناء لها عمر افتراضي محدود وتتطلب استبدالًا دوريًا، مما يزيد من التكلفة التشغيلية الإجمالية.
2. المعالجة الإلزامية والفوضوية لما بعد المعالجة:
أجزاء SLA ليست جاهزة للاستخدام مباشرة من الطابعة. فهي تتطلب سير عمل متعدد الخطوات بعد المعالجة يستغرق وقتًا طويلاً وفوضويًا. ويشمل ذلك:
- الغسيل: يجب غسل الجزء "الأخضر" جيدًا في مذيب، وعادةً ما يكون كحول الأيزوبروبيل (IPA)، لإزالة جميع الراتنج غير المعالج المتبقي من سطحه.
- المعالجة: يجب بعد ذلك تعريض الجزء المغسول للأشعة فوق البنفسجية وغالبًا ما يتم تعريضه للحرارة في محطة معالجة متخصصة لتحقيق خصائصه الميكانيكية النهائية المثلى. ويتطلب سير العمل هذا معدات مخصصة ومساحة جيدة التهوية والتعامل السليم مع المواد الكيميائية الخطرة.
3. الحساسية للأشعة فوق البنفسجية واحتمالية الهشاشة:
إن راتنجات جيش تحرير السودان القياسي، على وجه الخصوص، عرضة للتدهور بسبب التعرض الطويل لأشعة الشمس (الأشعة فوق البنفسجية). وبمرور الوقت، يمكن أن يتسبب ذلك في زيادة هشاشة الأجزاء وتغير لونها وفقدانها لسلامتها الميكانيكية. في حين أن الطلاءات المقاومة للأشعة فوق البنفسجية يمكن أن تخفف من هذا الأمر، إلا أنها تعتبر من الاعتبارات الرئيسية للأجزاء المخصصة للاستخدام الخارجي طويل الأجل. كما أن العديد من الراتنجات القياسية أكثر هشاشة بطبيعتها من اللدائن الحرارية الهندسية.
4. أحجام البناء الأصغر عموماً:
5. ضرورة وأثر هياكل الدعم:
تتطلب جميع مطبوعات جيش تحرير السودان الجنوبي تقريبًا هياكل دعم لتثبيت الجزء على منصة الإنشاء ودعم أي ميزات متدلية. هذه الدعامات مصنوعة من نفس مادة الجزء نفسه ويجب إزالتها يدويًا أثناء المعالجة اللاحقة. يمكن أن تترك عملية الإزالة هذه نتوءات أو علامات صغيرة على السطح قد تتطلب صنفرة دقيقة لإنشاء تشطيب ناعم تمامًا، مما يزيد من وقت العمل.
كيف يمكن مقارنة SLA بتقنيات الطباعة ثلاثية الأبعاد الأخرى؟
يعتمد اختيار تقنية الطباعة ثلاثية الأبعاد المناسبة كلياً على متطلبات التطبيق من حيث التكلفة والسرعة وخصائص المواد والدقة.
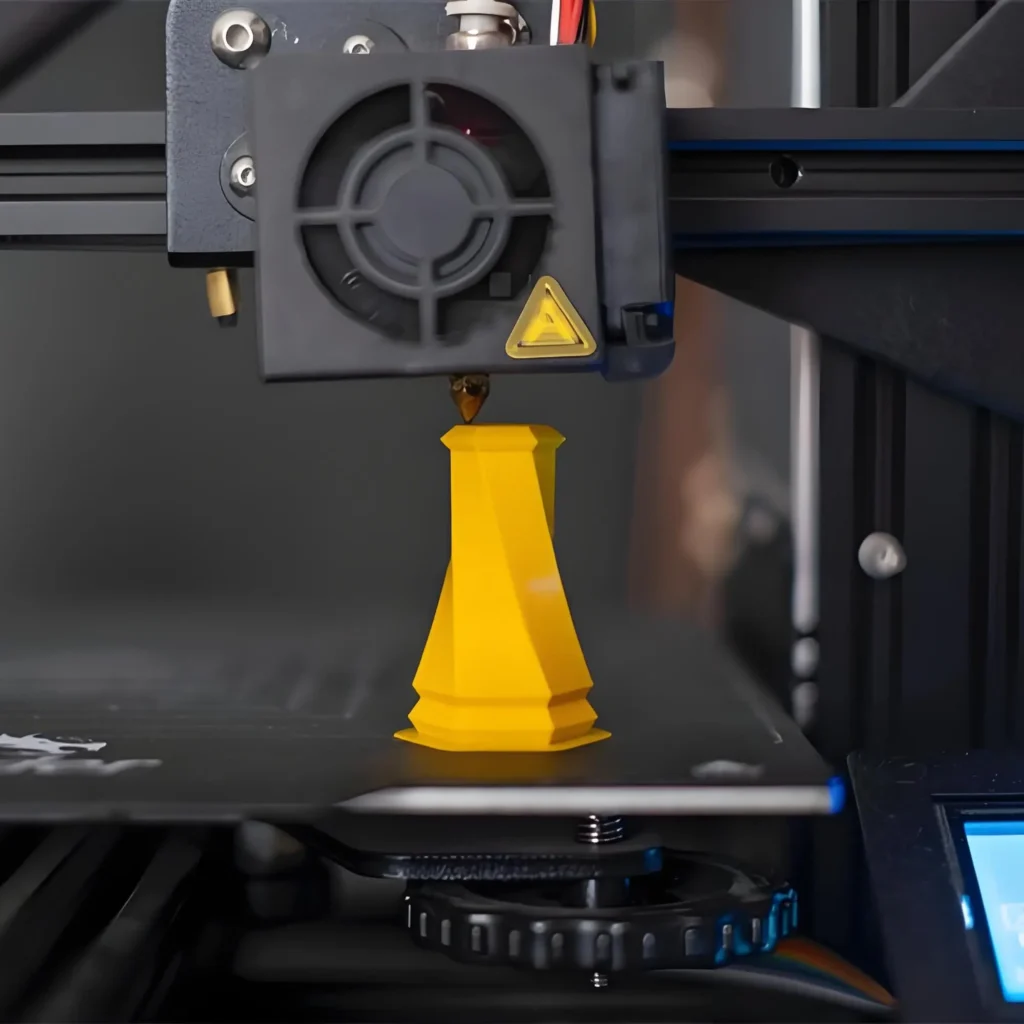
1. جيش تحرير السودان مقابل نمذجة الترسيب المنصهر (FDM):
تُعد FDM أكثر تقنيات الطباعة ثلاثية الأبعاد شيوعًا وسهولة الوصول إليها، حيث تقوم ببثق خيوط البلاستيك الحراري المنصهر طبقة تلو الأخرى.
① الدقة والتفاصيل والتشطيب السطحي:
- جيش تحرير السودان: متفوقة. تنتج أسطحاً ناعمة وتلتقط تفاصيل دقيقة للغاية.
- آلية التمويل الأجنبي المباشر: رديئة. خطوط الطبقات المرئية هي سمة مميزة، ويمكن أن تضيع التفاصيل الدقيقة بسبب القطر الأكبر للفوهة. وغالباً ما تكون هناك حاجة إلى معالجة لاحقة واسعة النطاق للحصول على لمسة نهائية ناعمة.
② التكلفة والبساطة:
- جيش تحرير السودان: تكلفة أعلى لكل من الماكينة والمواد. سير عمل أكثر تعقيداً بسبب المعالجة اللاحقة.
- آلية التمويل الأجنبي المباشر: تكلفة أقل. الآلات والمواد ميسورة التكلفة، والعملية أبسط مع الحد الأدنى من المعالجة اللاحقة.
③ خواص المواد وقوتها:
- جيش تحرير السودان: أجزاء متساوية الخواص ذات قوة جيدة، ولكن الراتنجات القياسية يمكن أن تكون هشة. توفر الراتنجات الهندسية المتخصصة أداءً قويًا.
- آلية التمويل الأجنبي المباشر: تقدم مجموعة واسعة من اللدائن الحرارية الهندسية المتينة (مثل ABS، PETG، PETG، النايلون، البولي كربونات). تكون الأجزاء متباينة الخواص (أضعف بين الطبقات) ولكن يمكن أن تكون قوية جداً ومتينة.
النمذجة بالترسيب المنصهر (FDM)
2. جيش تحرير السودان مقابل التلبيد الانتقائي بالليزر (SLS):
تستخدم SLS ليزر عالي الطاقة لدمج جزيئات البوليمر المسحوق (النايلون عادةً) معًا، طبقة تلو الأخرى.
① التفاصيل مقابل القوة الوظيفية:
- جيش تحرير السودان: الأفضل للتفاصيل الدقيقة والنماذج الأولية الجمالية حيث تكون اللمسات النهائية للسطح مهمة للغاية.
- SLS: الأفضل لإنتاج أجزاء قوية ومتينة وعملية ذات خصائص ميكانيكية ممتازة تنافس الأجزاء المصبوبة بالحقن. طلاء السطح محبب بطبيعته.
② الهياكل الداعمة:
- جيش تحرير السودان: يتطلب هياكل دعم يجب إزالتها.
- SLS: خالية من الدعامات. يعمل المسحوق غير المدمج المحيط بالجزء كدعامة طبيعية، مما يسمح بإنشاء أشكال هندسية معقدة ومتشابكة دون قيود الدعامات.
③ التكلفة وإمكانية الوصول:
- جيش تحرير السودان: متوفر بتنسيقات مكتبية وصناعية بأسعار معقولة.
- SLS: تقنية صناعية في المقام الأول ذات تكلفة دخول عالية ومتطلبات مرفق كبير.
التلبيد الانتقائي بالليزر (SLS)
3. جيش تحرير السودان مقابل المعالجة الضوئية الرقمية (DLP) وشاشات الكريستال السائل/شاشات الكريستال السائل:
كما أن DLP وLCD (وتسمى أيضًا SLA المقنّع أو MSLA) هي أيضًا تقنيات بلمرة ضوئية في الحوض وهي أقرب أقرب أقرباء SLA. والفرق الرئيسي هو مصدر الضوء.
① مصدر الضوء والسرعة:
- جيش تحرير السودان: يستخدم الليزر لتتبع كل طبقة. يعتمد وقت الطباعة على مدى تعقيد ومساحة كل طبقة.
- DLP/LCD: استخدام جهاز عرض رقمي (DLP) أو شاشة LCD مع مصفوفة LED للأشعة فوق البنفسجية (LCD/MSLA) لوميض ومعالجة طبقة كاملة في وقت واحد. وهذا يجعلها أسرع بكثير من SLA، خاصةً عند طباعة أجزاء متعددة أو أجزاء كبيرة وصلبة، حيث إن وقت الطباعة يعتمد فقط على ارتفاع الجزء (المحور Z).
② الدقة وشكل فوكسل:
- جيش تحرير السودان: يقوم الليزر بإنشاء مسار مستمر وسلس. يتم تحديد الدقة من خلال حجم بقعة الليزر.
- DLP/LCD: تتكون الصورة من بكسلات (تسمى فوكسلات ثلاثية الأبعاد). يمكن أن يؤدي ذلك أحيانًا إلى تأثير "منقوص" أو "متعرج" على الأسطح المنحنية، على الرغم من أن تقنيات مكافحة التعرجات الحديثة تقلل من ذلك إلى حد كبير. يتم تحديد الدقة حسب حجم البكسل لجهاز العرض أو شاشة LCD.

DLP/LCD
الدليل الشامل لطباعة SLA ثلاثية الأبعاد
تعمق في دليلنا النهائي حول الطباعة المجسمة ثلاثية الأبعاد (SLA). تعرف على العملية خطوة بخطوة وخصائص المواد والتكاليف ونصائح التصميم والتطبيقات الرئيسية.
الدليل الكامل للطباعة المجسمة ثلاثية الأبعاد (SLA) للطباعة المجسمة (SLA)
ما هي إرشادات التصميم التي يجب اتباعها لطباعة SLA؟
يعد التصميم لجيش تحرير السودان (DfAM - التصميم من أجل التصنيع الإضافي) أمرًا بالغ الأهمية لضمان نجاح الطباعة وتحسين جودة الجزء وتقليل التكلفة.
1. الحد الأدنى لسُمك الجدار:
لضمان أن يكون الجزء ذاتي الدعم الذاتي وأن تتم طباعته بنجاح، يجب أن يكون للجدران حد أدنى من السُمك.
- الجدران المدعومة: يوصى عموماً بسمك لا يقل عن 0.4 مم.
- جدران غير مدعومة: بالنسبة للجدران الرأسية التي تحتاج إلى أن تكون صلبة من تلقاء نفسها، فإن سمك 0.6 مم على الأقل أكثر أمانًا. الجدران الأقل سمكًا معرضة لخطر الاعوجاج أو الفشل أثناء الطباعة.
2. البروزات والدعامات:
أي جزء من النموذج الذي يتدلى بزاوية أكبر من 45 درجة تقريبًا من العمودي سيتطلب على الأرجح هياكل دعم.
- تصميم للدعم الذاتي: عندما يكون ذلك ممكناً، صمم بمنحنيات وشطب لطيفة (باستخدام زوايا أقل من 45 درجة) لتقليل الحاجة إلى الدعامات.
- استراتيجية التوجيه: قم بتوجيه القطعة في برنامج التقطيع لتقليل الدعامات على الأسطح التجميلية الحرجة، حيث يمكن أن تترك إزالتها علامات صغيرة.
3. ثقوب التجويف والصرف:
طباعة النماذج الكبيرة الصلبة مكلفة وتستغرق وقتًا طويلاً. كما أنها تزيد من خطر فشل الطباعة بسبب قوى الشفط أثناء عملية التقشير.
- التجويف استخدم برنامج CAD الخاص بك لتفريغ النماذج الصلبة، مما يؤدي إلى إنشاء تجويف داخلي وتوفير كمية كبيرة من الراتنج. وعادةً ما يكون سمك الجدار من 2-3 مم كافياً للهيكل المجوف.
- فتحات التصريف: من الضروري إضافة فتحتي تصريف على الأقل إلى نموذجك المجوف. تسمح هذه الثقوب للراتنج غير المعالج بالخروج من التجويف الداخلي أثناء الطباعة والغسيل. بدونها، قد يؤدي الراتنج المحبوس إلى حدوث ضغط ويتسبب في تشقق الجزء أو انفجاره. ضع الثقوب في المناطق غير الحرجة.
4. تفاصيل منقوشة ومحفورة:
تتفوق SLA في التفاصيل الدقيقة، ولكن هناك حدود مادية.
- تفاصيل منقوشة (مرفوعة): يجب أن تبرز 0.2 مم على الأقل من السطح لتكون مرئية بوضوح.
- تفاصيل منقوشة (غائرة): يجب أن يكون عرضها 0.4 مم على الأقل وعمقها 0.4 مم لضمان قدرة الليزر على معالجتها بشكل صحيح وإمكانية غسل الراتنج السائل.
5. التفاوتات والتجميع:
يعد جيش تحرير السودان دقيقًا للغاية، ولكن بالنسبة للأجزاء التي تحتاج إلى أن تتلاءم مع بعضها البعض، فإن الخلوص ضروري.
- التخليص: لملاءمة انزلاقية أو تجميع، قم بتصميم خلوص أدنى من 0.1-0.2 مم بين أجزاء التزاوج. لملاءمة ضغط أكثر إحكامًا، قد يكون الخلوص الأصغر 0.05 مم مناسبًا. من الأفضل دائمًا طباعة قطعة اختبار صغيرة للتحقق من صحة التفاوتات مع المواد والطابعة الخاصة بك.
6. تجنب "الحجامة":
تحدث "الحجامة" عندما ينشئ القسم المجوف حجمًا مغلقًا مواجهًا لمنصة البناء، ويعمل مثل كوب الشفط أثناء عملية التقشير. يمكن أن يتسبب ذلك في فشل الطباعة. يمكن أن يؤدي توجيه الجزء بشكل مختلف أو إضافة فتحات تنفيس إضافية إلى حل هذه المشكلة.
ما هي التطبيقات الشائعة لطباعة SLA ثلاثية الأبعاد؟
جعلت المزايا الفريدة لاتفاقية مستوى الخدمة من اتفاقية مستوى الخدمة أداة لا غنى عنها في العديد من الصناعات.
1. وضع النماذج الأولية وتطوير المنتجات:
يظل هذا هو التطبيق الأساسي لاتفاقية مستوى الخدمة. يستخدمه المهندسون والمصممون لإنشاء:
- نماذج مرئية عالية الدقة: مثالية للتسويق ومجموعات التركيز وعروض المستثمرين.
- النماذج الأولية للشكل والملاءمة: التحقق من تجميع الأجزاء بشكل صحيح وتلبية المتطلبات المريحة قبل الاستثمار في أدوات الإنتاج الضخم.
2. الهندسة والتصنيع:
بالإضافة إلى النماذج الأولية، يُستخدم جيش تحرير السودان مباشرةً في أرض المصنع من أجل:
- التركيبات والتركيبات المخصصة: إنشاء أدوات عالية الدقة ومخصصة لتثبيت القِطع أثناء التصنيع الآلي أو التجميع، مما يحسّن من الاتساق والسرعة.
- قوالب الحقن قصيرة المدى: وباستخدام الراتنجات عالية الحرارة، يمكن لجيش تحرير السودان الجنوبي إنتاج قوالب لدفعات صغيرة (50-100 جزء) من المكونات المصبوبة بالحقن، مما يقلل بشكل كبير من تكاليف الأدوات والمهل الزمنية اللازمة لعمليات التشغيل التجريبية.
3. طب الأسنان:
لقد أحدثت صناعة طب الأسنان ثورة في مجال طب الأسنان عن طريق جيش تحرير السودان نظراً لدقته وتوافر المواد المتوافقة حيوياً.
- الأدلة الجراحية: أدلة إرشادية خاصة بالمريض لوضع غرسات الأسنان بدقة.
- نماذج للتشكيل الحراري: إنشاء نماذج دقيقة لأسنان المريض لتشكيل المصففات الشفافة بالحرارة.
- التيجان والجسور وأطقم الأسنان: إنشاء أنماط قابلة للصب أو حتى طباعة الترميمات المؤقتة مباشرةً.
4. المجوهرات:
يُعدّ جيش تحرير السودان باستخدام الراتنجات القابلة للصبّ أمراً أساسياً في صناعة المجوهرات الحديثة.
- أنماط الصب الاستثماري: يقوم صانعو المجوهرات بطباعة تصميمات معقدة، والتي تُستخدم بعد ذلك في صنع قوالب لصب المعادن الثمينة مثل الذهب والفضة. يتيح ذلك حرية تصميم وتخصيص لا مثيل لها.
5. الرعاية الصحية والأجهزة الطبية:
- النماذج التشريحية: يستخدم الجراحون نماذج مفصلة للغاية ومخصصة للمريض مطبوعة من التصوير المقطعي المحوسب أو التصوير بالرنين المغناطيسي لتخطيط العمليات الجراحية المعقدة، مما يقلل الوقت في غرفة العمليات ويحسن نتائج المرضى.
- علب الأجهزة المخصصة: وضع النماذج الأولية وإنتاج العلب للأجهزة الطبية حيث تكون الدقة والأسطح الملساء أمرًا بالغ الأهمية.
6. الفنون والتصميم والترفيه:
- التماثيل والمنمنمات المفصلة: يستخدم الهواة ومصممو الشخصيات SLA لإنتاج مجسمات مفصلة للغاية يستحيل تصميمها بطريقة أخرى.
- دعائم الأفلام والمؤثرات الخاصة: إنشاء دعائم ونماذج مفصلة ومخصصة لصناعة الأفلام.

ما هو سير عمل ما بعد معالجة اتفاقية مستوى الخدمة SLA؟
طباعة SLA الناجحة هي نصف المعركة فقط. فالمعالجة اللاحقة المناسبة غير قابلة للتفاوض لتحقيق الخصائص الجمالية والميكانيكية المطلوبة.
1. الاغتسال:
يتم تغليف الجزء "الأخضر" الخارج حديثًا من الطابعة بطبقة لزجة من الراتنج السائل غير المعالج. يجب إزالتها.
- العملية: يتم غمر الجزء وتقليبه في مذيب، وغالبًا ما يكون كحول الأيزوبروبيل (IPA) بتركيز 90% أو أعلى. يمكن القيام بذلك يدويًا في حاوية أو، بشكل أكثر فعالية، باستخدام محطة غسيل آلية تقوم بتدوير المذيب.
- الهدف: لإزالة جميع الراتنج المتبقي من السطح ومن أي تجاويف داخلية. سيؤدي الغسل غير الكافي إلى جزء لزج ومعالجة غير سليمة.
2. التجفيف:
بعد الغسيل، يجب أن يكون الجزء جافًا تمامًا قبل المعالجة.
- العملية: يجب ترك الجزء ليجف في الهواء، أو يمكن استخدام الهواء المضغوط لتسريع العملية. من الضروري التأكد من تبخر كل IPA، حيث يمكن أن يتسبب المذيب المحتبس في حدوث عيوب سطحية وتشقق أثناء المعالجة.
3. الأشعة فوق البنفسجية بعد المعالجة بالأشعة فوق البنفسجية:
الجزء "الأخضر" لم يصل بعد إلى قوته الكاملة. تعد المعالجة اللاحقة خطوة مطلوبة لإتمام عملية البلمرة.
- العملية: يتم وضع الجزء النظيف والجاف في محطة معالجة، والتي تعرضه لمزيج من الأشعة فوق البنفسجية (بطول موجي محدد، عادةً 405 نانومتر) وغالبًا ما تكون الحرارة. تكون المدة ودرجة الحرارة خاصة بالمادة.
- الهدف: لربط سلاسل البوليمر بشكل كامل، مما يزيد من قوة الجزء وصلابته ومقاومته للحرارة. بدون هذه الخطوة، سيكون الجزء ضعيفًا ومبتذلًا وغير مستقر الأبعاد.
4. إزالة الدعم:
يمكن القيام بذلك إما قبل المعالجة أو بعدها، مع إجراء مقايضات.
- قبل المعالجة: الجزء أكثر نعومة، مما يجعل الدعامات أسهل في الإزالة باستخدام قواطع التدفق. ومع ذلك، يمكن أن يترك ذلك علامات سطحية أكثر أهمية.
- بعد المعالجة: الجزء أكثر صلابة وهشاشة، لذا تتطلب الإزالة مزيدًا من القوة والعناية لتجنب كسر الملامح الحساسة. تكون نقاط الكسر أنظف بشكل عام. يقوم معظم المحترفين بإزالة الجزء الأكبر من الدعامات قبل المعالجة وإجراء إزالة دقيقة بعد ذلك.
5. تشطيب اختياري:
للحصول على لمسة نهائية مثالية حقاً، يمكن اتخاذ خطوات إضافية.
- الصنفرة: يمكن صنفرة العلامات الصغيرة التي تتركها الهياكل الداعمة بالرمل الرطب باستخدام حبيبات أنعم تدريجياً من ورق الصنفرة.
- التلميع: للحصول على تشطيب شفاف شبيه بالزجاج على الراتنجات الشفافة، يلزم التلميع.
- التجهيز والطلاء: تتقبل أجزاء SLA الطلاء التمهيدي والطلاء بشكل جيد للغاية، مما يسمح بإنشاء نماذج متعددة الألوان بجودة الإنتاج.

ما هي تكلفة طباعة SLA وكم تستغرق من الوقت؟
هذان السؤالان هما من أهم الأسئلة العملية لأي شركة تفكر في اتفاقية مستوى الخدمة. وتعتمد الإجابات على عدة عوامل مترابطة.
1. العوامل المؤثرة على تكاليف طباعة اتفاقية مستوى الخدمة:
① استهلاك المواد: هذه هي التكلفة الأكثر مباشرة. يتم حسابها على أساس الحجم الإجمالي للراتنج المستخدم، والذي لا يشمل فقط الجزء نفسه ولكن أيضًا الراتنج المطلوب لهياكل الدعم وربما الطوافة (هيكل القاعدة). تفريغ الأجزاء هي الطريقة الأكثر فعالية لتقليل هذه التكلفة.
② وقت الآلة: ترتبط هذه التكلفة باستهلاك طابعة جيش تحرير السودان والوقت الذي تشغله. على عكس بعض التقنيات الأخرى، لا يتحدد وقت الماكينة في جيش تحرير السودان في المقام الأول بحجم الجزء أو تعقيده، ولكن بارتفاعه.
③ العمل: اتفاقية مستوى الخدمة هي عملية تتطلب عمالة كثيفة. ويجب أن تأخذ التكلفة في الحسبان وقت العمالة الماهرة اللازمة لـ:
- إعداد الطباعة (إعداد الملف، التوجيه).
- إعداد الماكينة وتنظيفها.
- سير عمل ما بعد المعالجة بالكامل (الغسيل والمعالجة وإزالة الدعامة والتشطيب).
④ تعقيد الجزء: على الرغم من أنها لا تؤثر بشكل مباشر على وقت الطباعة بقدر تأثير الارتفاع، إلا أن الأجزاء المعقدة للغاية قد تتطلب استراتيجيات دعم أكثر تعقيدًا ومعالجة أكثر دقة ومعالجة أكثر كثافة بعد المعالجة، مما يزيد من تكاليف العمالة.
2. تقدير وقت طباعة اتفاقية مستوى الخدمة SLA:
① السائق الأساسي (ارتفاع Z): إن العامل الوحيد الأكثر أهمية الذي يحدد وقت الطباعة في جيش تحرير السودان الإلكتروني هو ارتفاع الجزء على طول المحور Z. نظرًا لأن الطابعة يجب أن تقوم بنفس تسلسل الإجراءات (المعالجة بالليزر وحركة المنصة وإعادة الطلاء) لكل طبقة على حدة، فإن الجزء الطويل سيستغرق دائمًا وقتًا أطول من الجزء القصير، بغض النظر عن عرضه أو حجمه.
② عوامل أخرى: في حين أن الارتفاع Z هو المهيمن، يمكن أن تؤثر عوامل ثانوية أخرى على السرعة:
- ارتفاع الطبقة: سيؤدي ارتفاع الطبقة الأصغر (على سبيل المثال، 25 ميكرون) إلى الحصول على تشطيب أفضل للسطح ولكنه سيزيد من إجمالي عدد الطبقات وبالتالي وقت الطباعة مقارنةً بارتفاع طبقة أكبر (على سبيل المثال، 100 ميكرون).
- المادة: قد تتطلب بعض الراتنجات أوقات تعريض أطول قليلاً لكل طبقة، مما يؤثر بشكل طفيف على السرعة الإجمالية.

لماذا يجب أن تختارنا لخدمات الطباعة ثلاثية الأبعاد SLA؟
يتطلب الإبحار في تعقيدات SLA أكثر من مجرد طابعة؛ فهو يتطلب الخبرة والدقة والالتزام بالجودة. إليك السبب الذي يجعلنا الشريك المثالي لتلبية احتياجاتك من الطباعة ثلاثية الأبعاد بجودة SLA.
نحن نستخدم أحدث ماكينات SLA الصناعية التي تتم معايرتها وصيانتها بدقة. بيئة الطباعة لدينا يتم التحكم في مناخها لضمان ثبات الراتنج وتكرار العملية. وهذا يضمن أن كل جزء ننتجه يفي بأعلى معايير دقة الأبعاد والتشطيب السطحي.
من خلال مكتبة واسعة من الراتنجات الهندسية القياسية والمتقدمة، سيعمل فريق الخبراء لدينا معك لاختيار المادة المثالية لتطبيقك المحدد. نحن نفهم الفروق الدقيقة لخصائص كل راتنج ويمكننا تقديم نهج استشاري لضمان أداء الجزء الخاص بك على النحو المنشود تمامًا، سواء كان نموذجًا أوليًا مرئيًا أو مكونًا وظيفيًا للاستخدام النهائي.
تم تصميم عملياتنا لتحقيق الكفاءة. بدءاً من منصتنا الفورية لعرض الأسعار عبر الإنترنت ووصولاً إلى سير عمل ما بعد المعالجة المحسّن، فإننا نقلل من المهل الزمنية دون المساس بالجودة. نحن ندرك أهمية السرعة في تطوير المنتجات الحديثة ونلتزم بتسليم قطع الغيار الخاصة بك في الوقت المحدد، في كل مرة.
نحن أكثر من مجرد خدمة طباعة. نحن شريك تصنيع متكامل الخدمات. يمكن لفريقنا تقديم ملاحظات التصميم من أجل التصنيع الإضافي (DfAM) لتحسين الأجزاء الخاصة بك لعملية SLA، كما أن خدمات التشطيب الشاملة لدينا - بما في ذلك الصنفرة والطلاء والتجميع - تعني أنه يمكنك الحصول على أجزاء جاهزة للاستخدام الفوري.
نحن ننظر إلى عملائنا كشركاء. هدفنا هو أن نصبح امتداداً سلساً لفريق التصميم والهندسة الخاص بك. نحن نفخر بالتواصل الواضح، والتسعير الشفاف، والتفاني في مساعدتك على حل أكثر التحديات تعقيداً وتحقيق أفكارك الأكثر ابتكاراً.
الأسئلة الأكثر شيوعًا حول طباعة SLA ثلاثية الأبعاد
تعتمد قوة جزء SLA بالكامل على الراتنج المستخدم. تميل الراتنجات القياسية إلى أن تكون هشة وهي الأفضل للنماذج غير الوظيفية. ومع ذلك، فإن الراتنجات الهندسية (مثل الراتنجات القوية أو المتينة أو الشبيهة بـ ABS) مصممة لأداء ميكانيكي ممتاز، مما يوفر قوة شد عالية ومقاومة للصدمات مناسبة للعديد من التطبيقات الوظيفية والرقصات والتركيبات.
بشكل عام، لا. راتنجات SLA القياسية سامة في حالتيها السائلة وغير المعالجة وغير معتمدة لملامسة الأغذية. بالنسبة للتطبيقات التي تتطلب ملامسة الجلد، مثل الأجهزة القابلة للارتداء أو الأدلة الطبية، يجب استخدام راتنج محدد متوافق حيويًا أو راتنج من الدرجة الطبية واتباع سير عمل صارم ومصادق عليه للطباعة وما بعد المعالجة لضمان السلامة.
يُعد جيش تحرير السودان بطبيعته عملية أحادية اللون. يتم تحديد لون الجزء حسب لون الراتنج السائل في الوعاء. على الرغم من وجود بعض الراتنجات المصبوغة مسبقًا (مثل الأبيض والرمادي والأسود والشفاف)، إلا أن الاختيار محدود. بالنسبة إلى الأجزاء متعددة الألوان، تتمثل الممارسة الاحترافية القياسية في طباعة الجزء بلون محايد (مثل الرمادي) ثم تهيئته وطلائه أثناء المعالجة اللاحقة لتحقيق المظهر المطلوب.
يعد جيش تحرير السودان أحد أدق تقنيات الطباعة ثلاثية الأبعاد المتاحة. وتبلغ دقة الأبعاد النموذجية لماكينات SLA الصناعية في حدود ± 0.1% من البعد الاسمي، مع حد أدنى للتفاوت يتراوح بين ± 0.1 و± 0.2 مم. هذه الدقة العالية تجعلها مثالية لاختبار الشكل والملاءمة والأجزاء ذات متطلبات التجميع الضيقة.
"الطباعة بالراتنج" هو مصطلح عام لعائلة التقنيات التي تسمى البلمرة الضوئية في الحوض. SLA و DLP (المعالجة الرقمية بالضوء) و LCD/MSLA كلها أنواع من الطباعة بالراتنج. والفرق الرئيسي هو مصدر الضوء:
- جيش تحرير السودان يستخدم نقطة ليزر واحدة لرسم الطبقة.
- DLP يستخدم جهاز عرض رقمي لوميض الطبقة بأكملها ومعالجتها مرة واحدة.
- LCD/MSLA تستخدم مصفوفة LED بالأشعة فوق البنفسجية التي تضيء من خلال شاشة LCD تعمل كقناع لمعالجة الطبقة بأكملها في وقت واحد. بينما تستخدم جميعها الراتنج السائل، تؤثر طريقة المعالجة على خصائص السرعة والدقة. تُعد تقنية SLA هي التقنية الأصلية، وهي معروفة بدقتها وسلاسة تشطيبها.


How to Evaluate Injection Molding Supplier Quality Assurance Before Production
Most quality failures in injection molding are not surprises. They are predictable — and preventable — if you do your homework before production starts. I have seen buyers skip the

How to Evaluate Injection Molding Supplier Cost Control Before Production
Choosing an injection molding supplier without evaluating their cost control practices is like signing a blank check. Cost overruns from poor material management, excessive scrap, and hidden tooling expenses can

Injection Molding Supplier Escalation Process When Quality or Delivery Problems Happen
When an injection molding supplier ships defective parts or misses a delivery deadline, the clock starts ticking. Every day of delay costs money, and every defective unit that reaches your
حلول التحسين المقدمة مجاناً
- تقديم ملاحظات التصميم والحلول المثلى
- تحسين الهيكلية وتقليل تكاليف القوالب
- تحدث مباشرةً مع المهندسين وجهاً لوجه

