 Skip to content
Skip to content 

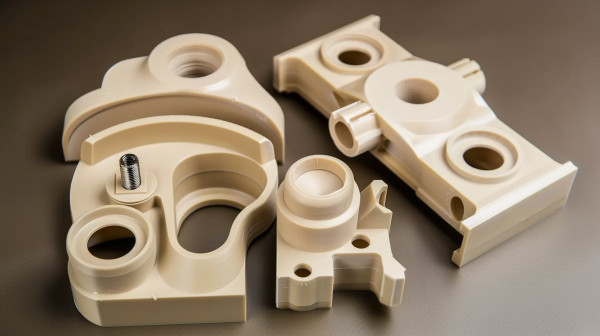
Polyether ether ketone (PEEK) is another high performing thermoplastic material that has good mechanical characteristics, chemical and heat resistance. PEEK injection molding is a technique of injecting PEEK material into the desired shape and it is highly technical in nature used extensively in aerospace industry business, medical field, automotive sector, and electronics sector. In this article, the properties of PEEK material and its molding process, mold design, specifications of parameters and problems with solutions of PEEK injection molding will be described.

PEEK Material Properties
Mechanical Properties
PEEK has excellent mechanical properties, this material has a high strength, high rigidity, and excellent fatigue resistance, so this material is suitable for the high load and high stress condition. Its tensile strength is 90-100 Mpa and flexural strength is 150-200 Mpa. Also, PEEK has a low wear rate and a low coefficient of friction, it can be therefore used in bearings, gears, and seals where wear resistance is required.

Chemical Resistance
PEEK has high level of chemical proof against vast amount of chemicals, which composite common strong acids, alkalis, and salines and organic solvents. This make it highly valuable in chemical equipments and medical devices. PEEK does not degrade or change its chemistry at high temperatures, therefore, it sustains challenging and severe conditions for a long period.
Thermal Properties
With a glass transition temperature of 143°C and a melting point of 343°C, PEEK can be used continuously at 250°C without losing its mechanical properties and dimensional stability. In addition, PEEK’s low coefficient of thermal expansion means it will still have good dimensional stability when conditions change.

Electrical Properties
A unique property of PEEK is its excellent electrical insulation properties. PEEK has high dielectric strength, low dielectric constant and low dielectric loss. The material can be used in the power and electronics industries. The material’s temperature stability, high dielectric strength and low dielectric loss make it an ideal high-performance electrical insulation material. It is very suitable for use as a high-performance electrical insulator over a wide range of operating temperatures and frequencies.
Biocompatibility
Due to its high biocompatibility, PEEK is the material of choice in the production of medical devices and implants. PEEK can stay in the in vivo environment for a longer time without causing any immune or toxic reactions. The biological and chemical inertness of PEEK gives it stable properties in both in vivo and in vitro environments, which can be used to produce orthopedic implants, dental restoration materials, and surgical instruments.

PEEK Injection Molding Process
Raw Material Handling
It is not possible to mold PEEK plastic material without having to first remove moisture from the material. The suggested drying temperature is 150°C for at least 3 hours, the relative humidity should be kept below 0. 02%. If proper drying is not done bubbles may occur in the melt and this affects some of the mechanical properties and surface finish of the product.

Injection Molding Machine Selection
PEEK has a high melting point and high melt viscosity, requiring the injection molding machine to have the characteristics of high temperature resistance, high pressure and good temperature control performance. It is recommended to use standard injection molding machines with a melt pre-plasticization and high-pressure injection system. The barrel and screw should be made of high temperature resistant and wear-resistant materials to ensure the long-term stable operation of the injection molding machine.

Mold Design
1. Mold Material: The mold material needs to be highly strong, highly hard and should be capable of withstanding high heat. Some of the well-known mold materials are hot work steel and H13 steel as well as stainless steels. The mold surface is expected to be progressively hardened and polished in an attempt to increase the mold life and product surface.
2. Runner Design: The runner design should also facilitate equal flow of the melt into the cavity without any tendency of the melt to stagnate in some parts while others take longer to cool. The runner cross-section may be circular or trapezoida, the runner diameter is determined with reference to the product size and the parameters of the machine. It also eliminates melt flow resistance and the pressure drop to enhance the uniformity of the filling of the runner design.
3. Venting Design: A good venting system is essential to avoid gas and volatiles in the melt gets trapped in the mold cavity which may lead to formation of surface irregularities, and consequently, poor performance of the product. Flu vents should be located at the end of the runner, or in areas prone to gas accumulation, with a discharge depth normally ranging from 0. 02-0. 04mm. Good venting design also helps in minimizing defects such as bubbles and the existence of silver streaks.

Injection Molding Process Parameters
1. Injection Temperature: The PEEK materials melt temperature is relatively high, and the recommended injection temperature is 350-400℃. Too low temperature will cause poor melt flow and incomplete filling, while too high temperature will cause material degradation. It is recommended to control the injection temperature according to the product thickness (thick walls or thin walls) or shape.
2. Mold Temperature: The mold temperature will largely affect the crystallinity of the product as well as the surface finish of the part. The recommended mold temperature is 160-200°C, depending on the thickness and shape of the product. When the mold temperature is low, the surface finish is poor and the internal structure of the casting is poorly developed. When elevated temperatures, deformation, especially warping, and poor dimensional control will occur.

3. Injection Pressure: PEEK polymer has relatively high injection pressure for molding, best recommended pressure is 100-150MPa. Less pressure can lead such problems as the insufficient filling and surface quality while more pressure can lead to such problems as mold damaging and product deformation. As for the dependant parameters, the injection pressure should be changed with respect to the melt flow and mold design.
4. Holding Pressure and Time: Holding pressure should be slightly lower than the injection pressure, about 80-100MPa with holding time depending on the thickness of the articles, the shape, about 30-60 seconds. This means that pressure and time do affect internal structure and surface quality of the product and proper selection of these parameters require some experimentation.
5. Cooling Time: Cooling time has a direct impact on the nature and overall size of the product’s crystals. Impted cooling time is between 2 to 5 minutes depending on the type of product, its thickness and the temperature of the molds. Short cooling time results internal stress and deformation on the other hand long cooling time will affect production efficiency.
Process Optimization
1. Mold Flow Analysis: Mold flow analysis is one of the important process during injection molding, where by one can simulate the flow of the melt inside the mold cavity, and predict certain kind of defects, as well as optimizing some parameters of the process. By conducting mold flow analysis, you can optimize runner design, gate position, and injection parameters to enhance product quality and production efficiency.
2. Experimental Design: Experimental Design is a systematic method for studying and optimizing the injection molding process. This method can also determine the effects of other process parameters on product quality and determine the best parameter combination. Several common experimental design methods are full factorial experiments, partial factorial experiments, and response surface analysis.
3. Continuous Improvement: The realization of the optimal solution in injection molding depends on the continuous optimization of the injection molding process. Regularly monitoring and analyzing the data in the production process to determine the correlation between product quality and process parameters, and the subsequent adjustment and improvement of the process, can improve product quality and production efficiency.

Common Issues and Solutions in PEEK Injection Molding
Incomplete Filling
Underfilling is a common problem in PEEK injection molding. It is caused by low injection temperature, pressure or mold temperature, resulting in unfilled PEEK in the mold or injection molding machine. Solutions may include increasing injection temperature, injection pressure, mold temperature and runner system. In addition, gates are also an important factor. The more gates there are and the better the gate position changes, the better the filling effect.
Surface Defects
Burning on the surface and formation of such phenomena as silver streaks, bubbles, etc. are associated with gases and volatiles in the melt. Possible causes consist of raw material drying issue, the vents, the injection rate as well as pressure and mold temperature. Through proper mold venting design, good parameters used in the injection process, the surface defects can easily be minimized.
Product Warpage
Common causes of product warpage are uneven material cooling and improper pressure holding. Solutions include uniform cooling, optimizing pressure holding parameters, reasonably designing mold cooling system, and optimizing product structure. Appropriate cooling time and cooling rate can reduce internal stress and warpage.
Internal Defects
Crimes including voids, weld lines and delamination that originate within the material mostly results from poor flow of the melt and differential cooling. They are provided as, improving the mold design, injecting temperature, injecting pressure, and holding parameters respectively. It is revealed that the mold flow analysis and the experiment optimization can greatly decrease internal defects and enhance mechanical properties, and reliability.
Dimensional Accuracy
Dimensional accuracy is influenced by improper design of the mold and instability of technological parameters of the injection process. Probable remedies include: mold optimization, titling of injection conditions and application of high accuracy injection equipment. The ideas of experimental design and, more specifically, the continuous improvement of production processes make it possible to improve the accuracy and uniformity of the product dimensions.

Quality Control
Raw Material Quality Control
In the procurement of PEEK raw materials, it is necessary to choose high quality raw materials so that the moisture or impurities during the use process will not affect the performance of the product. Analyzing the composition of raw materials and testing the physical properties of raw materials are the guarantee of raw material quality and uniformity.
Process Quality Control
Using advanced injection molding machines and molds, and strictly controlling injection process parameters ensure product consistency and stability. Online, monitoring, and data collections systems can be used to measure temperature, pressure, time as well as other aspects during the production process and any problem is corrected immediately.

Product Quality Inspection
Inspecting the mechanical characteristics by tensile, flexural, and impact tests and observing the microstructure and surface finish using optical microscopes and SEM. The provision of extensive quality check results to product quality and durability.
Quality Management System
Establishing and implementing ISO 9001 and ISO 13485 as a quality management system can ensure and monitor the quality of the injection molding process through effective management.

Applications of PEEK Injection Molding
Aerospace
PEEK has a multitude of uses in aerospace applications where it is applied in fabricating high strength and lightweight elements and sub-assemblies for superstructures, seatingapasS, electronic appurtenances or covers and housings among others. PEEK does not degrade at high temperatures and is resistant to chemicals and has superior mechanical properties making it very important in aerospace engineering.

Medical Devices
PEEK is ideal for fabricating implants, surgical tools, and dental items because of its compatibility with the body and resistance to sterilization. Due to its chemical inertness and resistance to degradation in body environments, PEEK is considered vital in the production of medical devices.
Automotive Manufacturing
PEEK is used to manufacture high-temperature, high-performance engine parts, gears with high wear resistance and exhaust systems with chemical resistance. Because PEEK is very light and very strong, these properties of PEEK also improve the fuel efficiency and performance of vehicles.

Electronics and Electrical
PEEK is applied in electronics and electrical sectors since it has good electrical properties and heat stability, to produce high insulation connectors, sensors’ casing, and cables’ jackets. Due to its high temperature and chemical resistance, PEEK is recommended for electronic and electrical applications.
Industrial Equipment
Some of the parts and components made of PEEK for industrial use are wear-resistant, high-temperature, and chemically resistance applications such as pump, valves, and sealing. Due to high performance PEEK holds stability and reliability when used in conditions that are not friendly.
Other Applications
PEEK also finds its application in other fields, it is used in sport articles, home appliances, and in electronics. Due to it high performance as well as versatility, PEEK shows great potential in new markets.
Conclusion
Due to the characteristic properties, PEEK resin is in great demand in numerous branches of industry as the high-performance engineering plastic. By using injection molding as a scientific method of manufacturing along with rigid quality assurances, it is possible to manufacture high quality PEEK parts. The intended audience of this article is technicians who engage in the process of injection molding PEEK to benefit from the given references and recommendations. Due to the on-going innovation in technology and mounting market potentiality, the application of PEEK injection molding technology will have a promising prospect in the future.







