 콘텐츠로 건너뛰기
콘텐츠로 건너뛰기 





1. 원재료 준비:
ABS 펠릿 선택: 내충격성, 열변형 온도, 내후성 및 색상 고려 사항에 중점을 두고 부품의 적용 요건에 적합한 ABS 등급을 선택하는 것부터 시작하세요. 선택한 소재가 최종 제품의 성능 요구 사항을 충족하는지 확인합니다.
ABS 펠릿 건조하기: ABS는 흡습성이 있으므로 수분 함량을 0.1% 이하로 낮추려면 80-90°C에서 1~2시간 동안 건조시켜야 합니다. 제대로 건조하지 않으면 사출 성형 시 기포와 공극이 발생하고 표면이 거친 부품이 나오기 때문에 이 과정이 중요합니다.
예열 처리: 재료의 흐름을 원활하게 하려면 ABS 펠릿을 180~200°F(82~93°C)로 예열합니다. 이렇게 하면 사출 성형 시 재료가 더 잘 흐르고 완성된 부품의 표면 마감이 더 좋아집니다.

2. 금형 설계 및 준비:
금형 설계: 금형 설계는 부품의 형상, 재료 특성 및 생산 요구 사항을 종합적으로 고려해야 합니다. 부품의 변형과 찌그러짐을 방지하기 위해 벽 두께의 균일성에 주의하세요. 환기 설계도 중요합니다. 기포와 불완전한 충진을 줄이기 위해 사출 중에 금형에 통풍이 잘되는지 확인합니다. 또한 금형 설계는 완제품의 치수 정확도를 보장하기 위해 재료의 수축률을 고려해야 합니다.
금형 준비: 사출 성형을 시작하기 전에 금형이 깨끗하고 문제가 없는지 확인해야 합니다. 부품이 더 쉽게 나올 수 있도록 이형제를 조금 뿌릴 수 있습니다. 금형이 뜨거워지면 기계에 올려서 준비할 수 있습니다. 이렇게 하면 모든 준비가 완료되어 더 빠르게 부품을 만들 수 있습니다.

3. 기기 설정 및 보정:
파라미터 설정: 사출기의 설정은 ABS 사출 성형의 원활한 진행을 보장하기 위한 핵심 요소이며, 일반적으로 다음과 같이 권장됩니다:
① 사출 압력: 10,000~20,000psi(690~1380bar).
사출 속도: 10~50mm/s(0.4~2.0인치/s).
유지 압력: 5,000~10,000psi(345~690bar).
냉각 시간: 10-30초.
기계 보정: 최종 제품의 품질을 보장하기 위해 사출기의 온도 제어 시스템을 보정하여 가공 온도가 ABS의 가공 범위 내에 있는지 확인하여 정밀한 제어와 안정적인 생산을 달성해야합니다.

4. 사출 성형 공정:
재료 로딩: 사출기의 호퍼에 ABS 펠릿을 넣습니다. 펠릿이 기계에 고르게 들어가서 막혀서 작동이 멈추지 않도록 하세요.
주입 공정: ABS 비드는 180-240°C의 고온 환경에서 녹은 다음 고압으로 금형 캐비티에 주입하여 용융 된 재료가 금형을 완전히 채우고 불충분 한 충전으로 이어지는 조기 냉각을 방지 할 수 있도록합니다.
보압 및 냉각: 플라스틱을 사출한 후 기계는 플라스틱이 금형 캐비티를 완전히 채우고 공극이 생기지 않도록 압력을 유지합니다. 그 후 부품은 금형 내부에서 냉각되고 경화됩니다. 냉각 시간은 부품의 두께와 복잡성에 따라 달라집니다. 일반적으로 부품이 완전히 굳는 데 1~3분 정도 걸립니다.

5. 금형 열기 및 배출:
금형 열기: 냉각이 완료되면 기계가 천천히 금형을 엽니다. 금형을 너무 빨리 열면 부품이 엉망이 될 수 있으므로 주의하세요. 이는 디테일이 많거나 벽이 얇은 부품의 경우 특히 중요합니다.
배출: 기계가 성형된 ABS 부품을 금형 밖으로 밀어내면서 표면이나 파팅 라인에서 여분의 재료(플래시 등)를 제거하여 부품이 잘 보이도록 합니다.

6. 품질 검사:
결함 검사: 생산된 부품은 철저한 품질 검사를 거쳐야 합니다. 뒤틀림, 찌그러짐, 기포, 섬광, 색상 차이 또는 기타 표면 결함이 있는지 확인해야 합니다.
치수 및 기능 테스트: 또한 부품이 도면의 요구 사항을 충족하는지 확인하기 위해 치수와 기능을 테스트해야 합니다. 필요한 경우 기계적 특성 및 기타 중요한 매개변수를 테스트하여 제품이 안정적이고 실생활에서 오래 사용할 수 있는지 확인합니다.

7. 성형 후 처리:
트리밍 및 표면 처리: 표면 처리 요구 사항이 높은 제품을 찾고 있다면 2차 가공이 필요할 수 있습니다. 예를 들어 제품을 샌딩, 폴리싱 또는 스프레이 처리해야 할 수 있습니다. 샌딩은 표면의 불규칙한 부분을 제거할 수 있으며, 스프레이는 제품에 색상이나 기능성 코팅을 추가할 수 있습니다.
조립 및 포장: 성형 부품을 조립해야 하는 경우 설계 도면에 따라 조립해야 합니다. 이 과정에서 조립된 제품이 사용 요건을 충족하는지 확인하기 위해 모든 단계를 엄격하게 관리해야 합니다. 마지막으로 적격 제품을 요구 사항에 따라 포장하고 운송을 위해 보관해야 합니다.




1. 자동차 산업:
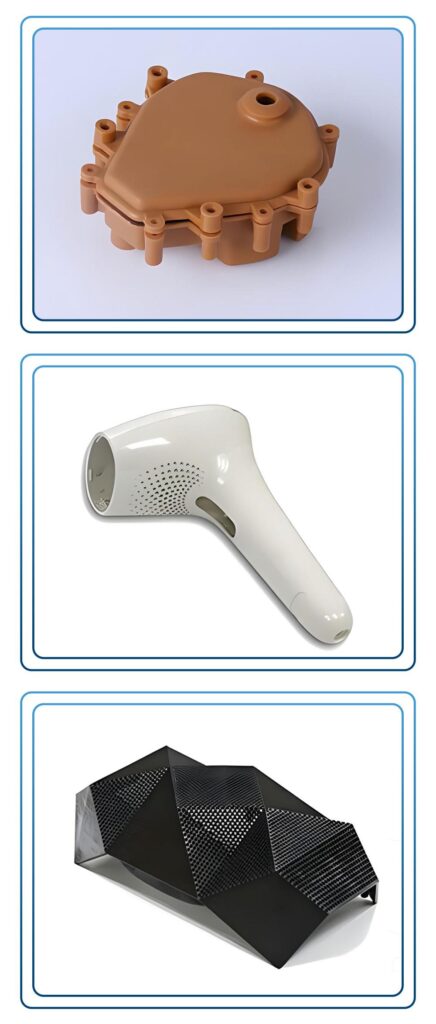
ABS 플라스틱은 대시보드, 인테리어, 도어 패널과 같은 경량 부품을 만드는 데 많이 사용됩니다. 이러한 부품은 견고하고 오래 사용할 수 있어야 하지만 사람들에게도 보기 좋게 보여야 합니다. ABS는 가볍기 때문에 자동차의 연료 소비를 줄이고 중금속 부품을 대체할 수 있습니다.

2. 가전 제품:
강도가 높고 내화학성이 우수하기 때문에 진공청소기, 커피 머신, 전자레인지와 같은 가전제품의 하우징을 만드는 데 ABS가 자주 사용됩니다. 생산 비용이 낮고 제조 공정이 효율적이기 때문에 가전제품의 시장 경쟁력이 높아집니다.

3. 소비자 가전:
가전제품 업계에서는 ABS 플라스틱이 곳곳에서 사용되고 있습니다. 컴퓨터 케이스, 키보드, 프린터 및 기타 전자 기기의 모든 종류의 부품에서 찾을 수 있습니다. ABS 플라스틱은 단열성이 뛰어나고 충격에도 깨지지 않기 때문에 이러한 부품에 적합합니다. 즉, 내부의 중요한 부품이 망가지지 않도록 안전하게 지켜줍니다.

4. 의료 기기:
의료 분야에서는 네블라이저나 의료 기기 부품처럼 세척과 멸균이 필요한 물건을 만드는 데 ABS 플라스틱을 많이 사용합니다. ABS는 화학 물질에 닿아도 변하지 않고 부드러우며 세척이 쉽기 때문에 의료용 제품에 적합합니다. 이는 의료용 물품을 더 안전하고 신뢰할 수 있게 만들어주기 때문에 의료 현장에서 중요합니다.

5. 건설 및 건축:
내화학성 및 내물리성이 뛰어나기 때문에 ABS 플라스틱은 파이프와 피팅 생산에 자주 사용됩니다. 주거용 또는 상업용 배관 시스템에서 ABS의 견고함과 내구성은 탁월한 선택입니다.

6. 장난감 및 게임:
레고 브릭과 다양한 플라스틱 게임 등 많은 장난감은 ABS 소재로 만들어집니다. ABS는 복잡한 모양으로 성형할 수 있으면서도 튼튼하기 때문에 장난감에 적합합니다. 따라서 장난감을 안전하고 오래 사용할 수 있어 어린이 장난감으로 ABS가 인기가 높습니다.

7. 프로토타이핑:
ABS는 작업하기 쉽고 성형성이 뛰어나기 때문에 신속한 프로토타입 제작에 널리 사용됩니다. 복잡한 모양을 만들 수 있고 비용 효율적이기 때문에 디자인 및 개발에 적합합니다.

8. 산업 기계 부품:
ABS 패널, 커버, 보호 장치는 산업 분야에서 많이 사용됩니다. ABS 플라스틱은 견고하고 관리가 쉽기 때문에 거친 환경에서 오래 사용해야 하는 산업 장비의 큰 부분을 차지합니다.

파란색 림이 달린 두 개의 검은색 타이어, 하나는 수직으로 서 있고 다른 하나는 옆으로 누워 있으며, 회색 표면 위에 있습니다.
주요 내용 – 3D 프린팅은 금속 주형과 패턴을 몇 주가 아닌 며칠 만에 신속하게 제작할 수 있어 프로토타입 제작 기간을 50–80% 단축합니다. – 일반적인 3D 프린팅 방법

What Causes Injection Molding Warpage and How Can You Fix It?
Key Takeaways – Warpage occurs when differential shrinkage creates internal stresses that bend or twist a molded part after ejection. – The top causes include uneven cooling, inconsistent wall thickness,
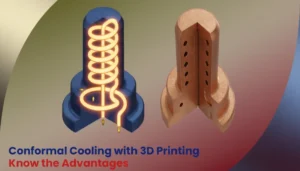
How Can 3D Printing Create Metal Casting Molds Faster and Cheaper?
Key Takeaways – 3D printing enables rapid creation of metal casting molds and patterns in days instead of weeks, cutting prototype lead time by 50–80%. – Common 3D printing methods

