

- A typical injection molded part costs $0.15-$5.00 per unit, but the mold itself runs $5,000-$100,000+ depending on complexity.
- Production volume is the single biggest cost driver — a $20,000 mold adds $2.00/part at 10K units but only $0.20/part at 100K.
- Material cost typically represents 20-50% of per-part price; engineering resins like PEEK cost 10-20x more than commodity PP.
- Machine overhead, cycle time, and labor together account for 30-60% of the per-part cost.
- Hidden costs — secondary operations, scrap, shipping, tooling maintenance — add 10-25% to the quoted price.
What Are the Main Factors That Determine Injection Molding Cost Per Part?
The five core factors that determine your injection molding cost are 金型1, material, machine rate, サイクルタイム2, and secondary operations. If you are comparing suppliers, see our injection molding supplier sourcing guide for RFQ preparation and risk checks.
The cost of an 射出成形 part is driven by five core factors: mold tooling cost, raw material price, machine hourly rate, cycle time, and secondary operations. Every quotation you receive from a factory is ultimately a calculation based on these five inputs, plus the supplier’s margin.
In practice, most engineers are surprised by how much the mold cost dominates at low volumes. A precision multi-cavity mold for a connector housing might cost $35,000. If you only need 5,000 parts, the mold alone adds $7.00 per part — before you even buy resin or run the machine. Scale that same mold to 500,000 parts over two years, and the tooling contribution drops to $0.07 per part, making the material and processing costs the primary drivers.
Here’s the quick hierarchy of cost influence, from highest to lowest impact: (1) annual production volume, (2) part geometry complexity, (3) material selection, (4) number of キャビティ3, (5) geographic location of the supplier. Notice that “cheapest factory” isn’t on this list — because a factory with poor quality control will cost you more in scrap, delays, and warranty claims than you ever saved on unit price.

How Much Does the Mold Tooling Cost and How Do You Amortize It?
Mold tooling is the largest upfront cost in any injection molding project, and the most sensitive to production volume. A single-cavity bracket mold runs $5,000-$12,000; a multi-cavity precision mold with side actions, lifters, and hot runner costs $40,000-$100,000 or more.
Tooling amortization — spreading the one-time mold investment across your production volume — is the key number to calculate. Take the total mold price and divide by your expected lifetime production volume. Here’s what that looks like in practice:
| 金型タイプ | Cost Range | At 10K Parts | At 50K Parts | At 500K Parts |
|---|---|---|---|---|
| Single-cavity, simple | $5,000-$12,000 | $0.50-$1.20 | $0.10-$0.24 | $0.01-$0.02 |
| Multi-cavity (4-8) | $20,000-$50,000 | $2.50-$5.00 | $0.50-$1.00 | $0.04-$0.10 |
| Hot runner, complex | $40,000-$80,000 | $4.00-$8.00 | $0.80-$1.60 | $0.08-$0.16 |
| High-cavitation (16-32) | $60,000-$150,000 | $3.75-$9.38 | $0.75-$1.88 | $0.08-$0.19 |
| Insert mold / overmold | $15,000-$60,000 | $1.50-$6.00 | $0.30-$1.20 | $0.03-$0.12 |
The numbers are clear: if your expected volume is under 10,000 parts, a single-cavity mold is almost always the right choice. The extra cost of multi-cavitation doesn’t pay back until you hit 30,000-50,000 units. But once you’re in the 100K+ range, investing in more cavities dramatically reduces per-part cost by shortening cycle time per piece.
One more thing most first-time buyers miss: mold maintenance. A well-maintained production mold running in a facility with 47 injection machines typically needs $500-$2,000 in annual maintenance — polishing, replacing worn ejector pins, resurfacing parting lines. Budget 2-5% of the initial mold cost per year for maintenance, and include this in your total cost of ownership calculation.
ZetarMold Factory Data: Our mold manufacturing facility in Shanghai delivers 100+ sets of molds per month using 23 dedicated mold-making machines. With machines ranging from 90T to 1850T clamping force, we can produce everything from micro parts to large housings up to 10kg. Each mold is tracked through our 6-step QC process to ensure dimensional accuracy before production begins.
How Does Material Choice Affect Your Per-Part Cost?
Raw material typically accounts for 20-50% of your per-part cost, and the spread between commodity and engineering resins is enormous. Polypropylene (PP) runs $1.00-$1.50 per kilogram. PEEK? That’s $80-$120 per kilogram. Same part, same mold — the material alone can change your unit cost by a factor of 10.
But material cost isn’t just about price per kilogram. You also need to consider the part weight, the runner and sprue waste (typically 5-15% of shot weight), and whether the material can be reground and reused. Amorphous materials like ABS and PC are more forgiving with regrind; semi-crystalline materials like POM and PBT are more sensitive to reprocessing.
| 素材 | Price/kg (USD) | Typical Use | Relative Cost Index |
|---|---|---|---|
| PP(ポリプロピレン) | $1.00-$1.50 | Packaging, housings, living hinges | 1.0x (baseline) |
| ABS | $1.50-$2.50 | Enclosures, automotive interior | 1.5x |
| PA6 (Nylon 6) | $2.50-$4.00 | Gears, structural parts | 2.5倍 |
| PC(ポリカーボネート) | $3.00-$5.00 | Transparent covers, LED lenses | 3.0x |
| POM (Acetal) | $2.50-$4.50 | Precision gears, bushings | 3.0x |
| PPO/PPE | $4.00-$7.00 | Electrical housings, fluid handling | 4.0x |
| ピーピーエス | $5.00-$10.00 | Under-hood automotive, connectors | 5.5x |
| 覗き見 | $80-$120 | Aerospace, medical implants | 65x |
In our experience, when our engineers review part designs with customers at our Shanghai facility, the most common cost-reduction opportunity is over-specifying material. Many engineers specify PC-ABS or glass-filled nylon when standard ABS or PA6 would meet all functional requirements. Running a proper material selection analysis — looking at tensile strength, impact resistance, thermal requirements, and chemical exposure — can cut material cost by 30-50% without sacrificing performance.
What Role Does Production Volume Play in Cost Per Part?
Production volume is the single most powerful lever on per-part cost because it affects every other cost component. Higher volume justifies multi-cavity molds (lower cycle time per part), enables bulk material purchasing (5-15% discount), and reduces the overhead allocation per piece. In injection molding, volume isn’t just a number — it’s the architecture of your cost structure.
Here’s a real example. We recently quoted a 45mm diameter gear housing in PA6+GF30 for a power tool customer. At 5,000 units, the unit price was $3.85 (single-cavity mold, full markup on low-volume material buy). At 50,000 units, it dropped to $1.42 (4-cavity mold, bulk resin pricing, optimized cycle time). At 500,000 units annually, we hit $0.68 — less than one-fifth of the low-volume price.

The crossover point — where investing in a better mold starts paying for itself — is typically around 30,000-50,000 units for most part geometries. Below that threshold, a simple single-cavity mold with manual loading and standard tolerances is usually your most economical option. Above 100,000 units, you should seriously consider hot runner systems, high-cavitation molds, and automation to squeeze out every cent of savings.
Volume also affects which supplier can serve you best. A factory with 47 injection machines and monthly capacity of millions of parts can offer significantly better per-part pricing at volume than a small shop with 5-10 machines, because the larger factory has lower overhead per machine-hour and can schedule production more efficiently.
The quoted unit price is never the full story. After 20 years of running injection molding projects, we’ve seen every hidden cost there is. The most commonly overlooked items add up to 10-25% above the quoted per-part price.
First: secondary operations. Does your part need assembly, ultrasonic welding, pad printing, chrome plating, or heat staking? Each secondary step adds $0.05-$2.00 per part depending on complexity. A part that costs $0.80 to mold might cost $2.30 after silk screening, UV coating, and threaded insert installation.
Second: packaging and logistics. Export packaging for delicate cosmetic parts (custom foam inserts, individual poly bags, desiccant packs) can add $0.10-$0.50 per part. Ocean freight from Shanghai to Los Angeles for a standard pallet currently runs $2,000-$4,000 — spread across the pieces on that pallet, it’s usually $0.02-$0.15 per unit, but for bulky, lightweight parts the shipping can exceed the molding cost.
“Scrap rate is built into every factory’s quotation, typically 2-5% for simple parts and 5-10% for complex or tight-tolerance parts.”真
TRUE — Every factory factors in a scrap allowance. If your part has tight tolerances, complex geometry, or requires a specific surface finish (like high-gloss or optical clarity), the scrap rate will be higher. The cost of scrapped material and machine time is distributed across the good parts in your quote.
“The per-part price quoted by a Chinese factory includes all shipping costs to your warehouse door (DDP).”偽
FALSE — Most Chinese injection molding quotes are FOB (Free on Board) Shanghai or EXW (Ex Works). FOB means the factory’s price ends when goods pass the ship’s rail at the port. You pay ocean freight, import duties, customs brokerage, and last-mile delivery separately. DDP pricing is available but adds 15-25% to account for the factory’s risk and logistics overhead.
Third: quality control and inspection. Incoming quality control (IQC), in-process inspection, and final quality control (FQC) are standard at any reputable factory. But if you require 100% dimensional inspection, CMM reports for every batch, or third-party inspection by SGS/QIMA, expect to pay $0.02-$0.20 per part extra. It’s worth it for critical components, but it’s not free.
Fourth: mold modification and design changes. First-time 射出成形金型 tooling rarely produces perfect parts on the first try. Most molds need 1-3 rounds of modifications — adjusting gate size, fixing flash, tuning shrinkage compensation. These modifications are typically included in the initial tooling price (called T1-T3 sampling), but major design changes initiated by the buyer are billed separately at $2,000-$5,000 per change.
How Do Part Design Decisions Impact Cost?
Design for manufacturability (DFM) is where you win or lose the cost game before a single part is molded. Every design decision — wall thickness, draft angle, undercut, surface finish — has a direct line-item impact on your per-part price. The good news: most DFM improvements are free. They just require thinking about the molding process during the design phase, not after.
Wall thickness is the biggest lever. Thicker walls mean longer cooling time, which means longer cycle time, which means higher per-part cost. A part with 3mm walls might need 30 seconds to cool; the same geometry with 2mm walls might cool in 18 seconds. That 40% reduction in cycle time translates directly to 40% lower machine cost per part. Uniform wall thickness also prevents sink marks, warpage, and internal voids — eliminating quality costs downstream.
“Specifying a Class 101 mold (highest precision, 1M+ cycle life) for a part that only needs 50,000 units is a waste of money.”真
TRUE — Mold classification matters. A Class 101 mold with hardened steel cavities and precision temperature control costs 3-5x more than a Class 104 mold (standard tolerance, <100K cycles). If your total volume is under 100,000 parts, a Class 102 or 103 mold is usually the right balance of cost and durability. Over-specifying the mold class is one of the most common ways buyers overspend.
“Adding more features and complexity to a part during initial design costs the same as a simpler version, since the mold is being built from scratch anyway.”偽
FALSE — Every additional undercut, side action, lifter, or threaded core adds $2,000-$15,000 to the mold cost and increases cycle time by 5-20 seconds. A simple two-plate mold with straight-pull geometry might cost $8,000 and run 15-second cycles. The same part with two side cores and a threaded insert feature could cost $28,000 and need 35-second cycles. Simplicity saves money at every scale.
Surface finish is another cost multiplier. SPI A-1 (mirror polish) requires hand polishing the cavity for 8-16 hours, adding $1,000-$5,000 to the mold cost. SPI B-1 (fine matte) is achievable with standard EDM finish and costs nothing extra. If your part isn’t cosmetic-facing, skip the premium finish.
ZetarMold Factory Data: Our 8 senior engineers (each with 10+ years of experience) provide complimentary DFM analysis with every mold quotation. We flag cost-saving opportunities — wall thickness optimization, draft angle corrections, gate placement alternatives — before you commit to tooling. With 400+ materials in our database, we can recommend the most cost-effective resin for your performance requirements.
How Can You Reduce Injection Molding Cost Per Part?
You can cut injection molding cost per part by 15-60% through three levers: design optimization, process efficiency, and supply chain strategy. Here are the specific tactics, ranked by savings impact.
| Strategy | Savings Potential | When to Apply | Effort Level |
|---|---|---|---|
| Increase production volume | 30-60% | Always — combine annual demand | 低い |
| Optimize wall thickness (uniform, thinner) | 15-40% on machine cost | Design phase | ミディアム |
| Switch to multi-cavity mold | 25-50% per part at volume | Above 30K units | ミディアム |
| Negotiate bulk material pricing | 5-15% | Above 5 tons/year | 低い |
| Eliminate secondary operations | 10-30% | Design phase | 高い |
| Use family mold for similar parts | 20-40% on tooling | Multiple similar parts | ミディアム |
| Reduce surface finish requirements | 5-15% | Non-cosmetic parts | 低い |
| Source from China vs. local | 30-50% | When quality standards are met | ミディアム |
The most underused tactic is consolidation. If you’re ordering the same part in multiple batches throughout the year, consolidate into one annual order. Even if you don’t need all the parts immediately, the per-part savings from volume pricing often outweigh warehousing costs. As a rough guide: if you can commit to 50,000+ units of a single part number annually, you should expect 20-35% lower pricing than ordering 5,000 units ten times.
Another overlooked opportunity: material substitution. We regularly see parts specified in PC-ABS ($3.50/kg) that would perform identically in standard ABS ($2.00/kg) with a minor design tweak. Or parts in glass-filled nylon where a slightly thicker wall in unfilled nylon would meet the same stiffness target at half the material cost. The right supplier will proactively suggest these alternatives, not just execute your Bill of Materials verbatim.
What Does a Real Cost Breakdown Look Like?
Theory is useful, but let’s look at a real example. Here’s an actual cost breakdown for a 65mm x 40mm x 25mm electronic enclosure in ABS, produced at our Shanghai facility. This part has a simple snap-fit feature, two brass threaded inserts (heat-staked), and requires SPI B-2 surface finish on cosmetic faces.
| Cost Component | At 10K Units | At 100K Units | 備考 |
|---|---|---|---|
| Mold tooling (4-cavity, P20 steel) | $0.80/part | $0.08/part | $32,000 mold, amortized |
| Material (ABS, including runner waste) | $0.12/part | $0.09/part | 18g per part + 15% runner |
| Machine time (180T, 22s cycle) | $0.18/part | $0.14/part | Overhead rate: $25/hr |
| Threaded inserts (2x M3 brass) | $0.08/part | $0.06/part | Material + heat staking |
| Assembly (snap-fit + insert install) | $0.05/part | $0.03/part | Manual operation |
| Quality inspection (AQL 2.5) | $0.03/part | $0.02/part | Standard QC |
| Packaging (poly bag + carton) | $0.04/part | $0.03/part | Bulk packaging |
| Scrap allowance (3%) | $0.04/part | $0.03/part | Included in quote |
| Total per-part cost | $1.34 | $0.48 | - |
Notice the cost inversion. At 10,000 units, the mold tooling ($0.80) is the single largest cost component — 60% of the total. At 100,000 units, material ($0.09) and machine time ($0.14) together exceed the tooling contribution ($0.08). This is why the “what’s your minimum order quantity?” question matters so much — the answer determines which cost component dominates your budget.
ZetarMold Factory Data: With 47 injection molding machines ranging from 90T to 1850T and 120+ production staff, our Shanghai factory handles everything from micro-molding to large structural parts. Our 30+ English-speaking project managers ensure clear communication on cost breakdowns, DFM feedback, and milestone-based payment schedules — so you know exactly where every dollar goes.

Frequently Asked Questions About Injection Molding Cost Per Part
What is the average cost per part for injection molding?
The average cost per part for injection molding ranges from $0.15 for simple, high-volume commodity plastic parts like bottle caps or cable clips, up to $5.00 or more for complex, low-volume parts requiring tight tolerances, engineering-grade materials, or secondary operations such as insert molding or painting. Most production parts fall in the $0.30 to $2.00 range when produced at volumes of 50,000 to 500,000 units. The exact number depends heavily on your part geometry, material selection, production volume, and the supplier’s geographic location.
部品ごとの射出成形コストはどのように計算しますか?
The formula for calculating injection molding cost per part is straightforward in principle but requires accurate data for each component. Per-Part Cost equals the sum of: Mold Cost divided by Total Production Volume, plus Part Weight times Material Price per kilogram, plus Cycle Time times Machine Hour Rate divided by Number of Cavities, plus Secondary Operations cost, plus Packaging cost, plus Scrap Allowance. The most commonly overlooked component is the runner and sprue waste weight, which typically adds 5-15% to the raw material cost per shot. For a precise calculation, you also need to account for setup time amortized across the batch size, and any rework or quality sorting costs.
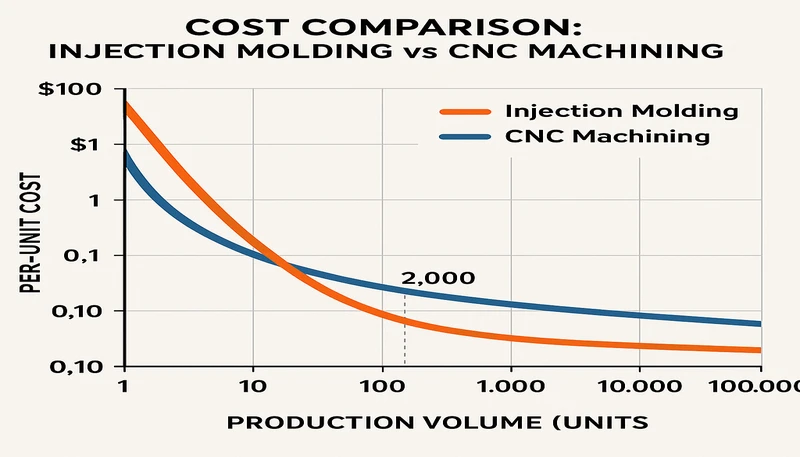
Is injection molding cheaper than 3D printing for production?
Injection molding is almost always cheaper than 3D printing for production quantities above 500 to 2,000 units, depending on part complexity. A part that costs $8.00 to produce via SLA 3D printing might cost only $0.50 to injection mold at 10,000 units — but you must first invest $5,000 to $15,000 in tooling. Below approximately 500 units, 3D printing wins on total project cost because there is no mold investment. Above 2,000 units, injection molding wins decisively on per-unit cost, and the gap widens dramatically at higher volumes. The crossover point shifts based on part size, complexity, and material requirements.
What is the minimum order quantity for injection molding?
There is no technical minimum order quantity for injection molding — once the mold is built, you can produce a single part if needed. The practical minimum is determined by economics: the total mold investment plus setup and calibration costs divided by the number of parts ordered. For a $10,000 single-cavity mold, ordering only 1,000 parts means $10.00 per part just for tooling amortization, which is rarely viable. Most experienced injection molding factories recommend a minimum of 3,000 to 5,000 parts to make the per-unit economics reasonable. At higher mold costs, the recommended minimum increases proportionally.
How much does injection molding cost per hour of machine time?
Machine hour rates vary significantly by region and machine size. In China, rates range from approximately $15 per hour for small machines in the 50-100 ton range to $60 per hour for large machines above 1,000 tons. In the United States and Europe, rates are typically 2 to 4 times higher, ranging from $40 to $150 per hour depending on machine size, automation level, and regional labor costs. The hourly rate includes machine depreciation, electricity consumption, operator wages, facility overhead, and scheduled maintenance. To convert this to per-part cost, divide the hourly rate by the parts produced per hour.
Can I reduce injection molding cost by changing the material?
Yes, material substitution is one of the fastest and most effective ways to reduce per-part cost without changing the part geometry or mold design. Common down-specification opportunities include switching from PC-ABS to standard ABS for a 30-40% material cost reduction, replacing glass-filled nylon with unfilled nylon combined with design reinforcements like ribs for 20-30% savings, and substituting PEEK with PPS for high-temperature applications that do not exceed 240 degrees Celsius for an 80-90% savings. Always verify that the substitute material meets all functional requirements including tensile strength, impact resistance, thermal limits, and chemical compatibility with the end-use environment.
How does multi-cavity molding reduce cost per part?
Multi-cavity molding reduces per-part cost by producing multiple identical parts in a single machine cycle. A 4-cavity mold produces 4 parts in roughly the same cycle time as a single-cavity mold, effectively cutting the machine cost per part by approximately 75%. The mold itself costs 2 to 4 times more to build due to the additional cavities, machining complexity, and balanced runner design. The economic crossover point where machine time savings exceed the higher mold investment is typically 30,000 to 50,000 units. Beyond this threshold, multi-cavity molds deliver increasingly better per-part economics as volume grows.
What is the typical markup or margin on injection molded parts?
射出成形サプライヤーの典型的な粗利益率は、部品の複雑さ、市場競争、顧客関係の長さに応じて15%から35%の範囲です。複数の競合サプライヤーが存在する汎用部品は、価格競争が激しいため、15-20%の利益率になる傾向があります。独自の工程、厳しい公差、または特殊材料を必要とするカスタム設計部品は、25-35%の利益率を要求します。3年以上にわたる長期供給契約は、通常、生産量のコミットメントと顧客獲得コストの削減と引き換えに、15-25%の低い利益率になります。利益率構造を理解することで、サプライヤーを採算割れに追い込むことなく効果的に交渉できます。
Conclusion: Understanding Injection Molding Cost Per Part
射出成形における部品単価は、5つの基本要素に分解できます:金型費用(生産量で償却)、材料選択、機械稼働時間、二次加工、隠れたコストです。最も大きな影響を与える要素はほぼ常に生産量であり、それはあなたの20,000ドルの金型費用が部品あたり2.00ドルになるか0.04ドルになるかを決定します。生産量に次いで、部品設計(肉厚、複雑さ、表面仕上げ)と材料選択が次の大きな節約機会を提供します。
最良の部品単価を提示する工場は、樹脂価格だけでなく、コスト構造全体を最適化するのに役立つ工場です。もしあなたのサプライヤーがDFMフィードバック、代替材料の提案、生産量に基づく価格帯を提供していないなら、あなたは利益を逃しています。 injection molding supplier sourcing guide 金型を発注する前に、見積もりの品質、生産能力、商業リスクを比較するためです。適切な工場で適切な材料を使い、適切な生産量で設計された金型は、あなたの製品を競争力のある価格で部品を提供します。
-
金型金型製造とは、射出成形に使用される金属金型の設計と製造のプロセスを指します。金型製造費用には、キャビティ加工、コア製作、冷却水路ドリリング、頂出システムの取り付け、表面仕上げが含まれます。金型費用は総生産量で償却されます — これは部品単価の経済性における重要な指標です。 ↩
-
サイクルタイムサイクルタイムとは、1回の射出成形サイクル(金型閉じ、射出、保圧、冷却、金型開き、頂出)を完了するのに必要な総時間を指します。典型的なサイクルタイムは、小さな単純部品で10秒から、大きく複雑な部品で120秒の範囲です。 ↩
-
キャビティ金型キャビティとは、射出成形金型内部の空洞部分を指し、最終的な部品形状を形成します。単一キャビティ金型は1サイクルで1つの部品を生産し、複数キャビティ金型は1サイクルで複数の同一部品を生産します。キャビティ数を増やすと、サイクル時間と機械コストをより多くのユニットに分散させることで部品単価を下げられますが、金型への投資額は増加します。 ↩







