 コンテンツへスキップ
コンテンツへスキップ 

金型から部品を取り外すと、そこにあります——シルバーストリーク、本来きれいな表面を横切るように走る微細な輝く線。材料に何か問題が起きたように見えます。最初の直感は樹脂をもっと長く乾燥させることです。その直感は約70%の確率で間違っています。
銀色の筋は、最も誤診されやすい欠陥の一つです 射出成形金型多くのエンジニアはまず乾燥機を調整しますが、ZetarMoldではまずベントゲージを手に取ります。このガイドでは、銀条痕の原因、見分け方、そして最も重要な「問題ではなかった樹脂を48時間乾燥させる無駄を省いた」解決方法を詳しく解説します。
- 銀色の筋は、揮発性物質、水分、または閉じ込められた空気が溶融流路に沿って引きずられることで生じる、光沢のあるまたは銀色の表面線です。
- 水分、分解ガス、および不十分なベンティングが三つの根本原因です — それぞれ異なる修正が必要です。
- ベンティング設計は、ZetarMoldにおけるシルバーストリーク事例の70%以上を解決します——樹脂を48時間乾燥させる前にベントを確認してください。
- 症状の発生位置が原因を示します:ゲート近くの筋は水分またはせん断を指し、充填末端の筋は閉じ込められた空気を指します。
- キャビティ充填端に0.025mmのベントスロットを設けることで、長時間乾燥サイクルを経ても残存するストリークを除去できます。
射出成形におけるシルバーストリークとは?
銀色の筋(スプレーマークまたはシルバースプレーとも呼ばれる)は、射出成形部品の表面に現れる、溶融流方向に平行に走る、きらめく細長い線です。気体または蒸気が溶融フロントに伴って引きずられ、表面に薄い気体層を形成し、周囲のプラスチックとは異なる光の反射を生み出すことで現れます。
この筋はコーティング欠陥や材料バッチの問題ではありません。溶融フロントが金型壁に衝突する一瞬の間に、金型内部で形成されます。溶融体に混入した気体がキャビティ表面に引きずられ、特徴的な銀色または白色の痕跡を残します。
銀色の筋は、幅広い範囲に現れます 熱可塑性プラスチック1 — ABS、PC、PA、PPなど。視覚効果は様々で、暗い部分では明るく目立ちますが、明るい色の部分では、部品を直射光の下で見るまで微細な場合があります。
銀色の筋の三つの根本原因
生産における銀色の筋の大部分は、三つの気体源によって引き起こされます:
水分蒸気 — 吸湿性熱可塑性プラスチックが吸収した水分は、溶融温度に達すると蒸気に変わります。これは誰もが原因と考えるものです。実際に存在しますが、最も一般的な根本原因ではありません。
熱分解ガス ——過剰なバレル温度または滞留時間はポリマー鎖を分解し、燃焼副生成物を放出します。これらのストリークは純粋な銀色ではなく、しばしば暗色または褐色がかっています。
Trapped air — ベンティングが不十分なためキャビティから逃げられない空気が、溶融樹脂フロントと共に流されます。これは実務で最も多く見られる原因であり、診断で見落とされがちです。
シルバーストリークの原因は?根本原因の詳細解説
銀色の筋には三つの明確な根本原因があり、それぞれ診断の特徴と修正方法が異なります。診断を誤ると、間違った解決策に時間と費用を費やすことになります。
原因1: 吸湿性樹脂の水分
吸湿性樹脂——PC、ABS、PA6、PA66、PBT、PET——は周囲の空気から水分を吸収します。水分含有量が臨界閾値(一般的にPCで0.02%、ABSで0.2%)を超えると、バレル内で蒸発して蒸気気泡を形成します。これらの気泡はせん断され、部品表面に細長いシルバーストリークとして現れます。
水分による筋はゲート近くに現れ、外側に広がります。ショットごとに一貫して現れ、キャビティ内のどこを見ても現れます。乾燥時間を増やして筋が減少すれば、水分が原因でした。適切な乾燥を4時間以上行っても持続する場合は、他の原因を探してください。
水分によるシルバーストリークの標準的な修正方法:樹脂メーカー推奨の温度(材料により通常80°C–120°C)で指定時間乾燥。水分含有量は水分分析計で測定——時間だけで推測しない。PCの場合、加工前の目標は≤0.02%。
原因2: 熱分解
バレル温度が高すぎるか滞留時間が過剰な場合、ポリマー鎖が分解し揮発性ガスを放出します。これにより、しばしば褐色がかった銀色の、またはわずかに焼け変色したストリークが生じます。分解によるストリークは充填末端部——樹脂が高温にさらされた時間が最も長い場所——でより深刻になります。
一般的な分解の引き金:推奨範囲より20°C以上高いバレル温度設定;バレル容量に対して機械のショットサイズが小さすぎる(樹脂がバレル内に滞留しすぎる);せん断熱を発生させる過剰なスクリューバックプレッシャー。バレル温度を5°C刻みで下げる、ショット対バレル比を増やす、またはバックプレッシャーを低減することで修正。
原因3:閉じ込められた空気と不適切なベンティング
閉じ込められた空気は、銀色の筋の中で最も診断されにくい原因です。プラスチックがキャビティを充填する際、前方の空気を圧縮します。その空気がベントスロットから逃げられない場合、溶融フロントに巻き込まれ、キャビティ表面に銀色のスプレーとして引きずられます。これらの筋は、ゲートではなく、キャビティの充填末端またはその近くに現れます。
ベンティング不良は、ショートショット、焼け跡、極端な場合にはディーゼル効果も引き起こします。閉じ込められた空気による銀条痕は不規則で、射出速度が変わると発生箇所が変動し、材料乾燥では改善されません。対策はベント設計です。適切な位置にベント溝を追加または深くします。
ZetarMoldでは、診断した銀条痕不良事例の70~80%が、材料乾燥ではなくベント設計の改善によって解決されています。48時間の乾燥工程を実施しても銀条痕が改善されなかった顧客が、キャビティ充填末端に0.025mmのベント溝を追加することで、不良を完全に解消した事例があります。ベンティングは常に最初の診断ステップとすべきです。
シルバーストリークの診断方法:場所が原因を教えてくれる
プロセスパラメータを調整する前に、ストリークが現れている場所を確認してください。場所は最も信頼性の高い診断の手がかりです。
| 筋の発生位置 | Most Likely Cause | 最初に試す修正方法 |
|---|---|---|
| ゲート付近、ショット間で一貫 | 水分蒸気 | 指定温度/時間で樹脂を乾燥 |
| ゲート付近、褐色がかった色合い | 熱分解 | バレル温度を5°C刻みで下げる |
| キャビティの充填末端部 | 空気閉じ込め / ベンティング不良 | Add or deepen vent slots |
| Across entire surface | Multiple causes combined | Check vents first, then dry |
| Random, shifts with speed changes | Trapped air | Reduce injection speed / add vents |
| After extended shutdown restart | Moisture + degraded resin | Purge + dry fresh material |
One practical test: run 3 shots at reduced injection speed (50% of normal). If silver streaks disappear or move, trapped air is involved — the gas has more time to escape. If streaks are unchanged at slower fill, moisture or decomposition is the primary cause.
真偽クイズ:シルバーストリークに関する一般的な誤解
“Silver streaks can occur even when resin has been properly dried.”真
Properly dried resin eliminates moisture as a cause, but trapped air and thermal decomposition can still produce silver streaks independently. Drying removes one of three potential causes — not all of them. If venting is inadequate, silver streaks will persist regardless of moisture content.
“Silver streaks always mean the resin is too wet.”偽
This is the most common misconception in injection molding troubleshooting. At ZetarMold, venting issues and thermal decomposition together account for the majority of silver streak cases. Moisture is one cause among three — and often not the primary one. Diagnosing silver streaks as purely a drying problem leads to wasted time and unchanged defects.
More Myths About Silver Streaks
Two more silver streak claims you’ve probably heard on the shop floor — one is accurate, one will send you on a troubleshooting detour. Check your assumptions here before adjusting the process. These distinctions matter because the wrong diagnosis means the wrong fix, and silver streak troubleshooting is already time-consuming enough without chasing the wrong variable. Injection speed and venting interact in ways that are not obvious: slowing fill helps confirm an air-trap diagnosis, but it is not a long-term solution. Surface defects that look cosmetic can hide structural issues.
“Increasing injection speed can worsen silver streaks caused by trapped air.”真
Higher injection speed compresses air faster in the cavity, leaving less time for it to escape through vents. This intensifies silver streaks from trapped air. The fix is adding proper venting, not reducing speed — though slowing fill temporarily during troubleshooting can help confirm the diagnosis.
“Silver streaks are purely cosmetic and do not affect part strength.”偽
Silver streaks indicate that gas was present at the melt-mold interface during filling. This can mean incomplete fusion, micro-porosity, or surface delamination — all of which reduce mechanical properties. Parts with visible silver streaks on structural surfaces should be tested before accepting them as functional.
銀色の筋の修正方法:プロセス調整
Fix silver streaks systematically: one variable at a time, in order of likelihood based on your location diagnosis.
Venting Fixes
Start here if streaks appear at fill-end or are irregular. Standard vent slot depth for thermoplastics is 0.015–0.025mm (deep enough to let air out, shallow enough to prevent flash). Vent land length: 0.5–1.0mm. Vent width: 5–10mm per vent. Add vents at the last-fill location — this is where trapped air concentrates.
If the mold has existing vents, check if they are clogged with mold release or carbonized resin. Clean vents with a brass brush — steel will enlarge the slot. After cleaning, run 5 shots and check if silver streaks reduce. If vents are open but inadequate, deepen gradually in 0.005mm increments.
Drying and Temperature Fixes
For moisture-related streaks, use a properly calibrated dehumidifying dryer (not a hot-air dryer for critical resins). Measure residual moisture with an at-line moisture analyzer. Target values: PC ≤0.02%, ABS ≤0.1%, PA66 ≤0.2%. Use a moisture-proof hopper or sealed conveying system to prevent reabsorption during transfer.
For decomposition, reduce barrel temperature in the rear zones first. Check screw speed and backpressure — excessive shear adds 20–30°C of effective melt temperature above setpoint. Use a melt thermocouple if available to measure actual melt temperature, not just barrel setpoint.
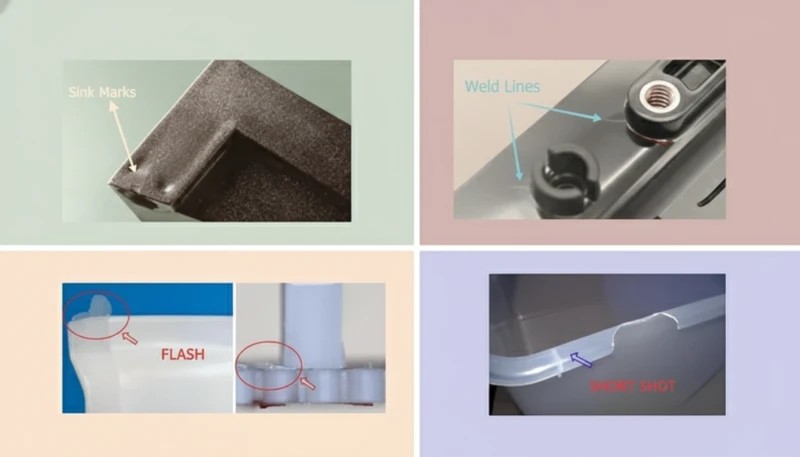
銀色の筋と他の表面欠陥:見分け方
Silver streaks are sometimes confused with other surface defects. Getting the identification right matters because each defect has a different root cause and fix.
Silver streaks vs. flow marks — Flow marks are concentric rings or wavy patterns caused by slow fill speed and premature skin formation. They follow the melt front shape. Silver streaks are linear and parallel to flow direction, caused by gas. Flow marks respond to increased injection speed; silver streaks from trapped air worsen with higher speed.
Silver Streaks vs. Burn Marks and Delamination
Silver streaks vs. burn marks — Burn marks (also called diesel effect) are black or dark brown discoloration at fill-end, caused by compressed air igniting under extreme pressure. They are more severe than silver streaks and usually indicate severely blocked venting. Silver streaks are a warning sign that precedes burn marks as venting deteriorates.
Silver streaks vs. weld line2 — A weld line appears where two melt fronts meet, creating a visible seam or line. Weld lines are often accompanied by a notch or groove in the surface. Silver streaks are surface reflectance anomalies without physical topology change. Different fixes: weld line problems are addressed through gate design3 and melt temperature optimization; silver streaks through venting, drying, or temperature control.
Silver streaks vs. delamination — Delamination produces layers that peel away from the part surface, usually caused by contamination (incompatible material mixed in) or excessive moisture. Silver streaks do not peel — they are a surface optical effect. If the surface lifts or flakes, contamination or severe moisture is the cause, not normal silver splay.
銀色の筋の防止:設計とプロセス制御
Prevention is faster than troubleshooting. These controls, applied at the design and setup stage, eliminate the conditions that create silver streaks before the first shot.
Mold Design Controls
Vent at every last-fill location, at runners, and along long flow paths. Place vents at parting line, ejector pins, and through insert splits where possible. For deep or complex cavities where parting-line vents are insufficient, consider vacuum venting or porous insert venting in chronic dead-air zones.
Gate design affects silver streak tendency. Gates that are too small create high shear rates, generating heat and gas. Gates that introduce air directly into the cavity (air entrapment at gate) cause gate-proximal streaks. Proper gate design accounts for melt temperature at the gate, shear rate limits, and gate placement relative to vented areas.
Wall thickness transitions should be gradual — abrupt thick-to-thin transitions cause hesitation and turbulence, trapping air. Where thickness changes are required by design, use tapered transitions over ≥3× the wall thickness change distance.
Process and Material Controls
Establish a material drying protocol as a standard operating procedure — not just for production startup, but including maximum time in hopper before material is replaced. Thermoplastics reabsorb moisture after drying; typical safe hopper time for PC is 2–4 hours before moisture rises above threshold again.
Set barrel temperature profiles correctly for the specific resin and shot weight. Use a rear-zone temperature that is 10–20°C lower than the front zone to prevent premature plasticization and decomposition. Monitor residence time: shot weight should be at least 20–25% of barrel capacity to prevent excessive dwell at temperature.
部品に欠陥がない場合のベースラインプロセス設定を文書化してください。シルバーストリークは、オペレーターが生産中にパラメーターを調整し、変更を記録しない場合に頻繁に発生します。設定値が固定されたプロセスシートは、繰り返し発生するシルバーストリーク問題に対して最も効果的な予防ツールです。
よくある質問
射出成形で銀条が発生する原因は何ですか?
シルバーストリークは、金型充填中にキャビティ表面を横切って引きずられる、閉じ込められた空気、水分蒸気、または熱分解ガスによって引き起こされます。不十分なベントによる閉じ込められた空気は、生産環境では最も一般的な原因であり、ZetarMoldでは症例の70%以上を占めます。吸湿性樹脂中の水分は2番目に頻繁な原因です — 水分含有量が閾値(例:PCでは0.02%)を超えると、蒸気に変化し、表面のストリークとしてせん断されます。過度のバレル温度または長い滞留時間による熱分解は、茶色がかったシルバーストリークを生み出し、3番目の原因です。
射出成形における銀条痕をどのように修正すればよいですか?
Fix silver streaks by first identifying the cause from streak location. Fill-end streaks indicate trapped air — add vent slots at 0.015–0.025mm depth at the last-fill location. Gate-area streaks appearing in consistent patterns indicate moisture — dry resin to the manufacturer’s specified moisture content using a dehumidifying dryer. Brownish gate-area streaks with discoloration indicate thermal decomposition — lower barrel temperature in 5°C increments and check residence time. Never assume drying alone will fix silver streaks without first inspecting vent condition; blocked vents are the most common overlooked cause.
銀色の筋は部品の強度に影響しますか?
はい — シルバーストリークは表面の完全性を低下させ、部品表面の微小気孔または不完全な融合を示している可能性があります。充填時に溶融樹脂と金型の界面に気体が閉じ込められると、結果は見た目だけの問題ではありません。影響を受けた表面領域は、周囲の材料と比較して密度と結合強度が低下している可能性があります。負荷を受ける表面に目に見えるシルバーストリークがある構造部品は、受け入れ前に機械試験を行うべきです。化粧面のシルバーストリークは、特に自動車および民生電子機器アプリケーションにおいて、ほとんどのOEM仕様書で標準的な不合格基準となっています。
銀色の筋は、より良い材料乾燥で防ぐことができますか?
乾燥は、水分関連のシルバーストリークのみを防止する。根本原因が不適切なベントによる空気閉じ込め、または過剰なシリンダー温度による熱分解である場合、乾燥では不良は解消されない — 48時間乾燥しても同じストリークが残る可能性がある。適切な乾燥は3つの予防ステップの1つである:適切なベント設計が最初で最も影響力のある管理項目、正しいシリンダー温度と滞留時間管理が2番目、指定された水分含有量までの材料乾燥が3番目である。一貫した無不良生産のためには、これら3つすべてが整っている必要がある。
銀色の筋と広がった痕の違いは何ですか?
シルバーストリークとスプレーマークは同じ不良を指す — これらの用語は、金型充填時のガス巻き込みによって生じる同一の表面不良を説明する。『スプレーマーク』は、エンジニアリング仕様書や不良カタログで使用されるより技術的な業界用語である。『シルバーストリーク』は、オペレーターや品質検査員が使用する一般的な現場での呼称である。どちらも、成形品表面に現れる、溶融流動方向に平行に走る細長いキラキラした、または銀色の線を表す。使用する用語に関係なく、診断、根本原因分析、是正措置は同一である。
銀の筋状の気泡を防ぐためのベントスロットの深さはどのくらいにすべきですか?
ほとんどの熱可塑性樹脂用のベント溝は、ランド部で深さ0.015~0.025mm、幅5~10mmとし、ランド後方に深さ0.5~1.0mmのベントリリーフチャネルを設けて空気を金型から自由に排出できるようにする。ベント深さが0.04mmを超えると、ほとんどの標準樹脂でバリ発生のリスクがある。最後に充填される位置にベントを追加する — これはキャビティ充填時に溶融フロントが閉じるにつれて閉じ込められた空気が集中する場所である。高粘度樹脂や複雑な形状の場合、ベント深さを増やす前にベント数を増やし、バリリスクを最小限に抑えつつ排気を最大化する。
樹脂ロットを変更した後に銀筋が現れるのはなぜですか?
樹脂ロット変更により、異なる水分含有量、メルトインデックスの変動、または添加剤濃度の違いが生じ、加工中の揮発分発生に影響を与える可能性がある。ロット変更後にシルバーストリークが現れた場合は、まず水分計で新ロットの水分含有量を確認する — 乾燥機設定が新ロットの初期水分レベルに適していると想定しない。次に、前ロットからのメルトインデックスの変動が、シリンダー温度や背圧の調整を必要とするかどうかを確認する。メルトインデックスが低い新ロットは充填のために高い温度や圧力を必要とし、分解閾値を超える可能性がある。プロセスログにロット間の変動を記録する。
簡易診断ルール:充填末端のストリーク → ベント追加;ゲート付近のストリーク → 樹脂乾燥;茶色がかったストリーク → シリンダー温度低下。まずベントを確認する — これは20分の点検で、48時間の不要な乾燥を省ける。新金型を設計する場合は、T0前にすべての最終充填位置にベント溝を設ける。事後的なベント加工は可能だが、計画的なベント設計が常に優れている。
持続的なシルバーストリークの診断や新金型のベント設計でお困りですか? ZetarMoldのエンジニアリングチームは不良ケースをレビューします — 部品写真と現行の工程シートをお持ちいただければ、最初にどこを確認すべきかお伝えします。
-
thermoplastics: 熱可塑性樹脂は、加熱すると軟化して成形可能になり、冷却すると固化する材料と定義されるポリマーの一種であり、熱硬化性樹脂とは異なり、化学的劣化なく繰り返し加工が可能である。一般的な例にはABS、PC、PA、PPなどがある。 ↩
-
weld line: 溶接ラインは、射出成形時に金型キャビティ内で2つの溶融フロントが合流する場所に形成される目に見える継ぎ目または弱い結合部であり、母材と比較して機械的強度が10~40%低下することが多い。 ↩
-
gate design: ゲート設計とは、溶融プラスチックがランナーから金型キャビティへ流れ込む入口点の形状、位置、サイジングを指し、充填パターン、圧力分布、表面品質に直接影響を与える。 ↩
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview. See our Injection Molding Complete Guide for a comprehensive overview.







