 コンテンツへスキップ
コンテンツへスキップ 

はじめに In the injection moulding process, plastic resin is the main material for manufacturing plastic parts. Through the manufacturing process, molten plastic flows into the mold halves, filling the mold cavity to form the desired shape.
さまざまなプラスチック材料とゴム射出成形法は、さまざまな用途のニーズを満たし、完成品の品質と性能を保証することができます。

プラスチック射出成形プロジェクトにおいて、金型加工は大きな意味を持ちます。成形品の最終的な形状や品質を決定します。しかし、射出成形用金型は、溶けたプラスチックを固める一つの部品ではありません。その代わり、射出成形金型のさまざまな部品が、プロセス全体を通して緊密な設計構造の中でさまざまな働きをします。
この記事では、射出成形金型のさまざまなシステムとコンポーネントについて、そしてそれらが金型の全体的な構造と機能にどのように影響するかについてお話しします。

射出成形の意味とは?
射出成形金型は、プラスチック製品を作るための道具である。プラスチック製品に完全な構造と正確な寸法を与える道具でもある。主な製造方法は、高温の溶融プラスチックを高圧と機械的駆動によって金型に射出するため、プラスチック射出成形金型とも呼ばれます。
射出成形金型の材料とは?
炭素鋼、ステンレス鋼、アルミニウム、チタン、ベリリウム銅などだ。しかし、本当に融点の高い材料にはセラミック金型を使うこともできる。
金型に使用する材料は、作る部品の数、使用するプラスチックの種類、部品の複雑さ、加工のしやすさ、公差の厳しさなど、さまざまなことに左右される。
例えば、ステンレス鋼は100万サイクルまで耐えられるが、アルミニウムは数千サイクルである。まとめると、金型材料の最低条件は、その融点が射出プラスチックよりも高いことである。
ここでは、一般的な射出成形用金型の材料について簡単に説明します;
鉄
スチールは丈夫なので、金型を作るのに最適な素材だ。ABS、ナイロン、PP、PC、アクリル、その他多くのプラスチックと相性が良く、5,000サイクルも使用できます。A-2、D-2、M-2スチールを使って、中子、キャビティ、射出成形用金型のその他のパーツを作ることができる。
ステンレス鋼
クロムと炭素を多く添加すると、耐食性、耐摩耗性、耐摩耗性が向上します。そのため、420、316-L、174-PHのようなステンレス鋼グレードは、より複雑で耐久性のある金型を作ることができます。しかし、熱分解率が低いため、サイクルタイムが長くなる可能性があります。

工具鋼
工具鋼は、炭素と他の合金元素を含む鋳鉄合金です。異なる工具鋼合金と等級は、機械金型に特注の特性を与えます。例えば、H-10、H-13、T-15、A6、M2工具鋼などがあります。
アルミ素材
アルミニウムは何度も射出成形することはできませんが、迅速な金型製作にはよく使われる素材です。つまり、材料が安価で加工しやすいため、アルミ射出成形金型を安価に素早く作ることができるのです。さらに、6061や7075の高い熱伝導率もサイクルタイムを短縮します。
ベリリウム銅
この銅合金は優れた熱伝導性と耐食性で知られ、高精度プラスチック部品の金型材料として最適です。メーカーはこの金属をホットランナー、金型インサート、中子などに使用しています。
射出成形金型の中核部品とは?
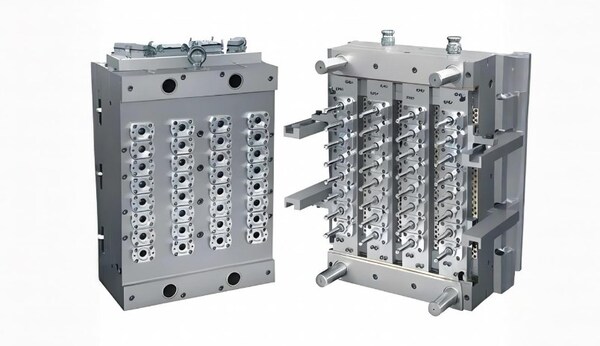
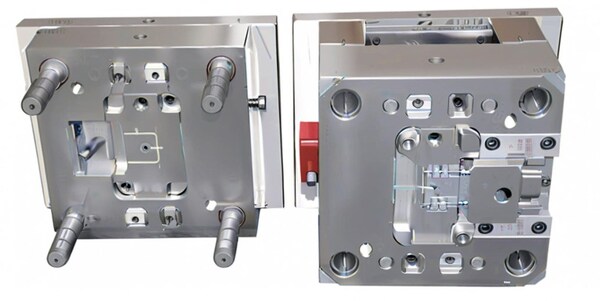
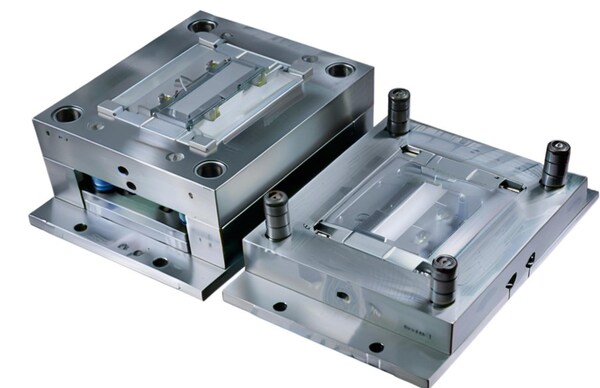
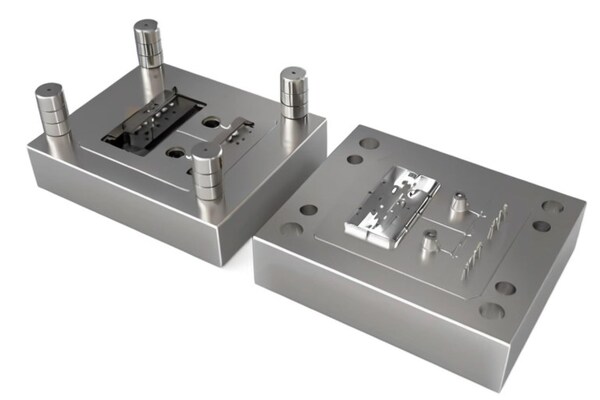
射出成形金型には、キャビティA側(固定)とキャビティB側(移動)の2つの基本部分がある。静止している部分は、部品の外側の輪郭を定義し、材料を充填するためのキャビティを形成し、B側はパーティングラインに移動します。

キャビティA側(固定側)
キャビティ側面Aは成形機の固定プレートに取り付けられており、成形中は動きません。ランナーシステムを収納し、ガイドピンとブッシュを使って移動側Bとの正確なアライメントを保ちます。そのため、この側面には、固化中に冷却水を流すための冷却流路もあります。

キャビティB側(移動側)
金型のB面は、金型を開閉するために重要です。通常、エジェクターシステムとインサートを保持する方法があります。また、成形機の可動プラテンがこの面に接続され、金型の開閉を助けます。部品が適切な大きさで、金型から簡単に出てくるように、この側が正しく動き、並ぶことが重要です。

機能別射出成形金型とは?
コア部品の次に、射出成形金型を構成するさまざまな部品を、その機能ごとに分類して紹介する。これらの部品の中には、プラスチック原料を運搬するもの、開口部をガイドするもの、冷却を行うものなどがある。つまり、特定の部品が特定の機能を果たすことで、目的の結果が得られるのです。

ランナーシステム
こう考えてみよう: そして、バレルノズルから射出ゲートまでの流れを確保するために、いくつかの流路が必要となる。ランナーシステムは、ゲートまで溶融物を運ぶのに役立ちます。また、ランナーシステムは、複数の部品を持つ金型がある場合、材料を広げるために多くのチャネルを持つことができます。
スプルーブッシング: 通常、ノズルの先端からランナーの入口まで溶融プラスチックを移送するテーパー状または円筒状の流路です。シングルキャビティ金型では、メインゲートはゲート位置まで直接伸びています。
ランナーネットワーク メインゲートは、ランナーのネットワークを通して、溶融物を異なるキャビティゲートに分割する。
ゲート ランナーネットワークは、金型キャビティの小さな開口部であるゲートに溶融物を供給する。ゲートには、エッジ型、ピン型、扇型、その他のタイプがある。

When you talk about these runner components of injection molds, you think about pressure and temperature. The nozzle itself maintains a high injection pressure. So, the material flows evenly within the desired viscosity level.

ランナーは2つのタイプに分けられる: コールド・ランナーとホット・ランナー。ホット・ランナーには、高温のランナーと追加の加熱装置があり、流れがすぐに固まらないように温度を保ちます。一方、コールド・ランナーは、追加の加熱装置なしで吸入空気流のみを持っている。
冷却システム
冷却段階は、射出成形工程の時間のうち50%から80%を占めるので、欠陥のないプラスチック部品を製造することがいかに重要であるか想像できるだろう。

基本的に冷却システムは、射出成形金型アセンブリの周囲、主に溶融供給が成形されるメインキャビティの周囲にある水パイプのネットワークです。水が最も一般的な冷却剤ですが、高温成形ではグリコールやその他のオイルが循環します。

冷却システムが温度と流量を調節・調整することで、作業の制御がしやすくなります。このように、適切な冷却は絡まりを防ぎ、生産効率を高め、金型の摩耗を遅らせます。
大型で複雑な金型(例えば、コアサイズが50mm以上)の場合、水の循環は直線的ではなく、コンフォーマルです。以下は、冷却システムに属する射出成形用金型の部品である;
バッフル: 冷却水をサブチャンネルに導くもので、通常はブレード状の金属ストリップである。
バブラー: これは、ドリルで開けられた穴の中のチャンネルをつなぐ中空のチューブである。
ホット・ピンズ 液体で満たされたシリンダーで、連続的な循環によって熱を吸収・放散する。
外部ポンプ: 決められた流量に十分な圧力を供給し、冷却サイクルを維持する。

成形部品システム
射出成形金型の主要部品であり、最終的な形状、サイズ、フィット感、精度に責任を持つ。その名の通り、部品を成形し、キャビティ表面や内部の特徴の詳細を与えます。成形部品には、コア、キャビティ、成形バー、リフターなどがある。
これらの部品はすぐに見つけることができる。ゲートからキャビティに入った供給材料に触れる各部品。

成形部品システムの一般的な部品を紹介しよう;
金型キャビティ: 機械に固定され、プランジャーの射出圧力を受ける。

コアだ: もう半分は、キャビティと一緒に動いてロックされ、完全な内部機能を作る。
成形棒: シャフトや穴のような細長いフィーチャーを成形するためのコアピン。
リフター: 金型が閉じたり開いたりしやすいように、さまざまな機能のドラフト角度を一定に保つのだ。
排気システム
プラスチックが流れると、キャビティに空気が入る。プラスチックが固化すると、成形ガスが発生する。これらのガスは、空洞、気泡、弱点、焼け跡、不完全な充填の原因となります。

したがって、射出成形金型と金型のベントシステムは、閉じ込められた空気を除去し、これらの問題を解決するために重要である。さらに、ベントは過剰な射出圧力を制限するのに役立ちます。

小さな標準的な成形工程では、ベントホールはベントピンとともに中間キャビティ本体のメッキラインに設定されるが、金型が複雑になるにつれて、射出成形金型のシステム部品はますます複雑になっている。
その他の代表的な換気システムには、以下のようなものがある:

溝とチャンネル: パーティングライン、ピン、ベントポイントに細い溝や溝がある:
空気による避難: 空気は注入前に外部の真空ポンプで除去される。
ベントバルブ: マイクロバルブはキャビティの内側と外側の両方に設置されている。
部品周辺の通気孔: 通風孔は一般に、メインゲート、ランナー、ゲートなど、暖房の流れに関係するすべての部分に設けられている。
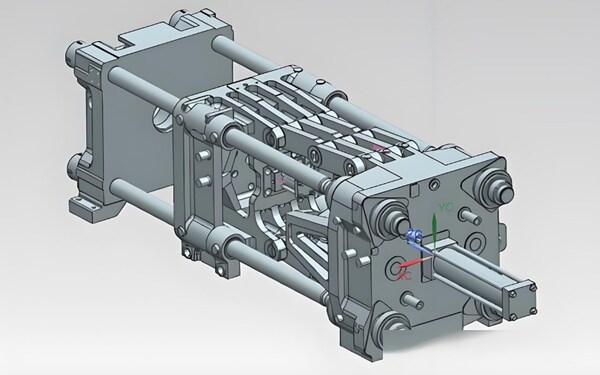
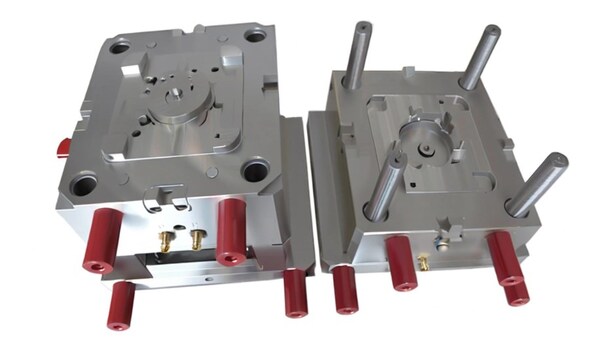
ガイドシステム
ガイドシステムの部品は、金型が開閉するときに、金型の2つの半分とその他の部品が一直線に並ぶようにします。そのため、各サイクルが正確で一貫したものであることを確認するために重要です。
このため、クランプ力は時間の経過とともに位置がずれる可能性がある。ガイドピン、ブッシング、ガイドプレートなどのガイドシステム部品は、これを防ぐのに役立ちます。

ガイドピンとブッシング: この2つが連動して、金型の2つの半分の動きをガイドする。ガイドピンは小さな金属の棒で、金型の片方の半分から出ていて、金型のもう片方の半分にある対応する穴(ブッシング)にはまります。
排出システム
冷却時間が終わると金型が開き、エジェクションシステムが部品とランナーを安全かつスムーズに取り出すのを助ける。通常、この目的のためにエジェクターピンが使用されます。この細い円筒形のピンは、可動側に取り付けられたエジェクタープレートに固定されています。ピンの接触点は平らな面であるため、力が均等に分散され、部品に損傷を与えることはありません。
その他のコンポーネントは以下の通り:
リターンピン: これらの部品は、金型が開くときの位置決めと安定に役立ちます。固定側のエジェクターピンの力を制限します。

エジェクター・スリーブ: スリーブは、円筒状のキャビティから部品を取り出すために使用される。薄いスリーブが金型表面を覆い、反発力によって金型から部品を排出します。
射出成形金型の構造分類には何が含まれるか?
射出成形用金型部品の分類は、金型ベース、金型コア、各種補助部品およびシステムに分けられる。
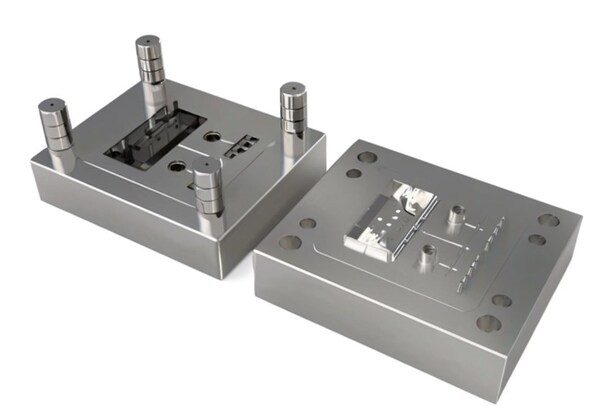
金型ベース
金型の他のすべての部品の土台となる。金型ベースは通常、硬化鋼のような硬くて剛性のある材料で作られている。しかし、「ベース」という用語は単一の部品を指すのではない。その代わり、さまざまな種類のプレートが組み合わされ、穴あけなどのさまざまな組み立て機能を備えた1枚のプレートが作られる。

異なるプレートが上下のクランププレート間にクランプされる。金型プレート、エジェクタープレート、エジェクター固定プレートなどです。
金型コア
金型コアはキャビティと結合し、中空で内部形状のキャビティを形成する。コアは構造を提供し、型締圧力の一部を負担します。コアの形状には通常、適切な抜き勾配を持つフィレットとエッジが含まれます。コアとキャビティを正しい位置関係でかみ合わせると、溶融プラスチックを吸い込むための隙間やキャビティが形成されます。

成形後、コアは引き戻され、排出システムによって静キャビティ部品から取り出される。一般的なコア抜き機構には、機械式コア抜き、油圧式コア抜き、空圧式コア抜きなどがあります。
補助部品
補助部品は、金型構造の下に取り付けられていないサポート部品です。補助部品は、閉鎖射出成形部品の機能を促進するために一時的に組み立てられます。補助部品は、形状や幾何学的な役割はありませんが、射出成形されたプラスチック部品の厳しい公差、構造的完全性、全体的な品質を維持するために不可欠です。
位置決めリング: 金型をガイドし、機械に固定する可動側の丸いリング。ノズルチップやスプルーブッシュなど、金型の位置に関係する部品を正しい位置に配置する。
スプルー・ブッシング ノズルの先端とランナーの入口の間にある小さな溝。

イジェクターピン: 彼らは最終的な部品が無事に出てくることを確認する。
マテリアル・グラバー プラスチックペレットを保持し、機械のバレルに導くもの。
サポートコラム: フロントクランプとモールドトッププレートの間にある垂直の固いもの。この固いものが物を支え、圧力を分散させる。

エジェクタープレート: エジェクターピンを固定する底のプレート。
ガイドピンとブッシング: ロングピンの片側半分とブッシュのもう片側半分を合わせて、すべてが正しく並んでいることを確認する。
イジェクターピン: エジェクターピンが部品を取り外す際に、エジェクターアッセンブリーを保持する。
補助システム
補助システムとは、補助部品のようなものである。射出成形の代表的な例としては、ランナー、射出装置、冷却装置などがあり、この記事の前半でお話ししました。

補助設定
射出成形金型の主な補助装置は、アイボルト穴とKO穴の2つです。これらの装置によって、金型を動かしたり、位置を変えたりすることができ、部品を取り出すのに役立ちます。
アイボルトホール: このネジ穴はアイボルト用。大きな金型をクレーンやホイストで移動させるときに使う。

KO穴: KOの穴はバッククランププレートにある。エジェクターロッドに押されると、エジェクタープレートとパーツが後ろに移動します。

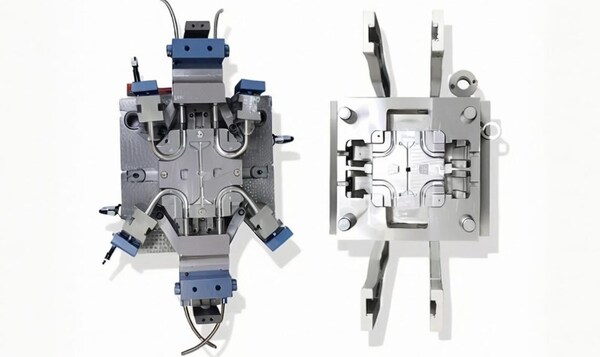
デッドコーナー処理構造
まず、デッドコーナーとは、加工(充填、冷却など)が届きにくい部分や角のことである。例えば、アンダーカット、鋭角コーナー、深い溝などである。ここでは、コーナーエジェクター、油圧シリンダー、スライドなどの構造が、この複雑さを解決するのに役立ちます。

スライド スライドはアンダーカットのある側に位置します。スライドインサートとボルト機構は、凝固中にアンダーカットを支え、物理的な損傷を与えることなくアンダーカット側を除去するのに役立ちます。
油圧シリンダー: スライドを動かすのに必要な力を与えるシリンダー。
アングルエジェクター: 特定の角度で動くエジェクターピンが、手の届きにくい部分や難しい部分から部品を金型から押し出す。
射出成形金型の種類とは?
There are many different types of injection molds, each with its own unique production capabilities and assembly structures of the components and systems included. Here are some popular types of injection molds.

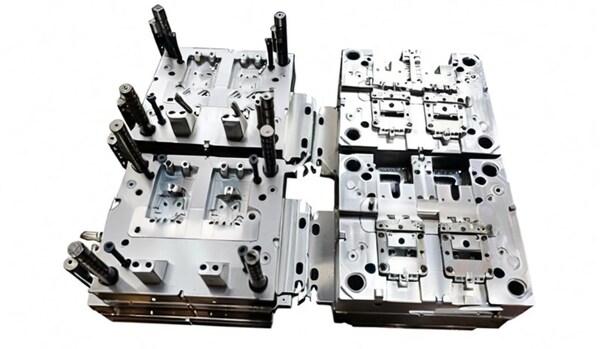
ファミリー・モールド
まず、単一キャビティ金型と多数個取り金型について理解しよう。シングルキャビティ金型は1回の生産サイクルで1つの製品を生産し、マルチキャビティ金型は同一の製品を複数生産する。
加えて、ファミリーモールドは形状の異なる複数のキャビティを持っている。これは、例えば医療診断装置のハウジング、ボタン、内部ブラケットを同じ材料で成形するなど、1つの金型セットアップで複数のデザインができることを意味します。
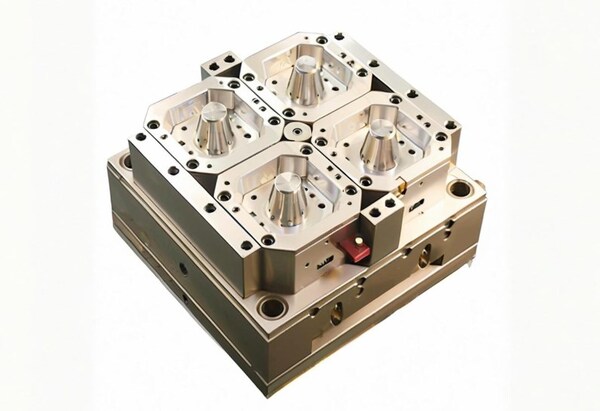
金型の設計と操作は複雑な場合があり、凝固ムラや寸法のばらつきなど、特定の欠陥が発生するリスクがあります。
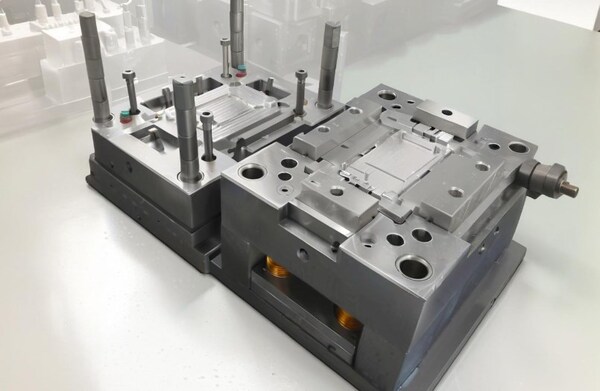
2プレート金型
これは、パーティングラインで出会う1つの可動金型半部と1つの固定金型半部のみを含む単純な金型形式である。2プレート金型の主な特徴は、パーティングラインが1本であるため、射出成形金型のキャビティとコアを直接開いて固化した部品を排出しやすいことです。

金型に複数のキャビティがある場合、ランナーとゲートはパーティングラインの近くに保たれる。製造業者はこのような金型を使って、複雑な特徴のない小さな部品を低コストで生産している。しかし、圧力が高いとバリが発生し、構造が単純なため金型設計の自由度が制限される。
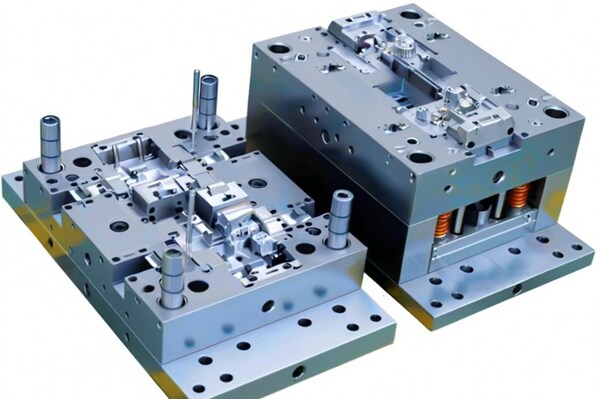
3プレート金型
3プレート金型には2つ以上のパーティングラインがあり、キャビティとコアを開いて最終部品を取り出すことはできません。その代わり、余分なランナープレートがランナーとゲートを分離するので、成形品をランナーから単体で取り出すことができます。

フィードセクションやプレートは、ランナーやゲートの位置をキャビティとコアのパーティングライン付近に配置する必要がないため、ゲートをランナーとは別に配置することができます。これらのタイプの金型は、複雑な形状や多点ゲートの要件に適しています。しかし、射出成形の金型と製造コストは比較的高価である。
スタックド・モールド
複数の金型を取って、それを積み重ねるんだ。そのため、キャビティは通常の射出成形金型よりも大きくなります。1つの金型が部品を射出しているとき、もう1つの金型は部品を射出しており、サイクルは同時に回っています。

そうすることで、1サイクルの部品数を2倍にすることができるんだ。また、キャビティはすべての面で同じ形や大きさである必要はありません。これは、組み立てが必要な異なる射出成形部品がある場合に非常に有効です。
スタック金型は、特に大量成形において、生産効率を向上させる素晴らしい方法です。高度な機械の助けを借りて、プラスチック射出成形プロセスを自動化し、厳格な公差を維持することができます。

ツイストアウト金型
ねじ切り金型は、ボトル・ストッパーのようなねじのある表面を作るのに使われる。ねじ切りされたコアがあり、ねじ切りサイクルによって固形部品を押し出す。同時に、ラック・ピニオン機構が内部のコアのねじれを助けます。

同じような表面形状を持つ精密なネジ部品がたくさん必要な場合は、ツイストアウト金型が最適です。
インサート金型
これらの特殊な金型は、プラスチック部品の中に金属部品が入っている。プラスチックは金属部品の周りを回り、冷えると金属部品を固定する。インサート成形は、プラスチック部品のネジや電子機器の金属部品に使われる。

インサートは、手動または自動のいずれかの方法で金型内に配置され、固定される。手動で行う場合は、手で金型内に配置します。アライメントと適切な位置決めは、ピン、スロット、またはマグネットブラケットを使用して行います。あるいは、ロボットシステムやフィーダーが、各成形サイクルの前に自動的にインサートを行います。
マルチショット金型
この金型は、複数の色や材質の部品を作るために使用される。金型には複数の射出機があり、キャビティに溶融材料を同時に射出することができる。最初の射出が成形された後、その上にさらに射出が行われる。複数の射出を容易にするために、金型は回転、移動、またはコアリターン機構に接続されています。

マルチショット金型は、熱硬化性材料と熱可塑性材料を組み合わせるのに最適です。複数の熱可塑性材料を1つの部品に組み合わせることも、複数の熱可塑性材料を1つの部品に組み合わせることもできます。例えば、熱硬化性工具のハンドルにグリップを付けたり、歯ブラシの毛、シール、ガスケット、Oリングなどに使用できます。
概要
射出成形金型は、プラスチック製品を作るための道具である。製品の形や大きさを決めるもので、多くの部品やシステムがある。主な部品は、金型ベース、金型コア、冷却システム、ランナーシステム、射出システム、ガイドシステムなどである。
プラスチックには多くの種類がある。 射出成形金型例えば、2プレート金型、3プレート金型、スタッキング金型、スピンアウト金型、マルチショット金型などである。各金型タイプは、特定の構造特性と生産能力を持っています。
射出成形用金型の材料は通常、耐久性があり精密なプラスチック製品を製造する要件を満たすために、高強度金属から選択される。
To explore ZetarMold’s full range of injection mold manufacturing capabilities, visit our injection mold service page for tooling specifications, lead times, and pricing.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.







