 コンテンツへスキップ
コンテンツへスキップ 

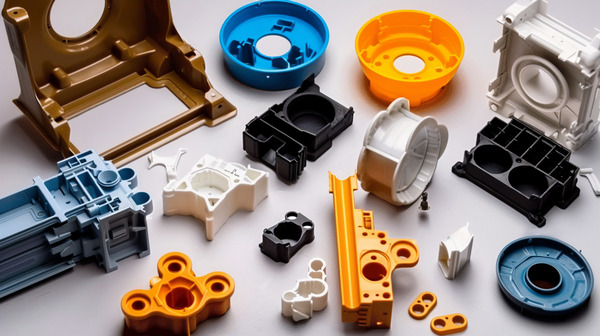
現代の高速射出成形装置は、精密成形されたプラスチック部品を一貫して生産することができます。このプロセスは、同じ品質、厳しい公差、寸法安定性を持つ部品を作るのに優れています。歯車やコネクターなど、非常に精密さを必要とする用途では、プラスチック射出成形がしばしば最適な方法です。公差は+/-0.0002インチまで高精度に設定できます。 射出成形金型ing is a manufacturing process that is used in a lot of different industries. If you want to know what injection molding is, then you’re in the right place.

In this article, we’re going to talk about the conditions for injection molding, the steps in the injection molding process, the pros and cons of injection molding. And we’re going to talk about what injection molding is used for.
射出成形とは?
射出成形はモノを作る方法のひとつだ。溶かしたものを型に注入し、冷やして型の形にする。そして型から取り出す。射出成形は1つのものを作るのに使うこともできるが、通常は同じものをたくさん作るのに使う。射出成形に使うものは、たいていプラスチックかゴムだ。

射出成形は、電気部品、自動車部品、消費者向けプラスチック、家具部品など、多くの産業で使われている。射出成形が人気なのは、スピードが速く、良いものが作れるからだ。
射出成形のプロセスパラメーターとは?
射出圧力
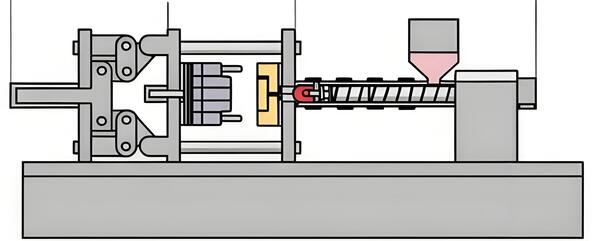
射出成形システムの油圧システムは射出圧力を供給する。油圧シリンダーの圧力は、電動射出成形機のスクリューを介してプラスチック溶融物に伝達されます。

加圧されたプラスチック溶融物は、射出成形機のノズルから金型の垂直流路(金型によっては主流路でもある)、主流路、分岐流路に入り、ゲートから金型キャビティに入る。
この工程が射出成形工程であり、充填工程である。圧力は、溶融物の流動過程における抵抗に打ち勝つために存在し、あるいは逆に、流動過程における抵抗を射出成形機の圧力によって相殺し、円滑な充填工程を確保する必要がある。

射出成形を行う場合、射出成形機のノズルでの圧力が最も高くなるのは、全工程を通じて溶融物の流動抵抗に打ち勝たなければならないからだ。
その後、圧力は流路長に沿って溶融波前端まで徐々に低下する。鋳型キャビティ内の排気が良好であれば、溶融物の前端における最終的な圧力は大気圧となる。

溶融充填圧力に影響を与える要因は数多くある。それらは、材料要因、構造要因、成形工程要素の3つにまとめることができる。材料要因には、プラスチックの種類と粘度が含まれる。
構造的要素には、ゲートシステムの種類、数、位置、金型のキャビティ形状、製品の厚さなどがある。成形工程要素には、射出速度、射出圧力、保圧などがある。

注入時間
ここで射出時間とは、プラスチックが金型に充填されるまでの時間のことで、金型の開閉時間は含まれない。射出時間は非常に短く、成形サイクルにはほとんど影響しないが、射出時間の調整は、ゲート、ランナー、金型キャビティの圧力制御に大きな影響を与える。
適度な射出時間は、プラスチックが金型に十分に充填されるのを助け、製品の表面品質を向上させ、寸法公差を小さくするために非常に重要である。

射出時間は冷却時間よりはるかに短く、冷却時間の1/10~1/15程度が望ましい。この法則は、プラスチック部品の総成形時間を予測するための基礎として使うことができる。
鋳型流動解析を行う場合、解析結果の射出時間は、溶融物が完全にスクリューに押されてキャビティに充填された時のみ、工程条件で設定した射出時間と等しくなる。

キャビティが充填される前にスクリュー保圧スイッチが入ると、解析結果はプロセス条件の設定値より大きくなる。
射出温度
射出温度は射出圧力に影響する重要な要素である。射出成形機のバレルには5~6箇所の加熱部があり、原料ごとに適切な加工温度が設定されています(詳しい加工温度は、原料メーカーから提供されるデータを参照してください)。射出成形の温度は一定の範囲内にコントロールする必要があります。
温度が低すぎると、溶けた材料がうまく可塑化されず、成形品の品質に影響し、工程の難易度が上がる。
実際の射出成形工程では、射出成形温度はバレル温度より高くなることが多い。高い値は射出成形速度と材料の性能に関係し、最大30℃になることもある。

これは、射出口を通過する際の溶融材料のせん断によって発生する高熱が原因である。金型流動解析を行う際、この差を補正する方法は2つある。ひとつは、空気中に射出する際の溶融材料の温度を測定してみることであり、もうひとつは、モデリング時にノズルを含めることである。
保持圧力と時間
射出成形が終わろうとすると、スクリューは回転を止め、前進だけになる。この時、射出成形は保圧の段階に入る。保圧工程では、射出成形機のノズルが、成形品の収縮によって空いた容積を埋めるために、キャビティに材料を加え続けます。

キャビティが充填され、圧力が維持されない場合、部品は約25%収縮する。特にリブが収縮しすぎて収縮痕ができる。保持圧力は一般的に最大充填圧力の85%程度です。これは実際の状況に応じて決定されるべきである。
背圧
背圧とは、スクリューが材料を収納するために反転・後退する際に乗り越えなければならない圧力のことである。高い背圧は、色の分散やプラスチックの溶融に適している、

But it also prolongs the screw retraction time, reduces the length of plastic fibers, and increases the pressure of the injection molding machine. Therefore, the back pressure should be lower, generally not exceeding 20% of the injection pressure.
発泡プラスチックを射出する場合、背圧はガスによって形成される圧力よりも高くなければならず、そうでなければスクリューがバレルから押し出されてしまう。射出成形機の中には、溶融時のスクリュー長さの減少を補うように背圧をプログラムできるものもあり、そうすれば投入熱量が減って温度が下がる。

しかし、この変化の結果を推定するのは難しいため、マシンに対応する調整を行うのは容易ではない。
射出成形の加工条件とは?
射出成形で最も重要な工程条件は、可塑化、流動、冷却に影響を与える温度、圧力、それに対応する作用時間である。
温度条件
射出成形を行うには、プラスチックペレットが溶けるまで加熱しなければならない。射出成形機は、加熱条件を提供するために加熱バレル、バレルと金型ヒーターを設定します。異なるプラスチック材料は、異なる加熱温度を必要とする。通常、生産前に金型のデバッグを試行し、適切な温度条件を見つける必要があります。

圧力条件
射出成形では、プラスチックが金型のキャビティに完全に充填されるように、金型内に一定の圧力を加え、収縮穴や気泡などの欠陥を防ぐために一定の圧力時間を維持する必要があります。圧力の大きさは、射出成形機の圧力範囲と製品の形状や大きさに応じて合理的に設定する必要があります。
射出速度条件
射出速度とは、プラスチックが金型に入る速度のことである。射出速度が速すぎると、気泡、フローマーク、溶着不良などの欠陥が発生する。射出速度が遅すぎると、製品の表面が粗くなり、射出成形サイクルが短くなる。そのため、射出速度は金型トライ中に調整する必要がある。

冷却時間条件
冷却時間とは、金型内で成形されたプラスチック製品が、変形や収縮などの不具合を起こさないように、金型内で冷えてから取り出すまでの時間のことです。冷却時間の長さは、製品の大きさや厚さに応じて設定する必要があり、生産工程で調整する必要がある。
射出成形材料条件
射出成形に関しては、適切なプラスチックを選び、プラスチックの特性に基づいて温度、圧力、射出速度、その他の設定を調整する必要があります。プラスチックによって融点や流動性が異なるため、それに応じて設定を微調整する必要がある。

カビの状態
金型は射出成形プロセスで最も重要な部分である。製品の形状、サイズ、表面品質などの要求を満たす必要がある。同時に、金型の耐摩耗性、耐腐食性、精度を確保するために、金型の材質と製造工程も考慮する必要があります。
プラスチック射出成形のステップとは?
射出成形の歴史と、製造業において射出成形が非常に重要である理由についてはご理解いただけたと思います。

金型の設計
金型を作るのは大きなステップだ。機械工はCAD設計とCNC機械加工を駆使して、サイズや形状、表面の質感など、金型の詳細を把握する。
金型は、キャビティ、コア、ゲート、スプルー、ランナー、射出システム、可動部品などの機能で設計されている。キャビティは溶融プラスチックを射出する固定部分であり、コアは最終部品を成形するための可動部分である。

製造業者は通常、高品質のスチールやアルミニウムを使用して、複数回の生産に対応できる耐久性のある金型を作ります。短期プロジェクトの場合、3Dプリンティングは生産コストの削減に役立ちます。この段階では、金型が特定の要件を満たしていることを確認するために、厳格なテストとシミュレーションを行い、高度なスキルと精度が要求されます。
金型の設計、製作、承認は通常、射出成形工程で最も時間のかかる部分であり、コストもかかる。金型工具の一般的な種類には、単一キャビティ金型、マルチキャビティ金型、スタック金型、2K射出金型などがあります。

プラスチック素材の選択
成形を始める前に、部品に最適なプラスチック樹脂を選ぶ必要があります。樹脂によっては金型のデザインによってはうまくいかないものもあるので、選ぶときには材料と金型がどのように組み合わされるかを考えなければなりません。
選んだ材料を工具でテストし、最終製品が求める特性を持つことを確認することが重要です。プラスチックは分子構造が異なるため、機械的性質や熱的性質が異なります。これらの特性によって、その材料が金型や製品に使用できるかどうかが決まります。

マシンの設置
成形工程で最も重要なステップのひとつは、射出成形機のセットアップである。金型の取り付けには、金型が機械のプラテンに正しく位置合わせされ、固定されていることを確認するために、細部まで注意を払う必要があります。金型を設置する前に、成形機のスペックを確認し、金型のサイズと重量に対応できることを確認することが重要です。
成形機のプラテンは清潔で、成形プロセスを妨げたり、金型を損傷したりするようなゴミや汚染物がない状態でなければなりません。成形機の準備ができたら、金型を慎重にプラテンに置き、成形機のノズルに合わせます。溶融したプラスチック樹脂が金型キャビティに均一に流れ込み、一貫した寸法の高品質な部品ができるようにするには、適切な位置合わせが必要です。

成形機のプラテンにボルトで固定したり、クランプで固定したり、その他の方法で固定したら、成形機が正しく作動しているかどうかをテストする必要があります。テストとは、溶けた樹脂を成形機に通して、ペレットに詰まりや漏れなどの問題がないかどうかを確認することです。
射出成形機のセットアップには技術とノウハウが必要です。正しくセットアップすれば、毎回同じ高品質なパーツを得ることができ、金型や機械を損傷するリスクも減らすことができます。

プラスチック射出成形プロセス
サイクルだ。金型を閉じ、プラスチック樹脂を熱し、機械に送り込む。金型とスクリューに適切な圧力をかけ、ゲートを開け、スクリューを前進させる。溶けたプラスチックを金型に注入し、充填する。
溶けたプラスチックがバレルの端に到達したら、プラスチックの射出を制御するゲートを閉じます。スクリューを後ろに動かして所定量のプラスチックを吸い込み、スクリューに圧力をかけて射出する。
同時に、クランプ圧力は金型の2つの部分を一緒に保持するのに役立ちます。射出圧力とクランプ圧力のバランスをとることは、部品が適切に成形され、射出プロセス中に金型からプラスチックが漏れないようにするために非常に重要です。
冷却と凝固
スプルー、ランナー、ゲート、その他の部品を含め、金型にプラスチックが充填されると、特定の温度に保持され、材料が目的の部品形状に均一に固化します。この間、保圧を維持することで、バレルへの逆流を防ぎ、収縮の影響を抑えることができる。

保圧は、プラスチックが適切に充填され成形されていることを確認するために重要です。パーツの大きさや複雑さ、使用するプラスチックの種類、その他いくつかの事柄によって、保持時間が決まります。
保持段階が終わるとスクリューが引き戻され、圧力が解放され、新しく成形された部品が金型内で冷却されます。この段階では、部品は金型内に留まり、金型温度は部品が均一に冷却されるように同じに保たれます。
冷却時間は、プラスチック部品が硬くなり、金型内で作られた形状を保つようにするために超重要です。あまり早く取り出してしまうと、曲がったり形が変わったりして、射出成形の欠陥になってしまいます。
部品の大きさや硬さにもよるが、この時間は数秒から数分になる。射出成形ユニットは、溶融プラスチックを効率よく金型に注入し、製品の成形と冷却を完了させる。様々な製造ニーズに対応するため、様々な産業で広く使用されている。

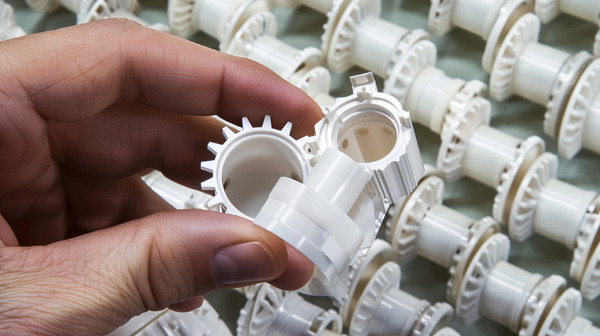
部品排出
プラスチック部品が冷えると、金型が開き、エジェクターピンまたはエジェクタープレートが完成部品を金型から押し出します。成形された部品はキュービクルやコンベヤーに置かれ、仕上げを待つ。仕上げには、研磨、塗装、デスプルーなどがある。研磨は部品の粗い表面や不完全な部分を滑らかにするのに役立ち、塗装は部品に色を加えることができます。
検査と品質管理
出来上がった部品は、サイズや形が合っているかどうかチェックされる。もしそうでなければ、直さなければならなかったり、捨てなければならなかったりする。もしサイズや形が合っていれば、箱に入れて店や買いたい人に送ることができる。
プラスチック射出成形の利点は何ですか?
素晴らしいコストパフォーマンス
射出成形は、リサイクルできるものを使うので、無駄が少なく、安価なプロセスです。プラスチックは通常、金属やゴムのような他の材料よりも安いので、人々は多くのものに使いたがります。さらに、余分なプラスチックをリサイクルして、後でまた使うことができるので、さらにお金を節約することができます。

金型の設計と製作にかかる初期費用を乗り越えれば、人件費は通常低く抑えられる。生産性の高いプロセスなので、金型は時間が経てば元が取れると言えます。だからこそ、高品質で大量のプラスチック部品を作るには最適な方法なのだ。
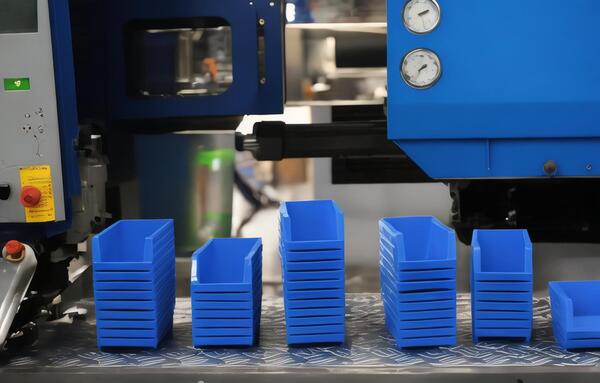
高い生産効率
プラスチック成形は迅速で効率的です。お金を節約できるので、大きな仕事には最適です。また、同じものを何度も作るので、無駄が少ないのも良い点です。

ひとつの金型で、交換が必要になるまでに数百から数千の部品を作ることができる。多くのアルミニウム金型は10,000サイクルまで使用でき、スチール金型は100,000サイクル以上使用できます。これにより、公差と美観の要件を満たす再現性の高い高出力プロセスが保証されます。生産速度は、対象となる射出成形品のサイズや複雑さによって左右されることが多いことを覚えておいてください。
高い生産効率
Modern high-speed injection molding equipment can consistently produce precision molded plastic parts. The process is great at making components that are the same quality, have tight tolerances, and are dimensionally stable. For applications that need to be really precise, like gears and connectors, plastic injection molding is often the best way to go. You can get tolerances as high as +/-0.0002”.

また、メーカーは成形機に高度な制御システムを搭載することが多い。これらの自動化されたシステムは、リアルタイムで工程パラメータを監視し、変更する。そのため、プラスチック部品を正確な仕様で成形することができる。
デザインの多様性
射出成形は、メーカーが複雑な形状の部品を製造するためのプロセスである。部品を思い通りに仕上げるために、メーカーは成形機の設定を調整する。プラスチックが金型に入る速さ、熱さ、圧力の大きさなどを変えるのだ。

また、機械工はシミュレーション・ソフトウェア、オートメーション、3Dプリンティングを使うことができる。これらの技術は、金型、工程パラメーター、成形部品の設計やテストに役立つ。しかし、射出成形の設計の多様性は、プラスチック材料、部品の複雑さ、金型設計に依存します。
幅広い素材
先に述べたように、射出成形はさまざまな素材や色に対応しています。当社では、熱可塑性プラスチック、熱硬化性プラスチック、シリコーン、樹脂など、25,000種類以上のエンジニアリング材料を提供しています。これらのオプションにより、材料の機械的、化学的、物理的特性の完璧なバランスを達成することができます。

材料を組み合わせることで、製品をより硬く、より強く、より衝撃に強くすることが簡単にできます。例えば、オーバーモールディング設計を使えば、金属基板の上にプラスチック材料を成形することができます。
射出成形の欠点は何ですか?
高額な初期投資
すべての成形品には専用の金型が必要です。これらの金型を作ることは、射出成形の初期費用を増やすことになる。また、少量の部品を経済的に作ることも難しくなります。単純な部品や少量の金型費用は、$5,000にもなる。一方、複雑な部品を大量に生産するための金型は、もっと高くつく。

限られた柔軟性
ソフトウェア・エンジニアがいつでも変更できるコンピュータ設計ファイルから部品を作ることができるCNC機械加工とは異なり、機械加工された後にプラスチック金型に大きな変更を加えるのは面倒なことだ。プラスチック金型を変更するには、主に2つの方法がある。

一つの方法は、金型の一部を切り取って金型キャビティを大きくすることである。これによって、部品にプラスチックを加えることができる。部品からプラスチックを取り出すのは難しい。キャビティに金属を溶接できる場合もあるが、そうでない場合もある。そのため、新しい種類のキャビティを作るか、まったく新しい金型を作る必要があるかもしれない。
長いリードタイム
CNC機械加工では5~10日、工業用3Dプリントでは通常3~5日でパーツを手に入れることができる。一方、成形加工は時間がかかる。金型を作るのに5週間から7週間、そして製造と出荷にさらに2週間から4週間かかる。

良いプラスチック金型は長持ちし、プラスチックの流れや冷却を速くするために、派手なランナーや水冷システムがある。金型の設計、試作、テスト、機械加工が非常に複雑なため、金型を作るのに数ヶ月かかることもあり、他のプラスチック製造方法と比べると長い時間がかかる。
しかし、一旦計画と機械加工を行えば、金型はその寿命の間に何百万もの部品を作ることができる。大量に部品を作る能力は、多くの場合、最初にプロセスに費やした時間と費用を補います。

廃棄物
には、無駄の原因となるものがいくつかある。 射出成形プロセス.そのひとつが金型設計である。金型が正しく設計されていなかったり、正しく作られていなかったりすると、部品が不適切に充填されたり、不適切に梱包されたり、不適切に冷却されたりする可能性がある。これらすべてが無駄の原因となる。
詰め込みすぎ: 金型にプラスチックを入れすぎると、余分なプラスチックを切り落とさなければならない。つまり、ゴミが増えるということだ。

ゲートとランナーの廃棄物: プラスチックが流れる溝は、作る部品よりも大きい。それを切り落とすと、廃棄物を作ることになる。
マテリアルハンドリング 生のプラスチックペレットを正しく扱わなければ、台無しにしてしまい、機能しなくなる。
環境問題
他の工業プロセスと同様に、射出成形にも環境問題がある。成形機は、材料を加熱・冷却し、機械を動かし、補助装置に電力を供給するために多くのエネルギーを使用します。このようなエネルギーの使用はすべて、ガス排出による大気汚染の原因となります。また、この工程で発生する廃棄物が埋立地に堆積し、環境汚染を引き起こすこともある。

射出成形部品の主な用途は何ですか?
射出成形は、あらゆる種類のものを作る超クールな方法だ。トースターや車の部品、医療機器まで作ることができる。射出成形は本当に重要な製造方法です。

自動車産業
プラスチック部品はクルマの空力特性を向上させる。車内のいたるところで使われている。射出成形は自動車部品の製造に最適な方法だ。丈夫で軽い部品を作ることができる。ガソリンの節約にもなるし、公害も減らせる。部品はあまり形が変わりません。天候や摩擦で傷つくこともない。

自動車における射出成形部品の例としては、ダッシュボード、バンパー、ミラーホルダーやカップホルダーのような小さな部品など、自動車で目にする多くの部品がある。
包装業界
包装業界では、顧客にアピールする独創的な包装デザインを開発するのに有効な部品を使用している。魅力的な外観や美観だけでなく、製品は厳格な安全衛生規制を遵守しなければなりません。射出成形は、大きな問題を引き起こすことなく、製品全体の品質を向上させることができます。

医療業界
医療用部品は多くの場合、卓越した機械的特性と正確な寸法を提供するカスタムプラスチック部品を必要とします。医療業界は、その高い基準と持続可能性へのコミットメントで知られています。
医療用プラスチック部品の製造は、高度に規制されたプロセスである。耐久性に加え、医療用部品は高温に耐え、適切な化学組成を持つ材料から作られなければなりません。

射出成形は、超耐久性、柔軟性、強度、そして加工が簡単という点で優れた選択です。これらはすべて、ヘルスケア産業向けのものを作る場合に必要なものです。入れ歯、手術器具、手術の準備に使うもの、骨折のためのブラケットなどは、すべてプラスチック射出成形で作られています。
消費財産業
家庭用品の製造業界は、プラスチック成形技術に大きく依存している。この方法が消費財にもたらす主な利点は、思い通りの仕上がりと外観を実現できることだ。

この技術で作られた部品は、丈夫で高品質だ。プラスチック製品が一般的になって以来、家庭用品にもこの製法が採用され、さまざまなことができるようになった。窓のブラケット、カトラリーホルダー、取っ手、棚などなど。
航空宇宙産業
航空宇宙産業には、構造強度と精度に関する厳しい規制があります。プラスチック射出成形は、今日のほとんどの航空機の空力部品の製造に使用されている。航空宇宙産業は、部品製造にこの方法を採用するようパラダイムを変えつつある。

この業界では、小さな部品から複雑な部品まで、多くの製品に射出成形が使われている。例えば、タービンブレードやケーシング、パネル、シャーシ部品、パネル、ハウジングなどである。
結論
プラスチック射出成形 はプラスチック部品を作るのに良い方法だ。速いし、一度にたくさんの部品を作ることができる。価格も安い。射出成形は多くのものを作るのに使われています。毎回同じパーツを作ることができるからです。
車の部品、家の中のもの、医療品、毎日使うもの、他のものを入れるものなどに使われている。射出成形は常に改良されている。射出成形で常に新しいものを作っている。
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.







