

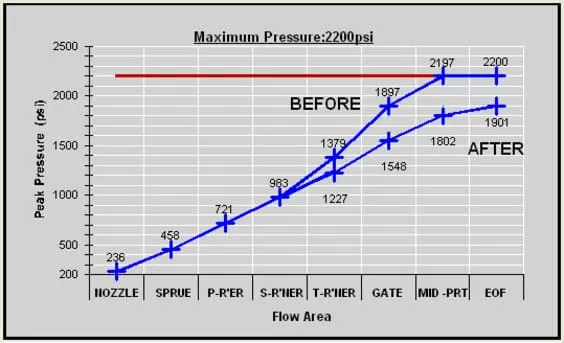
Proper pressure during 射出成形金型ing is paramount to creating successful parts with enduring quality.
プレスが不十分だと、仕上がりが不完全になるだけでなく、プラスチックと金型の接着が劣悪になり、将来的に故障につながる可能性もある。
逆に、ノズルの力が強すぎると、射出成形機の重要な部品の摩耗を早めるだけでなく、装置を損傷する危険性があります。
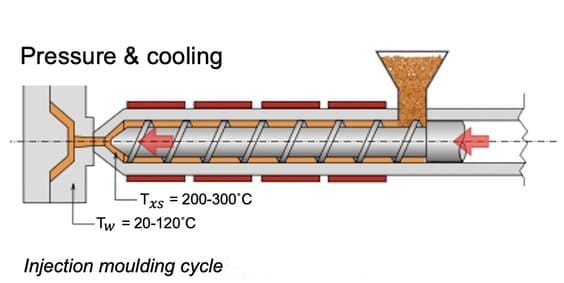
射出成形は、さまざまな形状やサイズのさまざまな粘度のプラスチック材料を、複雑な部品やデザインに加圧成形するプロセスである。
How much Injection molding requires considerable pressure to ensure a successful outcome, with the amount necessary dependent on several factors.
プラスチックの種類や粘度は、成形される部品のサイズや形状、成形品の設計や構造とともに、このことに影響することがある。 射出成形金型 また、使用する機械も考慮しなければならない重要な要素である。
さらに、生産が複雑になればなるほど、プラスチック樹脂から部品を製造する際の適切な力の重要性が増す。材料と金型の間の強力な結合を確保することは、望ましい結果を得るために不可欠な要素である!
プラスチック材料の種類と粘度
プラスチック材料に必要な射出圧力は、その材料の種類や粘度によって大きく異なる。
For instance, an easy-to-flow polyethylene requires lower pressures than a more viscous one such as Polycarbonate – which needs higher applied forces to inject into the injection mold.
素材によって、少量または多量の圧力を必要とする特性が異なるため、仕上げ製品を選ぶ際には、この点に留意することが重要です!
成形する部品のサイズと形状
Injection molding demands varying levels of holding pressure depending on the size and complexity of a part.
As parts get larger and more intricate, greater pressures are necessary to ensure secure bonds between plastic materials and their injection molds. Conversely, smaller simpler components require less pressing power.
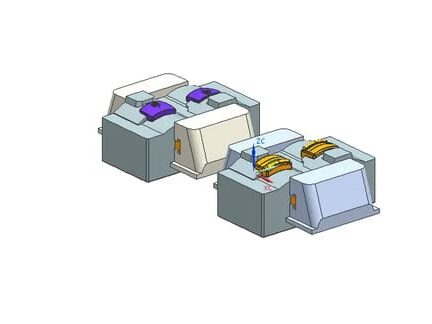
金型の設計と構造
射出成形は精密なプロセスであり、射出成形金型の設計と構造によって望ましい結果が得られる。
Complex shapes with delicate features (such as thin walls or deep grooves) necessitate higher injection pressures, while simpler designs can be achieved using less pressure. Understanding these requirements is key to developing successful products through injection molding.

射出成形機
Injection molding machines are essential in achieving the right pressure during production.
例えば、クランプ力100トンを誇るスパイラル射出成形機は、そのプロセス全体を通して最大100トンの圧力を使用することができる。
成形される部品の複雑さ
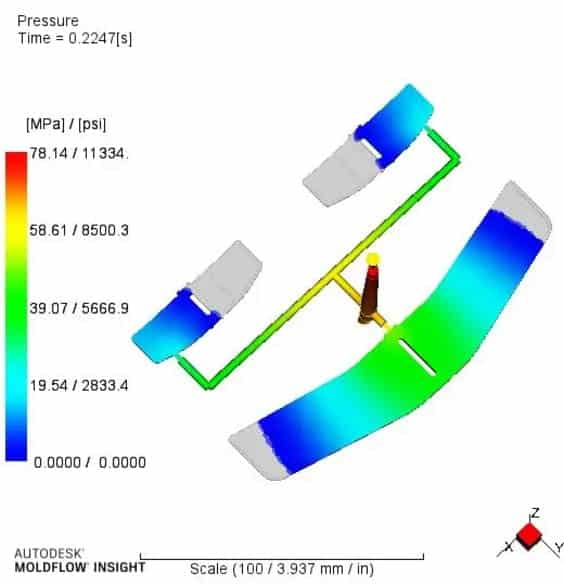
望む結果によって異なる、 プラスチック射出成形 圧力は大きく変化する。
柔らかい材料で作られた単純な部品であれば、キャビティ圧は数百psiで済むかもしれませんが、硬いプラスチックで作られた複雑な部品では、正確な成形と優れた特性を得るために、初期段階で数千psiが必要になります。
結論
プレッシャーの完璧なバランスを見つけることは、成功に不可欠である。 射出成形.少なすぎると欠陥の原因となり、多すぎると機器と部品の両方にダメージを与える可能性がある。
このようなことを考慮するためには、それぞれの用途に合わせたアプローチが必要である。
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.







