 コンテンツへスキップ
コンテンツへスキップ 

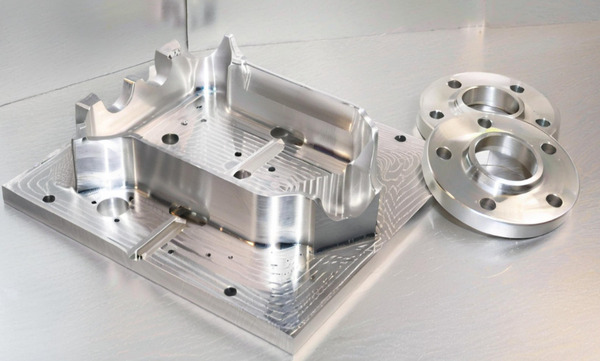
はじめに射出成形金型は、作りたい製品に合わせて作られる部品です。CNC機械加工などで作られる。射出成形金型は、高温のプラスチックを射出し、冷却するために使用します。射出成形金型にはたくさんの種類があります。ホットランナーとコールドランナーだ。ランナーと金型がどの程度高温に保たれるかに基づいているんだ。
どの金型システムもメカニズムが異なり、プラスチック製造に与える影響も異なります。ですから、選択する前に、ホットランナー金型とコールドランナー金型の比較を正しく理解する必要があります。
この記事では、ホットランナーとコールドランナーを比較する。 射出成形 2つのシステム、その仕組み、違いを紹介する。また、プロジェクトに適した金型の選び方も紹介している。
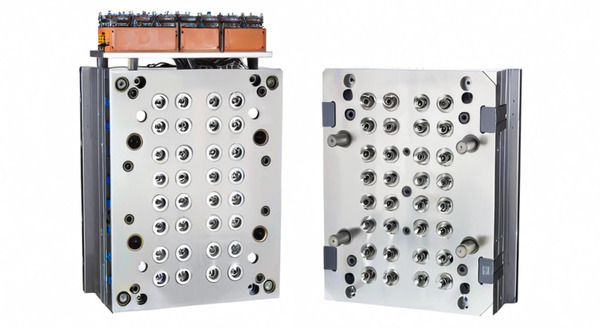
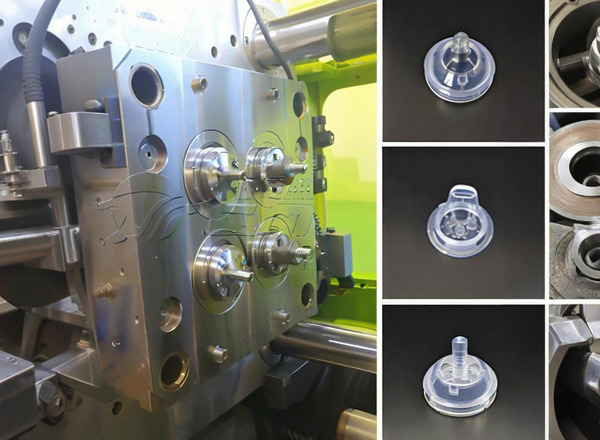
ホットランナー金型とは?
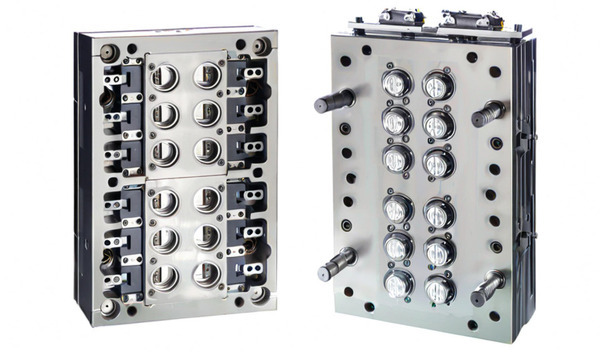
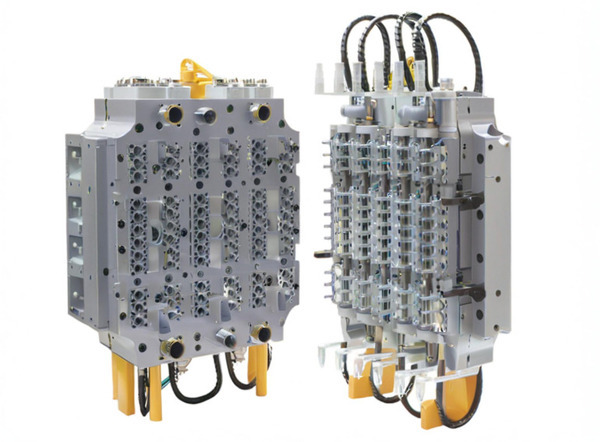
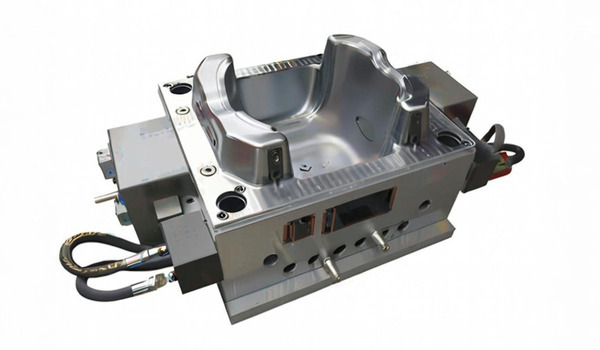
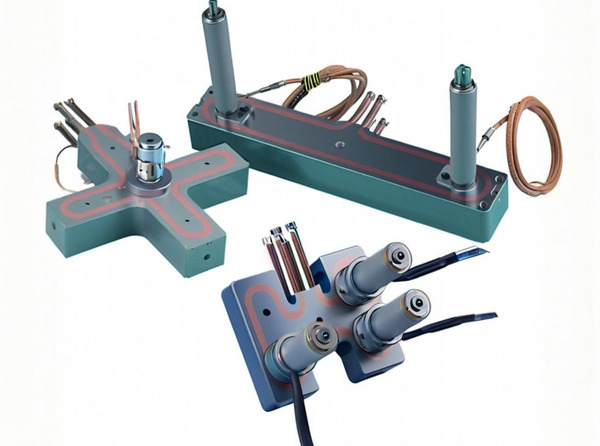
ホットランナー金型は、金型に注入された溶融プラスチックが高温に保たれるようにするマニホールドシステム(すなわち、加熱部品、マニホールド、ノズルがある)を備えた射出金型である。
ホットランナー射出成形は、安定した流動性と射出圧力を必要とするプラスチック部品の成形に適しています。さらに、射出圧力の変動や金型の未充填によるヒケなどの不良を減らすことができます。

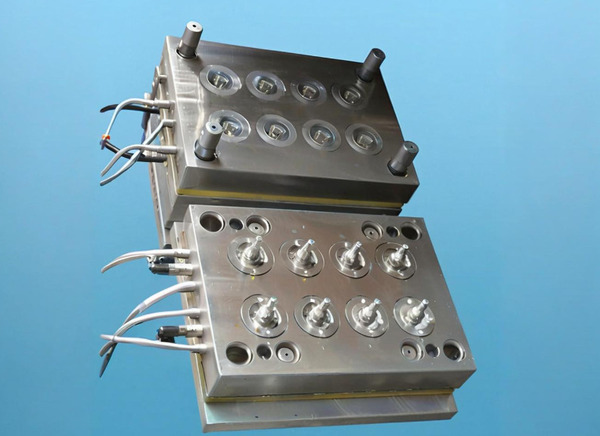
ホットランナー金型の種類は?
プラスチック射出成形用のホットランナー金型には、保温方法によって2つのタイプがある:
断熱ホットランナー
断熱ホットランナー金型は、金型プレートのランナーが非常に厚く、溶融プラスチックが少し冷えてシステムが断熱されます。断熱材が熱を逃がさず、金型システムがプラスチックを流動させます。
断熱ホットランナー金型は、マニホールドやドリッパーを使用しないため、加熱金型よりも安価である。柔軟なゲートがあり、欠陥が少なく、色の変更も容易である。しかし、デメリットもある。ゲートが凍る。金型が均一に充填されない。起動に時間がかかる。また、マニホールドシステムがないため、プラスチックを溶かし続けるには高速サイクルを実行しなければならない。
ヒーター付きホットランナー
加熱式ホットランナーは、ホットランナー金型システムの主なタイプで、金型の片側半分に加熱部品を使用して加熱を実現します。ただし、外部加熱型と内部加熱型の2種類の設計があります。
外部から加熱されるホットランナー: 発熱体は金型の外にあります。つまり、プラスチックの溶融フローに障害物がなく(フロー制御が向上)、射出圧力の低下もありません。また、プラスチックが凍結しないため、色の変化にも適しています。外部加熱式ホットランナー金型は、熱に弱い材料に適しています。
内部ヒーター付きホットランナー: ここでは、発熱体が金型内にあるため射出圧力が低下し、変色と相性が悪く、金型内で材料がハングアップして劣化する。しかし、加熱ランナーやゲート先端の制御により流れは良くなる。
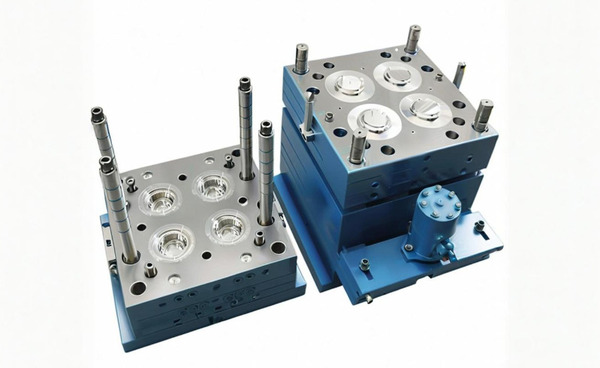
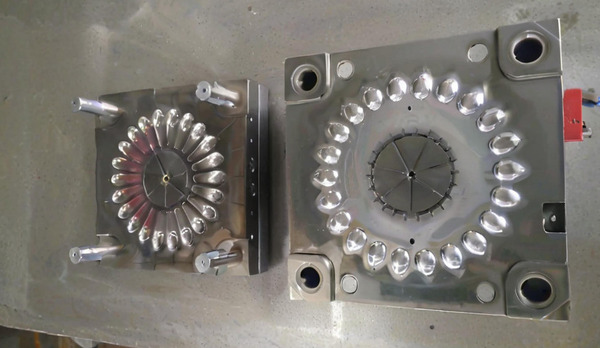
コールドランナー金型とは?
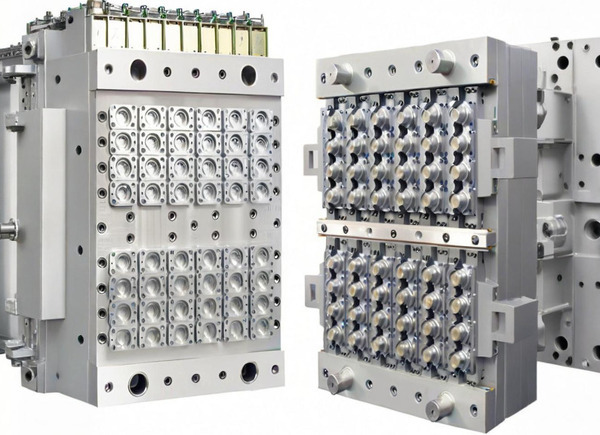
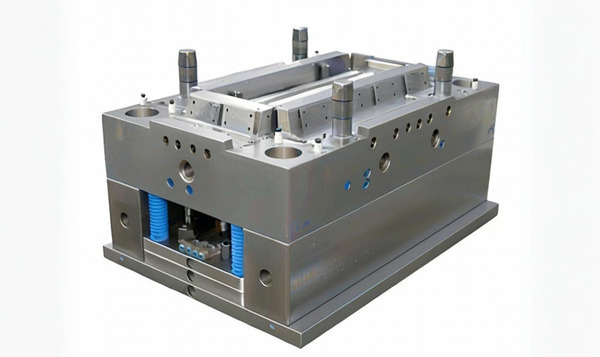
コールドランナー金型は、ランナーが金型キャビティと同じ温度にある基本的な射出成形金型です。溶融プラスチックを位置決めリングに注入します。その後、溶融プラスチックは金型キャビティに入る前に冷却されたゲートとランナーを通過します。プラスチックが冷えると、金型キャビティの形状になり、ランナーで固まったプラスチックが付着します。
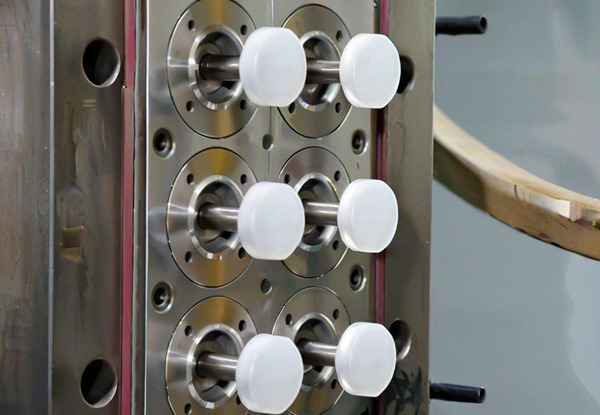
コールドランナー金型はランナーが大きい(成形品より大きい)ので、金型への充填不足の傾向がありません。それ以外にも、熱に敏感であるかどうかに関係なく、どんなプラスチックポリマーにも適しており、ホットランナーよりも安価で、メンテナンスも簡単です。ただし、廃棄物が出る。

コールドランナーシステムの種類とは?
コールドランナー金型システムには、プレートの数によって2つのタイプがある:

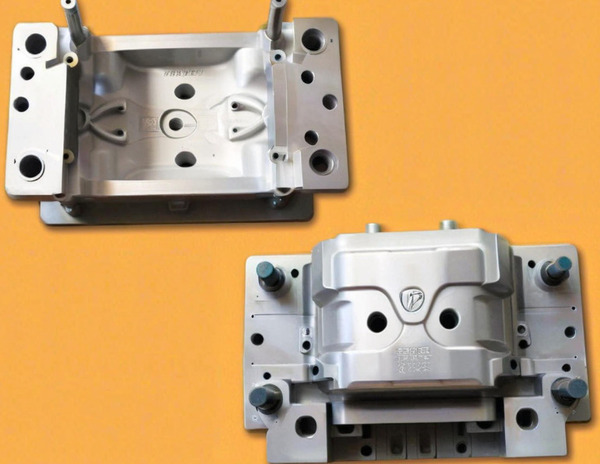
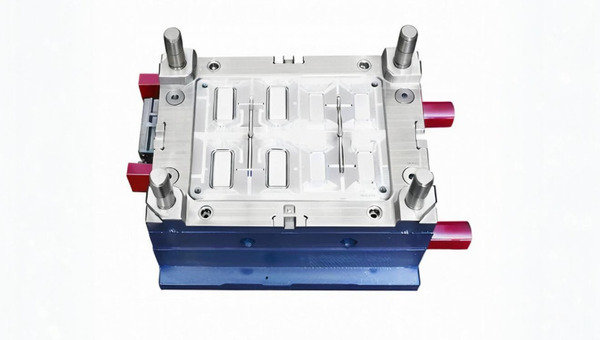
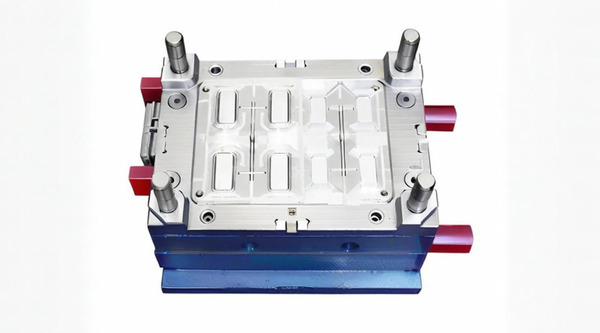
2プレート・コールド・ランナー・システム
2プレート・コールド・ランナー・システムは、2枚のプレートで構成される。固定金型には、ゲート、ランナー、ゲート、キャビティがあります。最も速く、最も単純で、最も安価なコールド・ランナー・システムである。ただし、ランナーは最終製品に取り付けられているため、切断する必要があります。
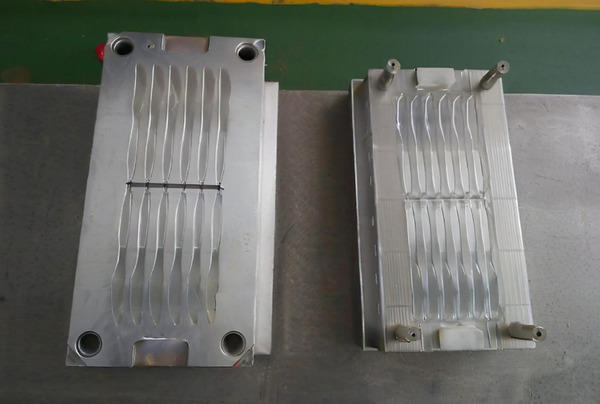
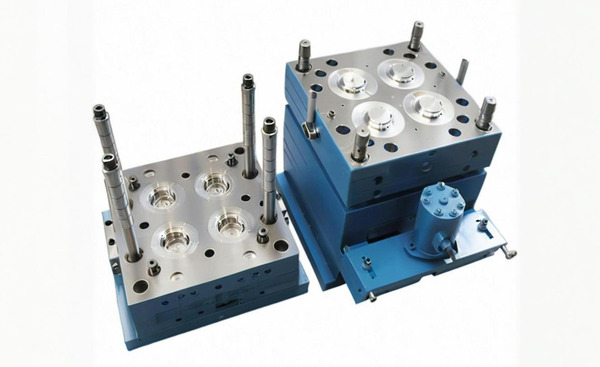
3プレート・コールド・ランナー・システム
3プレートコールドランナーシステムは2プレートシステムと似ている。しかし、3プレート射出成形金型には、ランナープレートを取り付ける柔軟性があります。さらに、射出成形品からランナーを切り離す必要がなく、部品取り出しのための排出システムも必要ありません。
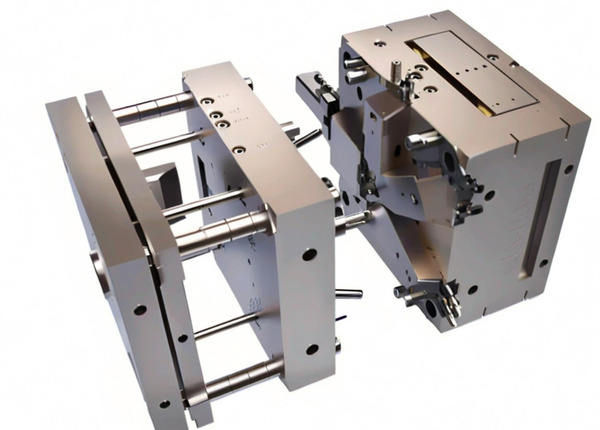
3プレート射出成形金型は、より友好的で柔軟性がある。複雑なデザインの製品を扱うのに最も適しており、ホットランナーシステムに代わる低コスト金型である。このタイプの射出成形金型の欠点は、長いサイクル時間、複雑な金型設計、高い材料廃棄物などである。

ホットランナーシステムの利点は?
ホットランナーシステムは、多くの利点があるため、プラスチック製品の製造に多く使用されている。
サイクルタイムの短縮: ホットランナー射出成形とコールドランナー射出成形の主な違いの一つはサイクルタイムである。プラスチックは最適な温度に保たれ、流動性が高まるため、ホットランナー射出成形はサイクルタイムが速くなります。ホットランナーシステムは射出成形の生産効率を向上させます。
ホットランナーの温度制御がより正確になるため、プラスチックの冷却時間を短縮することができる。 射出成形 サイクルを向上させ、生産量を増やすことができる。さらに、ホットランナーシステムは、複数のランナーを同時に射出成形することで、生産効率をさらに向上させることができます。したがって、サイクルタイムが短縮される。

無駄が少ない: 金型システムは廃棄物をほとんど出さないので、費用対効果が高い。ホットランナーシステムはプラスチックを節約できる。従来のコールドランナーシステムでは、ランナーとノズルにプラスチックを充填するために余分なプラスチックが必要でしたが、ホットランナーシステムでは金型に直接プラスチックを注入できるため、廃棄物とコストを削減できます。
さらに、ホットランナーシステムは、プラスチックの温度を正確に制御し、過熱や過冷却を抑えることで、さらにプラスチックを節約することができる。
品質はより良い: ホットランナー金型で作られた部品は、充填曲線と射出圧力が優れているため、最終的な品質が向上します。ホットランナー技術はプラスチック射出成形時のスクラップを減らすことができる。
従来のコールドランナーシステムに比べ、ホットランナーはプラスチックの流動と凝固プロセスをよりよく制御することができ、気泡、収縮、亀裂などの欠陥を減らし、製品の成形速度と品質を向上させることができる。
成形の自動化: トリミング、廃棄物の再生、ランナーの除去などの後処理をする必要がないため、自動化できる。

デザインの柔軟性: 射出成形金型の設計には柔軟性がある。ゲートは、ホットチップゲート、バルブゲート、またはエッジゲートを使用して配置されます。これにより、射出成形工程で部品の美観と金型キャビティの最適な充填効果が向上します。
製品をより良く見せる; ホットランナーシステムは射出成形品の見栄えを良くします。ホットランナーはプラスチックの流れや硬化をコントロールできるため、製品の外観にミスや跡がつきにくくなり、製品の光沢や手触りがよくなります。
また、ホットランナーシステムでは、複数の色や複数の層を持つ製品を作ることができるため、製品の見栄えがさらに良くなる。
コールドランナーシステムの利点は?
コールド・ランナー・システムには次のような利点がある:
金型コストの削減: コールドランナー金型は製造コストが低い。金型代が節約できる
点検やメンテナンスのコストが少ない: コールドランナー金型は複雑ではありません。そのため、検査やメンテナンスの手間がかかりません。つまり、メンテナンスにかかる費用が減り、ダウンタイムも短くなります。

感熱性プラスチック: ホットランナー金型とコールドランナー金型のもう一つの違いは、感熱性プラスチックの成形への応用です。コールドランナーシステムは感熱性プラスチックに最適です。また、どのようなプラスチックにも適しています。
ホットランナーシステムの欠点は?
ホットランナーシステムには次のような欠点がある:
高い投資コスト: ホットランナーシステムの最初の投資とメンテナンスコストは、金型の複雑さと、サイクルタイムの短縮、部品の品質、柔軟性などの利点のために高額になる。
機器の精度に対する要求が高い: このシステムは精密さが要求されるため、ハイエンドの設備を必要とする。設備が精密でなければ、機械が壊れ、欠陥が生じる可能性がある。例えば、プラスチックのシールが破れると、溶けたプラスチックが溢れるため、ホットランナーの部品が破損する可能性があります。
コールドランナー方式の欠点は?
コールドランナー射出成形には次のような欠点がある:
廃棄物:ホットランナー成形とコールドランナー成形の比較では、廃材がもう一つの違いとなる。溶融プラスチックはコールドランナーシステムで固化します。従って、これらはトリミングが必要なスクラップ材となる。
射出圧力降下: プラスチックが流れると金型に熱が奪われ、収縮する。この収縮によって圧力が下がり、ヒケや未充填部分ができてしまう。
サイクルタイムが長い: 寒い 射出成形 は、プラスチックがうまく流れないため、サイクルタイムが長くなる。さらに、ランナーやゲートを取り外すのに余分な時間がかかる(特に2金型システムの場合)。
ホットランナー金型を選ぶ際の注意点とは?
ホットランナー金型を選ぶとき、価格、納期、数量を考えなければならない。しかし、最も重要なことはランナーシステムに関する技術的なことです。以下は、あなたが考えるべきいくつかのことです。
射出圧力
溶融プラスチックの温度は一定であるため、マニホールドシステムを通過する際の射出圧力降下は低くなります。そのため、射出成形用金型を設計する際には、射出成形に使用する材料、特に溶融流動性の悪い材料を使用する場合、正しい金型流動のシミュレーションを行うことが非常に重要です。

暖房
加熱エレメントは内部または外部がある。外部加熱システムは熱に敏感な材料に適している。一方、内部加熱システムは他のプラスチックポリマーに適しています。
ゲートタイプ
素材や製品のデザインごとに、異なるゲートデザインが必要です。そのため、ゲートを作る際には、ゲートマーク、ゲートの位置、注入する材料の種類などを考慮します。
標準またはカスタマイズシステム
標準システムとカスタムシステムのどちらを選ぶかは、必要なものによります。標準システムには標準的な部品とサイズがあります。そのため、コスト、納期、メンテナンスの面で最適です。カスタムシステムは、ユニークなデザインの製品を作るのに適しています。
プラスチック加工タイプ
扱うプラスチックも選択に大きな役割を果たします。例えばFRPの場合、耐摩耗性に優れたゲートインサートや外部加熱方式のランナーを備えた金型が必要です。
ランナーサイズ
ランナーのサイズは、システムの性能にとって重要だ。これを間違えると、最終的な部品を台無しにしてしまったり、最後まで充填できなかったりします。ランナーのサイズを知るのに役立つのは、どれくらいの圧力が失われるか、プラスチックがそこに入っている時間、どれくらいの温度か、どれくらいの速度で動いているか、どれくらいの頻度で起こるか、などです。
マルチゾーン温度コントロール
大型で複雑なシステムや熱に敏感なプラスチックを扱う場合は、ヒーターの質量と熱損失を考慮し、必ずマルチゾーン温度制御システムを使用してください。
コールドランナー金型を選択する際の注意点とは?
コールドランナーの金型を選ぶ際には、いくつか考えなければならないことがある。
ノズル
ウォータージャケットに粒子が入り込まないよう、溶接されていないノズルを選ぶ。
ノズル先端
ノズルチップの種類はメーカーによって異なる。例えば、ノズルの先端にノズルチップを強固に取り付けるものもあれば、加熱時の金型の熱膨張を考慮してノズルチップにバネを使用するものもあります。
ランナー・マニホールド
ランナー・マニホールドは、取り外して清掃できるように、分割プレート式にする。ガンドリル加工されたランナーのような他のデザインは、金型をクリーニングしにくくする「デッドスポット」を作る可能性がある。
ピストンアセンブリ
ガンドリルのエア通路を使用することで、エアチューブの損傷を防ぎ、接続ミスをなくすため、ノズル内にエアホースやバーブ継手を使用する必要がなくなります。

空気圧接続
より良いコールドランナー金型には、外部エアラインまたはクイックディスコネクトコネクター付きのエアジャンクションボックスが必要である。
結論
ランナーシステムを理解すれば、ホットランナーかコールドランナーかを選ぶことができる。そこで今回は、コールド・ランナーとホット・ランナーを比較してみよう。 射出成形その違いを説明し、正しい選び方を伝授する。
ホットランナーシステムまたはコールドランナーシステムを使用した高品質の射出成形部品が必要ですか?ゼータ金型にお問い合わせください。






