 コンテンツへスキップ
コンテンツへスキップ 
カスタム液状シリコーンゴム(LSR)射出成形サービス
精密で耐久性のある製品のための高度な液状シリコーンゴム射出成形をご覧ください。Zetar Moldの革新的なソリューションであなたの製造を強化します。

液状シリコーンゴム(LSR)射出成形の完全ガイド
液状シリコーンゴム(LSR)射出成形とは?
液状シリコーンゴム射出成形は、しばしばLSR成形またはLIM(Liquid Injection Molding)と略され、液状シリコーンゴム材料から耐久性、柔軟性、および高精度の部品を作成するために使用される製造プロセスです。
その中核は熱硬化性プロセスである。これが熱可塑性射出成形とは根本的に異なる点である。熱可塑性プラスチックは溶融するまで加熱され、冷えた金型に射出されて固化し、再び溶融することができるが、熱硬化性プラスチックはその逆の工程を経る。LSR成形では、2液混合コンパウンドを混合し、加熱した金型に射出する。熱は硬化または加硫と呼ばれる不可逆的な化学反応を引き起こし、液体を固体の安定した弾力性のあるゴム部品に変えます。
LSRの分類と種類は?
LSRは画一的な素材ではありません。多くのグレードがあり、いくつかの高度な技術で加工できるため、高度なカスタマイズが可能です。
1.材料グレードによる分類:
汎用グレード: 幅広い工業用シール、ガスケット、一般消費者向け製品向けに、物理的特性のバランスのとれた標準的な配合。
医療グレード: これらのグレードは生体適合性に優れ、USPクラスVIやISO10993などの厳しい規格に適合している。呼吸用マスク、手術器具、医療機器用シール、短期インプラントなどに使用されています。
食品グレード: 焼き型、哺乳瓶の乳首、台所用品など、食品と接触する成形品に使用されるFDA規制(21 CFR 177.2600など)に準拠。
光学グレード: 高い透明性と光透過性を特徴とするこのグレードは、光学的透明性が最優先されるLEDやセンサー用のレンズ、ライトガイド、カバーの製造に最適です。

導電グレード: カーボンブラックのような導電性フィラーを組み込むことで、これらのLSRはEMI/RFIシールドガスケット、導電性パッド、電気コネクターなど、導電性を必要とする用途に使用できる。
自己潤滑グレード: この素材は、時間の経過とともに表面に少量のシリコーンオイルを滲出させ、摩擦係数を低減させます。低摩擦シール、Oリング、簡単に組み立てる必要のあるコネクターシールの作成に最適です。
フルオロシリコーン(F-LSR): 非極性溶剤、燃料、オイル、腐食性の強い化学薬品に対する耐性を強化し、過酷な液体にさらされる自動車や航空宇宙用シールに最適です。
2.プロセスバリエーションによる分類:
標準的なLSR成形: 単一素材のLSR部品を作る基本的なプロセス。
LSRオーバーモールディング(2ショット成形): あらかじめ成形された基材の上にLSRを成形する多段階プロセス。これは次のようなものです:
- 熱可塑性プラスチック上のLSRエンジニアリングプラスチック部品(例:PBT、ナイロン)を2つ目の金型に入れ、その周囲にLSRを射出することで、剛性と軟性を併せ持つ一体型部品(例:シール内蔵の防水ハウジング)を作ります。
- 金属上のLSR金属部品(ステンレス、アルミニウムなど)の上にLSRを成形し、ハンドル、絶縁体、制振部品などを作ります。
LSRによるマイクロモールディング 医療機器やマイクロエレクトロニクスでよく使用される、1グラム以下のマイクロスケールの特徴や重量のある部品を製造するために使用されるプロセスの極めて精密なバージョン。

LSRの典型的な応用シナリオは?
LSRのユニークな特性は、性能と信頼性が譲れない用途で選ばれる材料となっています。
1.医療とヘルスケア
優れた生体適合性、滅菌性、不活性により、LSRは医療分野で広く使われている。
例を挙げよう: 呼吸用マスク、薬物送達装置の柔軟なシール、注射器のストッパー、カテーテル、流体管理システムのバルブ部品、手術器具の柔らかくしなやかな部品。
2.自動車産業:
自動車環境では、極端な温度、振動、流体に対する耐性が要求される。
例を挙げよう: ワイヤーハーネス用コネクタシール、エンジンおよびトランスミッション部品用ガスケット、センサー用保護ブーツ、振動ダンパー、圧力調整システム用フレキシブルダイアフラム。
3.消費財とエレクトロニクス
LSRは防水性、耐久性、プレミアムなソフトタッチ感を提供する。
例を挙げよう: スマートウォッチや頑丈な携帯電話のシールやガスケット、リモコンのソフトタッチボタン、フレキシブルキーパッド、赤ちゃんのおしゃぶりや乳首、スパチュラや焼き型などの高級キッチン用品。
4.産業用途:
要求の厳しい産業環境において、LSRは長期的な安定性とシール性能を提供します。
例を挙げよう: 屋外用LED照明器具のガスケット、工業用ポンプのシール、圧力バルブのダイヤフラム、精密機器の保護カバーなど。

LSR射出成形の利点とは?
1.高精度と設計の自由度: 液状シリコーンは粘度が低いため、薄い壁にも容易に流れ込み、複雑で複雑な金型の空洞に充填することができ、他のエラストマーでは不可能な高精細な部品の製造が可能になる。
2.優れた材料特性: LSRは比類のない特性を兼ね備えている:
生体適合性:本質的に不活性で低アレルギー性。
耐熱性:通常-50℃から+200℃の広い温度範囲で安定。

化学的および紫外線に対する安定性:水、オゾン、紫外線、様々な化学薬品に耐性がある。
低圧縮セット:長時間圧縮しても元の形状に戻るため、シールやガスケットに最適。
電気絶縁:高い絶縁耐力を有する。
3.大量生産自動化と高速サイクルタイム: このプロセスは高度に自動化されている。硬化時間は非常に速く、多くの場合20秒から60秒の間であり、最小限の労力で効率的な大量生産が可能である。
4.クリーンで無駄のないプロセス: 材料缶から密閉された金型までのクローズド・ループ・システムは、汚染物質への暴露を最小限に抑える。これは、医療用や食品用の用途では非常に重要です。さらに、精密な「フラッシュレス」成形技術は、材料の無駄と後処理工程を大幅に削減します。
LSR射出成形の欠点は何ですか?
1.初期投資が高い: LSR金型は、低粘度材料を管理するために、極めて厳しい公差と特殊な機能(コールドランナーシステムなど)を必要とします。金型も特殊な射出成形機も、多額の先行投資となります。
2.材料費が高い: キログラム当たりで見ると、LSRは多くの一般的な熱可塑性プラスチックや一部の合成ゴムよりも一般的に高価である。しかし、これは大量生産におけるサイクルタイムの短縮と人件費の削減によって相殺することができる。
3.熱硬化性: 熱硬化性材料であるLSRは、熱可塑性プラスチックのように溶かしてリサイクルすることはできません。スクラップを粉砕してフィラーとして使用できる用途もありますが、クローズドループのリサイクルプロセスではありません。
4.ツールの複雑さ: LSR金型の設計と製造は、熱可塑性プラスチックよりも複雑です。材料供給システムを冷やしながら高温に耐える必要があり、引火を防ぐために優れた密閉性が求められます。
LSR成形と他のプロセスとの比較
対熱可塑性射出成形:
主な違いは、熱硬化性プラスチックと熱可塑性プラスチックである。LSRは高温の金型内で化学硬化反応を起こすのに対し、熱可塑性プラスチックは低温の金型内で溶融・固化する。LSR部品は柔軟で耐熱性があり、熱可塑性プラスチックは剛性と強度があります。
対圧縮成形(HCR付き):
圧縮成形では通常、粘土状の固体であるハイ・コンシステンシー・ラバー(HCR)を使用する。これは、より遅く、より労働集約的なプロセスであり、材料の正確な制御ができないため、材料の無駄が多く、バリが発生しやすくなります。LSR成形は自動化され、より速く、よりクリーンで、複雑な形状や大量生産に適しています。
液状シリコーンゴム(LSR)射出成形
液状シリコーンゴム(LSR)射出成形の詳細ガイドをご覧ください。コアプロセス、材料、利点、医療と自動車における主要なアプリケーション、および専門家の設計のベストプラクティスについて学びます。

液状シリコーンゴム(LSR)射出成形の完全ガイド
LSRの主な特徴と特性とは?
これらの特性を理解することは、用途に適したLSRグレードを選択するための鍵となります。
| プロパティ | 説明と意義 | 標準的な範囲/値 |
|---|---|---|
| 硬度(デュロメーター) | 素材の圧痕に対する抵抗力を測定し、柔らかさや硬さを示す。 ショアA は軟質ゴムの標準スケールである。 | 5~80ショアA |
| 引張強度 | 材料が破断する前に、引っ張られたり伸ばされたりして耐えられる最大応力。単位はメガパスカル(MPa)。 | 5 - 11 MPa |
| 破断伸度 | 素材が破断するまでの長さの増加率。素材の柔軟性と伸縮性を示す。 | 200% – 900% |
| 引裂強度 | 裂け目の伝播に対する材料の耐性を測定する。使用中に傷がついたり、切断されたりする可能性のある部品に不可欠。 | 20 - 50 kN/m |
| 圧縮セット | 特定の温度で一定時間圧縮した後に残る永久変形の割合。シールには低い値が不可欠。 | 10% - 25% (150℃で22時間) |
| 動作温度 | 材料が劣化することなく主要特性を維持できる温度範囲。 | -50°C ~ 200°C (-60°F ~ 390°F) |
| 絶縁耐力 | 電気絶縁体として機能する材料の能力で、絶縁破壊するまでに耐えられる最大電圧として測定される。 | ~20 kV/mm |
LSR射出成形のコアプロセスとは?
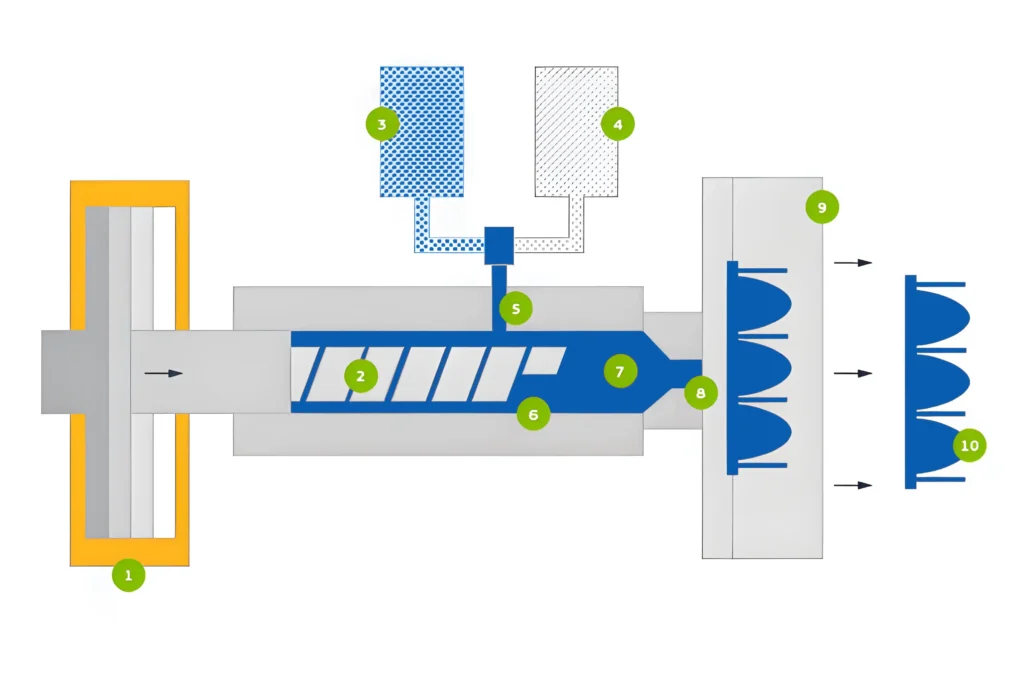
LSR成形工程は、精度と制御のシンフォニーです。ここでは、作業の流れをステップ・バイ・ステップで説明します:
1.材料の供給: この工程は、通常20リットルのペール缶か200リットルのドラム缶に、液状シリコーンのパートAとパートBを入れる2つの別々の容器から始まる。
2.投与と計量: 成形機上の専用吐出装置は、ポンプを使ってA成分とB成分を容器から正確に1:1の体積比で引き出します。色が必要な場合は、カラーペーストの第3の流れがシステムに正確に計量されます。
3.ミキシング: A成分とB成分(および任意の着色料)は、攪拌機で攪拌される。 スタティックミキサー.この装置には一連のらせん状のエレメントがあり、原料の流れを繰り返し分割・再結合させることで、熱や空気を導入することなく完全に均質な混合を実現する。
4.注射: 混合された未硬化のLSRは、早期硬化を防ぐために水冷された射出バレルに供給される。その後、スクリューまたはプランジャーが、冷却されたノズルとランナーシステムを通して、加熱された金型キャビティに材料を正確に「ショット」注入します。
5.硬化(加硫): 金型は150℃~200℃(300°F~390°F)の温度に加熱される。この強い熱により、プラチナ触媒による架橋反応が開始される。液状のシリコーンは、わずか20~60秒で固形の弾力性のあるゴム部品に変化します。
6.脱型と排出: 硬化が完了すると、金型が開きます。LSRは柔軟性があるため、アンダーカットがあっても部品を取り出せることが多く、エジェクターピンやロボットによる自動化で補助することもある。次のサイクルはすぐに始まります。

LSR成形における主な考慮事項とは?
LSR成形を成功させるには、部品設計、金型設計、材料選択の3つの重要な分野に細心の注意を払う必要があります。
1.部品設計の考慮事項
壁厚: 均一な硬化を保証し、ヒケを避けるため、均一な肉厚になるよう努力する。異なる肉厚間の移行は緩やかにする。
別れ際のセリフ: 金型の2つの半分が合わさる部分。この位置は、美観、金型の機能、バリ防止のために重要である。
換気: LSRは粘度が非常に低く、射出速度が速いため、空気が滞留しやすい。ベントは小さな溝(深さ0.005mm~0.02mm)で、パーティングラインに正確に加工して空気を逃がし、シリコーンを逃がさないようにする必要があります。
ドラフト角度: 金型からの部品の排出を容易にするため、垂直壁にわずかなテーパー(1~2度)をつけることを推奨する。
2.金型設計の考慮点
コールドランナーシステム: 熱可塑性プラスチック用のホットランナーシステムとは異なり、LSR金型ではコールドランナーシステムを使用することが多い。LSRが成形品に到達する前に硬化するのを防ぐため、材料をキャビティに供給する流路を冷却します。これにより、材料の無駄を最小限に抑えることができます。
ゲーティング: 材料がキャビティに入るポイント。ゲートの位置とサイズは、スムーズで均一な充填を保証し、最終部品の外観上の傷を避けるために最適化する必要があります。
金型シーリング: 金型は、低粘度のLSRが逃げないように完璧に密閉されなければならない。そのためには、金型部品を極めて精密に加工する必要がある。
3.材料選択の考慮事項:
硬度: 柔軟性や剛性など、用途のニーズに合わせてデュロメーターをお選びください。
環境: その部品は、化学薬品、紫外線、極端な温度にさらされますか?標準グレード、フッ素シリコーン、その他の特殊グレードを適宜選択してください。
規制要件 医療用(USPクラスVI)または食品用(FDA)への適合が必要ですか?

LSR部品設計のベストプラクティスとは?
これらのガイドラインに従って、製造性と性能を最適化した部品を作成してください。
1.均一な肉厚を維持する: LSR部品の理想的な肉厚は、通常0.5mm~3mmです。均一であることで、不均一な収縮や内部応力を防ぐことができます。
2.余裕のある半径を使う: 鋭利な内角は避ける。半径(肉厚の0.5倍以上)をつけると、材料の流れがよくなり、応力集中が緩和され、部品の引裂強度が向上します。
3.パーティングラインを戦略的に配置する: パーティングラインが美観に与える影響を最小限に抑えるため、成形業者と協力して、パーティングラインを重要でない面や隠れた面に配置してください。
4.LSRの柔軟性をアンダーカットに活かす: 単純なアンダーカットは、フレキシブルな部品を金型から「剥がす」ことができるため、多くの場合、複雑なサイドアクションなしで成形できます。複雑なアンダーカットの設計は、実現可能かどうかを確認するために、成形業者と相談してください。
5.適切な換気のための設計: 部品を設計する際には、最後の充填点がどこになるかを考慮する。これらはベント(通気孔)にとって自然な場所です。
6.草案を取り入れる: LSRは柔軟性がありますが、ドラフト角度が1度以上あると、排出が簡単になり、サイクルタイムが短縮され、除去時に部品にかかる応力が最小限に抑えられます。
LSR成形における一般的な問題とその解決策とは?
| 問題 | 説明 | 一般的な原因 | ソリューション |
|---|---|---|---|
| フラッシュ | パーティングラインに沿った部分にLSRの薄い不要な膜がある。 | 1.金型の密閉性が悪い。 2.過剰な噴射圧力/速度。 3.クランプ力不足。 | 1.金型精度の向上 2.射出圧力を下げる。 3.機械クランプのトン数を増やす。 |
| エア・トラップ(ボイド) | 部品内に閉じ込められた気泡や空のポケット。 | 1.金型の換気が不十分。 2.乱流物質の流れ。 3.閉じ込められた湿気。 | 1.最終充填ポイントにベントを追加または拡大する。 2.ゲートの位置と射出速度を最適化する。 3.材料が乾燥していることを確認する。 |
| ショートショット | 金型キャビティが完全に充填されず、不完全な部品となる。 | 1.注入材料が不十分。 2.早すぎる硬化。 3.通気不良(背圧)。 | 1.ショットのサイズを大きくする。 2.金型温度を少し下げるか、射出速度を上げる。 3.換気の改善。 |
| シンクマーク | 表面には窪みがあり、通常リブのような厚い部分と対になっている。 | 1.厚い部分の材料の収縮。 2.パッキン圧力不足。 | 1.均一な肉厚を設計する。 2.梱包段階を最適化する。 3.厚い部分をコア抜きする。 |
| 接着不良(オーバーモールディング) | LSR層はプラスチックまたは金属基板から剥離する。 | 1.混触禁止物質。 2.表面汚染(油、離型剤)。 3.基板の温度不足。 | 1.プライマーまたは表面処理(プラズマ/コロナ)を使用する。 2.下地が清浄であることを確認する。 3.適合する材料(PBTなど)を使用する。 |
関連技術とコンセプトとは?
1.上流技術:
シリコーン化学(付加硬化と過酸化物硬化): LSRはプラチナ触媒による付加硬化システムを採用している。このプロセスは非常にクリーンで高速であり、副生成物は発生しない。これは、一部のHCRに使用される過酸化物硬化システムよりも優れています。過酸化物硬化システムは、残留物が残る可能性があり、より徹底的なポストキュア工程が必要です。
CAD/CAM: コンピュータ支援設計(CAD)ソフトウェアは、部品の3Dモデルを設計するために使用されます。その後、コンピュータ支援製造(CAM)ソフトウェアが、この設計を金型を製造する機械の指示に変換します。
金型製作(CNC & EDM): LSR用の高精度スチール金型は、一般的な成形にはCNC(コンピュータ数値制御)加工を、フライス加工が困難な微細なディテールや鋭いコーナー、複雑なテクスチャーを作り出すにはEDM(放電加工)を用いて製造される。
2.下流工程:
ポストキュアリング: LSRは金型内で完全に硬化しますが、一部の部品(特に医療用や食品に接触する用途)では、ポストキュアの工程が行われます。これは、オーブン内で部品を数時間加熱して残存する揮発性有機化合物(VOC)を除去し、最大限の安定性と不活性を確保するものです。
極低温 デフラッシング:フラッシュのない完璧なエッジを必要とする用途では、部品を液体窒素中でタンブリングすることができます。極度の低温により、薄いバリが脆くなり、部品本体は柔軟で無傷のまま、きれいに除去されます。
組み立てと自動化 完成したLSR部品は、より大きなアセンブリに組み込まれることがよくあります。射出成形の一貫性と精度は、自動組立ラインに最適です。
3.代替プロセスと関連プロセス:
シリコーン圧縮成形とトランスファー成形: これらのプロセスは、高粘度ゴム(HCR)を使用し、少量生産、単純な形状、または非常に大きな部品に適しています。一般的に、LSR成形よりも時間がかかり、精度も劣ります。
シリコーンによる3Dプリント: ラピッドプロトタイピングと、金型を必要としない高度に複雑なカスタマイズ部品の作成を可能にする新興技術。現在のところ、大量生産には時間がかかり、価格も高いが、設計の検証や少量生産には優れたツールである。


正しい射出速度を選ぶには?
主要なポイント – 金属射出成形(MIM1)は、プラスチック射出成形の幾何学的複雑さと、鍛造または鋳造金属部品の機械的特性を組み合わせており、95%以上の密度を達成します。
ベージュ色のプラスチック製グリッド構造のクローズアップ。正方形の凹みと、平らな表面に二つの突起を持つ円形の部分が特徴です。
Key Takeaways – MUD (Master Unit Die) inserts are interchangeable cavity blocks that fit into a standardized master frame, reducing tooling cost by 40–70% compared to dedicated full molds for

金属射出成形を使うメリットとは?
Key Takeaways – Metal injection molding (MIM1) combines the geometric complexity of plastic injection molding with the mechanical properties of wrought or cast metal parts, achieving densities above 95% of
最適化ソリューションの提供 無料
- 設計フィードバックと最適化ソリューションの提供
- 構造の最適化と金型コストの削減
- エンジニアと1対1で直接話す

