 コンテンツへスキップ
コンテンツへスキップ 

序文
射出成形はプラスチック射出成形とも呼ばれ、プラスチック製品を製造する一般的な方法である。成熟したプラスチック加工技術として、射出成形材料、射出成形は幅広い発展の見通しを持っている。新しい技術、新しい材料、新しい需要の出現により、射出成形は市場の変化と革新的な開発に適応し続け、工業生産と消費者に高品質のプラスチック製品を提供します。
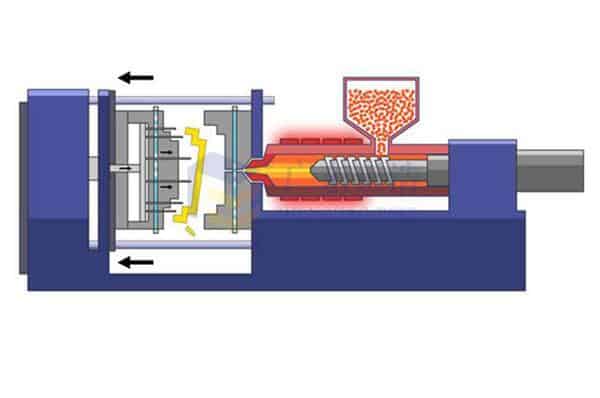
この章では、射出工程の6つのステップ(型閉め、充填、保圧、冷却、型開き、型抜き)に焦点を当てる。
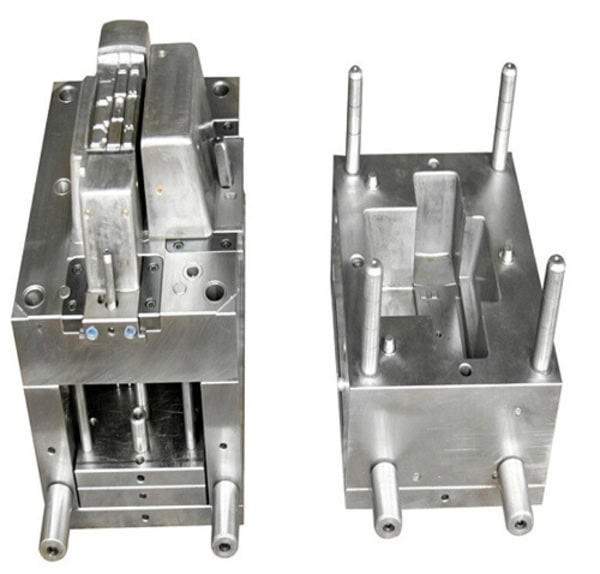
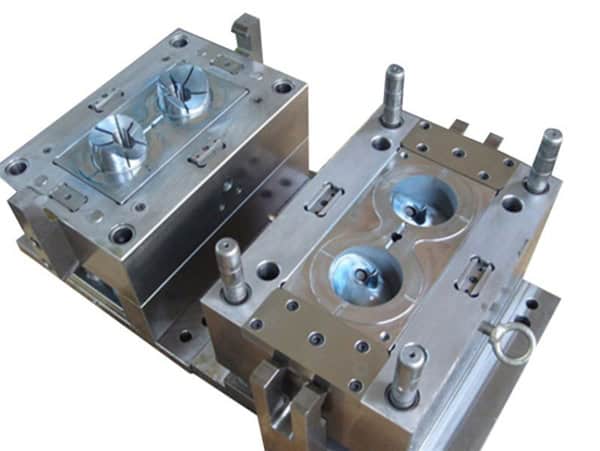
型締ステージ
金型閉鎖システムは、信頼性の高い開閉金型動作と、金型開閉時の緩衝効果を持つ必要があります。可動プラテンの走行速度は、金型と製品の損傷を防止し、機械の強い振動による騒音を避け、安全な運転を実現し、機械と金型の寿命を延ばすために、型閉めおよび型開きの間に「低速-高速-低速」の速度変化要件を有するべきである。

テンプレートの最大開閉ストロークは、射出成形機に取り付け可能な金型の最大厚みを決定するため、製造可能な射出成形品の最大厚みも決定する。したがって、テンプレートのストロークは調整可能でなければなりません。
テンプレートは、使用中の頻繁な様々な圧力によって変形しないよう、十分な強度と剛性を持たなければならない。 射出成形その結果、射出成形品の寸法や形状の精度に影響を与える。
金型閉め段階の基本条件
金型キャビティ圧の作用で金型が排出されないように、十分かつ調節可能なクランプ力。

固定金型のテンプレートは、十分な面積、ストローク、開口距離を持っており、異なる形状やサイズの成形金型に適応することができ、開口距離は自由に調整することができます。
テンプレートの移動速度は、ファーストギアとスローギアの2段階に設定されている。高速ギアは滑らかさ、安全性、制御性が要求されます。クランプシステムの駆動力は、油圧作動のコネクティングロッドまたはトグルブレース機構による機械力または油圧力、あるいは油圧と機械の組み合わせから得られます。

スムーズに脱型し、部品を取り出すために、型閉めシステムは、空気圧、油圧、または機械的動力を動力源とする製品排出装置で設計されています。

型閉めステージの技術パラメーター
型締システムの技術パラメータには、型締力、型締装置の基本寸法、型開閉速度、空サイクル時間などが含まれる。特に重要なのは型締力です。型締機構が金型に及ぼすことのできる最大型締力を指す。金型キャビティ内の溶融物の平均圧力よりも大きくなければなりません。

製品の肉厚が薄いほど射出圧力は大きくなり、射出成形時に金型を閉じるために必要な型締力も大きくなる。例えば、一般的な包装容器の金型キャビティ圧力は25MPa程度ですが、薄肉容器の場合は30MPaが必要になることもあります。実際に設定される型締力は、射出圧力と製品の投影面積の積で決まる。

インジェクション・ステージ
射出は、通常の鋳造プロセスの最初のステップです。金型が閉じられ、鋳造が開始されると、金型キャビティは直接95%まで射出することができます。理論的には、射出時間ははるかに短く、成形効率ははるかに高くなります。しかし、実際の生産では、成形時間(または射出速度)には多くの条件的制約があります。

高速射出:高速射出でせん断速度が大きい場合、せん断減粘によりプラスチックの粘度が低下し、全体の流動抵抗が減少します。また、局所的な粘性発熱の影響により、固化層の厚みも減少します。

従って、流量制御段階での射出動作は、一般に射出体積の大きさに依存する。すなわち、流量制御段階では、高速射出による溶湯のせん断減肉効果は大きい場合が多いが、薄肉による冷却効果は顕著でないため、速度効果が優先される。
遅い射出。射出が遅い熱伝導によって制御される場合、せん断速度は低く、局所粘度は高く、流動抵抗は大きい。遅い再充填速度は、高温プラスチックの流れが比較的遅く、材料の流れが悪くなる。従って、熱伝導の効果はより顕著であり、熱は金型の冷たい壁を通して急速に放出される。粘性加熱の量が少ないと、固化層の厚さがさらに増加し、薄肉部の流動抵抗がさらに増大する。

噴水の流れは、流動波の前面にあるプラスチックポリマー鎖を流動波の前面にほぼ平行に並べる。そのため、2本の溶融プラスチックが接触すると、接触面のポリマー鎖は互いに平行になる。さらに、2つの溶融物は異なる特性(鋳型キャビティ内での滞留時間、溶融温度、溶融温度と圧力の違い)を持っており、溶融物の交差領域の微視的構造強度が低くなる。

適切な角度で照明の下に置き、継ぎ目が 明らかでないか目視で確認する。これがウエルド・マークの発生メカニズムである。ウエルドマークはプラスチック部品の外観に影響を与えるだけでなく、緩い微細構造が応力集中を生じさせ、部品の強度を低下させ、破損の原因となる傾向がある。
一般に、ウェルド・ラインは高温領域で発生した方が強度が高い。これは高温ではポリマー鎖の移動度が比較的良好で、互いに貫通して絡み合うことができるためである。さらに、高温部の2つの溶融物の温度は比較的近く、溶融物の熱的性質もほぼ同じであるため、ウェルド部の強度が増す。一方、低温域では溶接強度が低下する。

ホールディング・ステージ
保圧ステージの機能は、連続的に圧力を加え、溶融物を圧縮し、プラスチックの密度を高め(高密度化)、プラスチックの収縮挙動を補正することである。包装工程では、金型キャビティがプラスチックで満たされ、高い背圧が発生します。
圧力を維持し、圧縮する過程で、スクリューのスクリューは、圧縮される。 射出成形 機械はゆっくり軽く進むしかなく、溶融プラスチックの流量も比較的遅い。この時の流れを保圧流という。保圧の段階では、プラスチックの金型壁の冷却と固化が速くなり、溶融材料が急速に増加するため、金型キャビティ内の抵抗が非常に大きくなります。
包装の最終段階では、溶けた材料の密度が上がり続け、プラスチック部品が徐々に形成される。圧力維持段階は、ドアが固まって密閉されるまで続きます。この時、金型キャビティ内の圧力は、コンディショニング段階で最大値に達します。

保持段階では、圧力が非常に高いため、プラスチックは部分的に圧縮性を示す。圧力の高い場所では、プラスチックはますます密になる。圧力の低い場所では、プラスチックはゆるくなり、密度が低くなり、場所や時間によって密度分布が変化する。

保圧工程では、塑性流動は非常に小さい。その結果、材料の流れは弱く、駆動の役割を果たすことができない。圧力は保圧工程に影響を与える主な要因である。保圧工程では、プラスチックが金型のキャビティを満たし、徐々に凝固する溶融物が圧力伝達媒体として機能します。

金型を閉じるときは、金型キャビティ内の圧力がプラスチックを通して金型壁面に伝わり、金型が開きやすくなるため、適切な型締力が必要である。通常であれば、金型の膨張力によって金型がわずかに開き、金型内の換気が容易になる。しかし、金型の膨張力が大きすぎると、バリやオーバーフローが発生し、金型が開いてしまうことがある。

したがって、射出成形機を選択する際には、金型の膨張を防ぎ、効果的に圧力を維持するために、十分な型締力を持つ射出成形機を選択する必要があります。

射出成形の新しい環境条件は、ガスアシスト成形、水アシスト成形、発泡射出成形など、いくつかの新しい射出成形プロセスを検討する必要がある。

冷却フェーズ
射出成形金型において、冷却システムの設計は非常に重要である。実際、プラスチック成形品をある程度の剛性まで冷却固化して初めて、脱型後の外力による変形を防ぐことができる。

冷却時間は、成形サイクル全体の約70~80%を占める。従って、適切に設計された冷却システムは、成形時間を大幅に短縮し、成形サイクル全体を改善することができます。 射出成形 冷却システムの設計が不十分だと、成形時間が延 び、コストが増大する。不均一な冷却は、プラスチック製品の変形や大型化を招きます。

実験によると、鋳鉄から鋳型に入る熱は通常2つの部分で失われ、そのうち5%は輻射と対流によって大気に移動し、残りの95%は鋳鉄から鋳型に運ばれる。鋳型を鋳型温度まで加熱する。

金型内のプラスチック製品冷却水パイプの役割により、熱は金型キャビティ内のプラスチックから金型フレームを通る熱伝導によって冷却水パイプに伝わり、熱対流によって冷却液を通して排出される。冷却水によって除去されなかったわずかな熱は、金型に伝わり続け、外界と接触した後、空気中に放散される。

射出成形サイクルには、型閉じ時間、充填時間、保持時間、冷却時間、脱型時間が含まれる。

冷却時間はこの中で最も大きく、70~80%程度である。従って、冷却時間はプラスチック製品の成形サイクルと歩留まりに直接影響する。

離型工程では、離型時の残留応力緩和や外力による変形を防ぐため、プラスチック製品の温度をプラスチック製品の熱変形温度以下に冷却する必要がある。

型開きステージ
射出成形用金型の型開きの工程は、一般的に、金型図面の作成、図面の校正と見直し、金型の試用と修理、データの整理と保管に分けられる。

金型図面を描く:射出成形金型の最終組立図を描く前に、工程図を描く必要があり、部品図と工程データの要件に準拠しなければならない。次工程で保証される寸法は、図面に「工程寸法」と記載する。成形後にバリ取り以外の機械加工を行わない場合、工程図は部品図と全く同じになる。

校正と図面レビュー:射出成形金型と金型部品のプラスチック材質、硬度、寸法精度、構造などがプラスチック部品図面の要求を満たしているかどうか。

金型トライと金型補修金型設計は、成形材料や成形設備を選択する際に、想定される工程条件の下で行われるが、人々の理解は不完全であることが多く、射出成形金型加工が完了した後に金型トライアルを行う必要がある。鋳造品の品質を検査・確認する。発見されたら、エラーをなくすために金型を修理する。

データの整理と保管射出成形金型をテストした後、一時的に使用しない場合、脱型残渣、ほこり、油などを完全に拭き取り、バターなどの防錆油や防錆剤でコーティングし、保管場所に保管する必要があります。

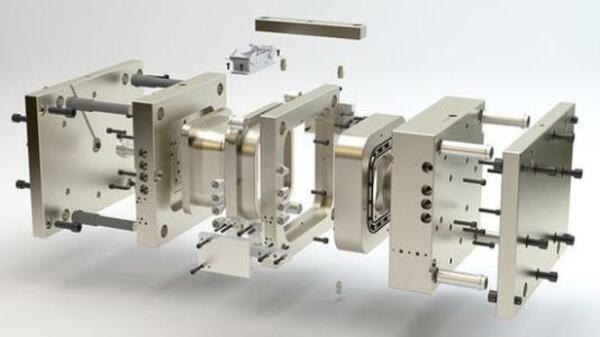
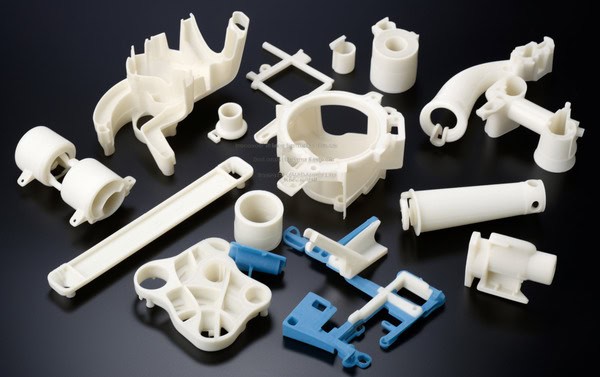
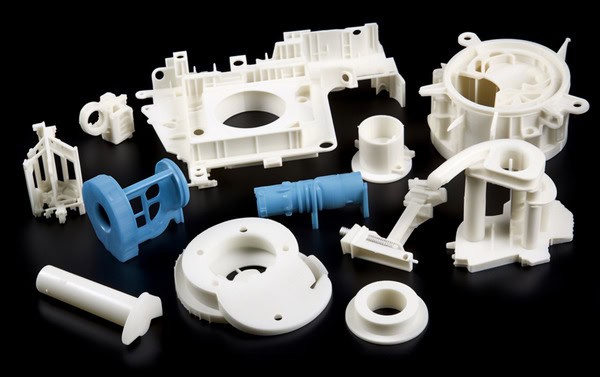
射出成形の基本原理射出成形機は、プラスチックが一定の温度に加熱されると溶けて液体になることを利用している。溶融した液体は、密閉された金型キャビティに高圧で射出される。冷却して成形した後、金型を開いて排出し、必要なプラスチックを得る。 ボディ製品。

脱型段階
脱型は射出成形サイクルの最後の工程である。製品はコールドセットされ成形されますが、脱型は製品の品質に大きな影響を与えます。不適切な脱型方法を用いると、脱型時に製品にかかる力が不均一になったり、射出時に製品が変形するなどの不具合が発生する可能性があります。

主な切断方法は2つある。エジェクター脱型と脱型プレート脱型である。金型を設計する際には、製品の構造的特徴に応じて適切な脱型方法を選択し、製品の品質を確保する必要があります。

離型にエジェクターを使用する金型では、エジェクターをできるだけ均等に配置し、離型に対する抵抗が最大になり、プラスチック部品の強度と剛性が最大になる場所を選んで、歪みや損傷を避けるようにします。 プラスチック部品

リリースプレートは、深い空洞のある薄肉容器や、プッシュロッドの跡が許されない透明な製品のリリースによく使用されます。この機構は、大きく均一なリリース力、スムーズな操作、跡が残らないことが特徴です。

結論
つまり 射出成形 この6つのステップが製品の成形品質を直接決定し、この6つのステップが完全に連続したプロセスを構成し、現代世界の形成に貢献しました。射出成形は技術革新の象徴であり、製造業の進歩を促し、無限の可能性を切り開く。

プラスチック射出成形は、プラスチック部品製造の効率と精度を体現しています。金型の設計から射出まで、すべての工程が慎重に行われ、高品質の部品を大規模に生産します。プラスチック射出成形は、その多用途性と産業界における継続的な進歩により、現代世界を形成するための継続的な関連性と貢献を確実なものにしています。射出成形は革新の証であり、進歩を促し、製造業における無限の可能性を解き放ちます。








