 コンテンツへスキップ
コンテンツへスキップ 

射出成形は溶融した液状のプラスチックを金型に注入する工程であり、ブロー成形はプラスチックを金型に吹き込む工程である。
ブロー成形と 射出成形 成形品の加工には2つのタイプがあるが、その加工プロセスは異なり、それぞれ特徴がある。
簡単に言えば、ブロー成形と射出成形:射出成形金型は「射出+強圧」モードを使用します。ブロー成形金型は「射出+ブロー」モードを使用し、射出成形金型は一般的にソリッドコアボディを作りますが、ブロー成形は空のコアボディです。
また、ブロー成形と射出成形の比較では、ブロー成形で作られる金型は、射出成形で作られる金型よりも、射出成形で作られる金型の方が優れている。 カスタムプラスチック射出成形 一方、ブロー成形で作られた金型にはブロー口があり、表面に凹凸がある。

射出成形とは?
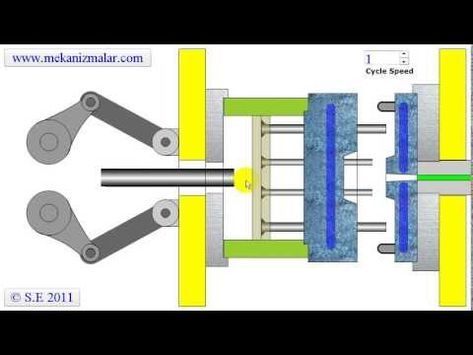
射出成形 は、工業製品の形状を作り出す成形方法である。 射出成形 とは、高温のプラスチックを圧力で金属モデルに押し込んで冷却・固化させる方法である。
生産サイクルが短く、後加工がほとんどなく、複雑な形状や精密な寸法のプラスチック製品を一工程で成形できる。
生産効率が高く、自動化が実現しやすく、コストパフォーマンスの高いプラスチック部品であり、家電製品、OA機器などの外装プラスチック部品の射出成形生産に適している。しかし、成形設備と金型は高価である。
射出成形には、以下の両方が必要である。 カスタムプラスチック射出成形 射出成形機と射出成形金型を使って完成させる。射出成形機は、プラスチック金型を使って様々なプラスチック製品を作る主要な成形設備である。 熱可塑性または熱硬化性材料からなる形状。
射出成形金型の主な種類
一般的なタイプ 射出成形金型 は2プラテン金型、3プラテン金型、ホットランナー金型である。
2プレート金型
最もシンプルで基本的な金型であり、製品の要求に応じて単一キャビティ金型または複数キャビティ金型として設計することができる。
三板金型
シングルパーティングフェースとは異なる 射出成形金型 の固定部分に部分的に可動式のストリッパー・プレートを備えている。 完成した金型。
この設計では、ランナーは第1プレートと第2プレートの間に排出され、ストリッパー・プレートは第2プレートと第3プレートの間に排出され、部品をランナーから分離する。
ダブル・パーティング・サーフェス 射出成形金型 は、構造が複雑で製造コストが高く、部品加工が難しいという特徴があるため、大型の射出部品には適さない。

ホットランナー金型
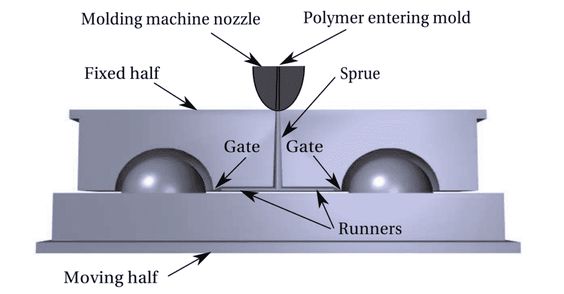
ホットランナー金型は伝統的なコールドランナー金型と似ているが、違いは、ホットランナー金型はプラスチック材料をノズルからキャビティに直接注入することで、製造工程にランナーがない。
一般的に プラスチック射出成形 ホットランナー金型のコストはコールドランナー金型よりも高いが、射出成形部品が非常に小さい場合、特に成形プラスチック部品がランナーよりも小さい場合は、ホットランナー金型の方が経済的な選択となる。
ホットランナー金型の加工には、特に多数個取り金型に適用される多くの機械的原理があり、ホットランナー金型を通して加工することで、部品の成形に必要なサイクルタイムを短縮することができ、大量生産に適しており、より多くの利益を得ることができる。

ブロー成形とは?
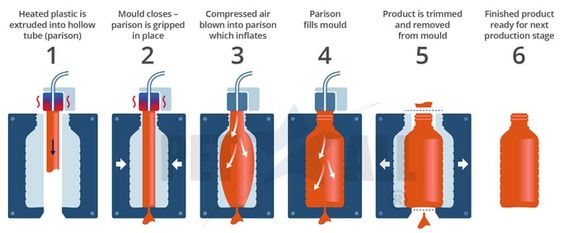
ブロー成形とは、ボトルなどの中空プラスチックチューブ容器をブロー成形機で加工する方法である。まず熱可塑性樹脂を押出成形または射出成形して筒状のブランクに予備成形し、これを金属製のキャビティに入れ、キャビティ自体の壁形状にぴったり合うようにブローし、十分に冷却・硬化させます。
圧縮空気や真空を利用してプラスチックボトル、缶、箱を成形するブロー成形法には、主に中空部品のブロー成形とフィルムブロー成形がある。ブロー成形には、プラスチックブランクの製造とブランクの再成形が含まれる。
ブロー成形の種類
ブランクスの製造方法の違いによって、次のようなものがある。 射出ブロー成形 および押出ブロー成形である。
の違いである。 射出ブロー成形 と押出ブロー成形は、前者が射出法でブランクを製造するのに対し、後者は押出法でブランクを製造する。
近年、プラスチック成形技術の絶え間ない発展に伴い、以下のような新しいプロセスが登場している。 射出ブロー成形押出ブロー成形、多層ブロー成形。

ブロー成形の特徴
マクロな視点から見たブロー成形の特徴をご紹介します。中空製品のブロー成形には、主に3つの方法があります。
押出ブロー成形:主に支持のないブランクの加工に使用される。 射出ブロー成形主にメタルコアに支持されたブランクの加工用。
延伸ブロー成形:押出延伸ブロー成形、射出延伸ブロー成形2つの方法を含む、二軸延伸製品を処理することができ、大幅に生産コストを削減し、完成品を向上させる。 パフォーマンスだ。
さらに、多層ブロー成形、圧縮ブロー成形、浸漬ブロー成形、コーティングブロー成形、発泡ブロー成形、三次元ブロー成形などがある。
しかし、ブロー成形品の75%は押出ブロー成形品、24%は射出ブロー成形品、1%はその他のブロー成形品であり、すべてのブロー成形品の中で、75%は二軸延伸品に属する。
押出ブロー成形の利点は、高い生産効率、低設備コスト、金型や機械のオプションの広い範囲であり、欠点は、スクラップの高い割合、廃棄物のリサイクル、貧しい利用、製品の厚さ制御、原材料の分散が制限され、成形は、操作の後にトリミングする必要があります。
の利点 射出ブロー成形 欠点は、加工中にスクラップが発生しないこと、製品の肉厚のばらつきや材料のばらつきの品質管理が良好であること、首の細い成形品の成形精度が高いこと、製品の表面が滑らかであること、経済的な小ロット生産であることである。欠点は設備コストが高く、ある程度小型のブロー成形品にしか適さないことである。
射出成形とブロー成形の違い
両方 射出成形 とブロー成形は金型によって実現される必要がある。射出成形の場合、プラスチックは全工程を通じて射出チャンバーと金型に密閉される。
一方、ブロー金型は金型をプラスチックから取り外すところから始まるため、ブローの自由度が増し、必要な最終サイズに達するまで製品を膨らませることができる。
射出成形とブロー成形の大きな違いは以下の通りである。 射出成形 は、工具、台所用品、ボトルキャップ、ヘアコームなどの固形部品の製造によく使用される。.
以上の紹介を通じて、この2つの処理プロセスについて一定の理解を深めていただけたと思う。
射出成形金型とブロー成形金型の主な違いは、製品のプレゼンテーションの形態にある。その 射出成形 射出成形は、通常、製品をより厚く、より単純にし、より少ない原材料を必要とする。射出成形金型は精度が高いため、一般的にブロー成形金型よりも高価になる。
ブロー成形品の製法は異なり、肉厚が薄く透明で、わずかなキズが目立ちやすい製品ができる。このため、ブロー成形の工程はより厳しく、原料に一定レベルの靭性と引張特性が要求される。
射出成形金型 金型とブロー金型は日常生活で広く使用されており、それぞれに特徴と利点があり、その加工技術も年々向上しており、今後の発展が期待されている。
概要
プロジェクトの成功の基礎は、金型の種類の選択にある。一般的に 射出成形 パートナーとブロー成形パートナーは、部品のデザイン、体積、成形環境、取り付けシステム、樹脂の使用量、顧客固有のニーズなど、あらゆる要素を考慮し、最終的に適切な金型タイプを選択します。







