 コンテンツへスキップ
コンテンツへスキップ 

はじめに
射出成形は、プラスチック部品の製造プロセスとして広く使われている。液状の材料を金型の空洞に注入し、そこで固化させて金型の形状にします。この技術は、玩具、医療機器、自動車部品などの製造に採用されている。
の重要な変数のひとつである。 射出成形 サイクルタイムとは、溶融材料の充填から完成品の排出まで、金型の1サイクルを完了するのにかかる時間のことである。サイクルタイムを短縮することは、生産性の向上、エネルギーコストや人件費の削減、利益の拡大につながるため、メーカーにとって有益です。この記事では、射出成形のサイクルタイムを短縮し、工程のこのステップを最適化するための戦略について見ていきます。

II.射出成形のサイクルタイムに影響を与えるもの
- 冷却時間:従来の冷却チャンネルキャビティ内で材料が冷却固化するのに必要な時間は、サイクルタイムに影響する。冷却時間が長いとサイクルタイムが長くなり、冷却時間が短いと短くなります。
- 射出時間:金型キャビティに溶融材料を射出するのに必要な時間も、サイクルタイムに影響する。射出時間が長いとサイクルタイムは長くなり、射出時間が短いと短くなる。
- 充填時間:金型キャビティに溶融材料を充填するのに必要な時間は、サイクルタイムに影響する。充填時間が長いとサイクルタイムは長くなり、充填時間が短いと短くなる。
- 包装段階:材料が金型キャビティに注入された後、材料に圧力を加えるのに必要な時間は、サイクルタイムに影響する。パッキング時間が長ければサイクルタイムは長くなり、短ければ短くなる。
- 金型の閉鎖と排出時間:金型を閉じたり開いたりするのに必要な時間は、サイクルタイムに影響する。型閉めおよび型抜き時間が長いとサイクルタイムは長くなり、短いと短くなる。
- ノズル力の低減:金型キャビティに材料を注入するのに必要な力は、サイクルタイムに影響する。ノズル力を高くするとサイクルタイムは短くなり、低くするとサイクルタイムは長くなる。
- 材料の温度:溶融材料の温度はサイクル時間に影響する。温度が高ければサイクルタイムは短くなり、低ければサイクルタイムは長くなる。

これらの各要因はいずれも、サイクルタイムを決定する上で重要な役割を果たしている。 射出成形それぞれを最適化することで、サイクルタイムを短縮し、効率を高めることができる。
III.射出成形のサイクルタイムを短縮する戦略
サイクルタイムの短縮は、生産性と収益性の向上を目指す製造業者にとって不可欠である。
射出成形のサイクルタイムを短縮するための3つのヒントがある:
冷却時間と流路の最適化
冷却時間と流路の最適化は、サイクルタイムの短縮に不可欠です。効率的な冷却チャネルを使用することで、材料をより迅速に冷却し、サイクルタイム全体を短縮することができます。
無駄な動きを減らす
射出成形の生産工程で不要な動きをなくすことで、サイクルタイムを短縮することができます。このような動きを避けるには、次のような方法があります。 射出成形金型の設計 適切な構成で、適切なプロセス条件を使用する。
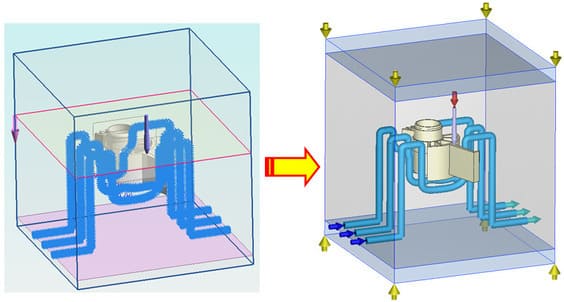
コンフォーマル冷却チャンネルの使用
コンフォーマル冷却チャンネルは、金型の形状に沿うように設計されており、材料をより効率的に冷却することができます。コンフォーマル冷却チャンネルを使用することで、サイクルタイムの短縮と部品品質の向上につながります。
適切な素材と肉厚の選択
正しい材料選択と肉厚は、サイクルタイムの短縮に役立つ。素早く固化する材料を使用することで、冷却時間を短縮することができ、肉厚を薄くすることで、冷却時間を短縮することができます。

射出成形機の正しいメンテナンス
定期的なメンテナンス 射出成形 機械の清掃は、サイクルタイムの短縮に不可欠である。機械の清掃は、故障を防ぎ、最適な稼働を保証するのに役立ちます。
ポーズと注入時間の最小化
一時停止時間と射出時間を短縮することで、サイクルタイムを短縮することができます。適切な一時停止時間と射出タイミングを設定することで、溶融材料を射出し、金型内でできるだけ早く固化させることができます。
これらの戦略に従うことで、メーカーは射出成形プロセスのサイクルタイムを短縮し、効率を高めることができ、収益性と生産性の向上につながる。
IV.冷却時間最適化の影響
冷却時間は射出成形の冷却プロセスにおいて不可欠な要素であり、材料が金型キャビティ内で固化するまでの冷却時間を決定します。冷却時間は部品の品質とサイクルタイムに直接影響するため、その重要性はいくら強調してもし過ぎることはありません。
冷却時間の最適化は、射出成形のサイクルタイムを短縮する最も効率的な方法の一つです。冷却速度を改善することで、メーカーは材料の冷却と凝固を早め、サイクルタイムを大幅に短縮することができます。
冷却時間を最適化するには、次のようないくつかのテクニックが必要だ:
冷却流体流量の向上:冷却流路を流れる冷却液の流量を変えることで、材料の冷却を促進し、冷却時間とサイクル全体の時間を短縮することができます。
適切な冷却チャンネルを持つ金型の活用:適切な冷却流路を持つ金型を設計することで、材料をより迅速に冷却することができ、冷却時間を短縮し、部品の品質を向上させることができます。
冷却段階での材料温度の監視冷却中の材料温度を監視することで、金型から取り出すのに十分な固化のタイミングを判断し、不必要な冷却時間を節約することができます。
金型損傷とホットスポットの低減:金型の損傷やホットスポットを最小限に抑えることで、材料をより均一に冷却し、冷却時間を短縮し、部品の品質を向上させることができます。
コンフォーマル冷却チャネルの冷却時間を最適化することで、メーカーはサイクルタイムを大幅に短縮し、部品の品質を向上させ、射出成形プロセスの効率を高めることができます。

V.結論
結論から言えば 射出成形 効率と収益性の向上を目指すメーカーにとって、サイクルタイムは非常に重要な要素です。冷却時間と流路の最適化、不要な動きの削減、コンフォーマル冷却流路の使用、適切な材料と肉厚の選択、射出成形機の適切なメンテナンス、休止時間と射出時間の最小化などの戦略を実施することで、メーカーはサイクルタイムを大幅に短縮することができます。
冷却時間の最適化は、射出成形のサイクルタイムを短縮する最も効果的な方法の一つであり、冷却液流量の改善、適切な冷却流路を備えた設計の良い金型の使用、冷却段階での材料温度の監視、金型の損傷やホットスポットの低減などの技術が、冷却時間の最適化に役立ちます。
サイクルタイムの短縮がもたらす潜在的なメリットには、エネルギーコストや人件費の削減、生産能力の向上、収益性の向上などがある。射出成形プロセスを最適化することで、メーカーは高品質な部品を低コストで生産し、市場での競争力を高めることができる。
結論として、メーカーは射出成形プロセスを継続的に最適化する必要がある。この記事で概説した戦略を採用することで、メーカーはサイクルタイムを短縮し、部品の品質を向上させ、効率を高めることができ、その結果、市場での収益性と競争力を高めることができる。






