 コンテンツへスキップ
コンテンツへスキップ 

はじめに
射出成形は物を作るには素晴らしい方法ですが、非効率、しくじり、機械の損傷やダウンタイム、高いスクラップ率など、多くの無駄も生み出します。この記事では、射出成形のコストを削減する方法について説明します。 射出成形.
射出成形のコストを左右する主なコスト要因とは?
パーツデザイン
部品が複雑であればあるほど、金型も複雑でなければなりません。複雑なカスタム射出成形部品は、単純な部品よりも多くの金型を必要とするため、一般的に高価になります。
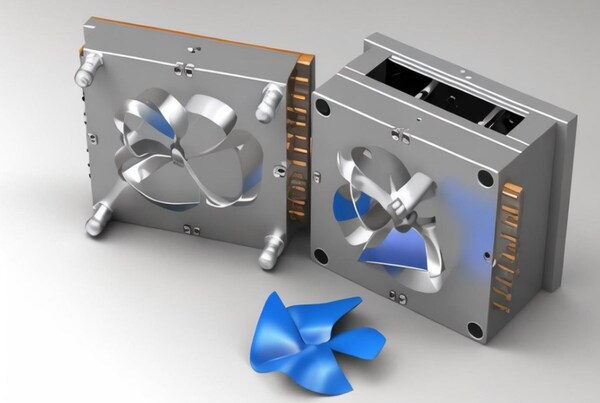
複雑な部品を加工する場合、アンダーカット形状を実現するために放電加工が必要になることがあり、生産時間がかかる。また、部品が大きくなると、より多くの材料が必要となり、コストが増加する。
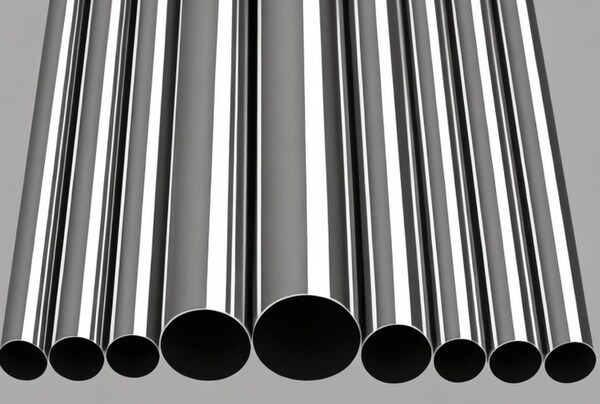
中古部品材料
使用する樹脂の種類も、射出成形のコストに大きく影響する。樹脂を選ぶ際には、作る部品の数、必要な添加剤や成分、成形する温度、樹脂の入手のしやすさ、グレードや色についても考える必要があります。

選んだ樹脂は、金型をメンテナンスする量にも影響し、高価になることもあります(研磨性の樹脂を使う場合など)。
熱可塑性樹脂によって必要な温度は異なる。高温樹脂は、後述するように金型費を増加させる。コストが低い熱可塑性樹脂には、ポリプロピレン、ポリエチレン、ポリスチレンなどがあるが、液晶ポリマー、ポリスルホン、ポリフェニレンサルファイドなどは、温度が高く、コストが高くなることが多い。

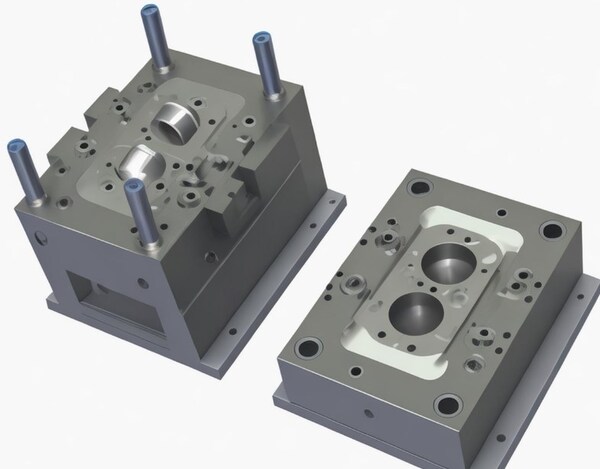
使用金型材料
金型を作るために使用できる鋼鉄にはさまざまな種類がありますが、必要な鋼鉄の種類は、射出成形に使用する材料の種類によって異なります。高温の熱可塑性プラスチックを使用する場合は、より硬い鋼鉄か鋼鉄メッキの金型が必要になります。
金型の素材を選ぶ際には、金型にどれくらいのメンテナンスが必要か、どれくらいの頻度で交換しなければならないかについても考える必要があります。
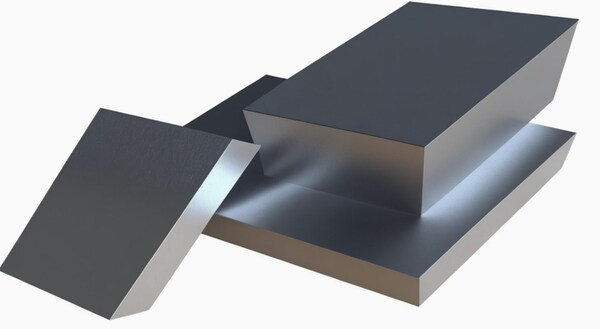
金型にはさまざまな寿命がある。寿命の長い金型は価値が高いが、より耐久性のある鋼鉄で作られているため、金型のコストは高くなる。金型の材料を選ぶ際には、サイクル時間、表面仕上げ、生産量を考慮する必要があります。
工具鋼は、その靭性と耐久性から選択されることが多いが、特に生産量が少ない場合には、アルミニウムのような安価な材料が金型に適している場合もある。
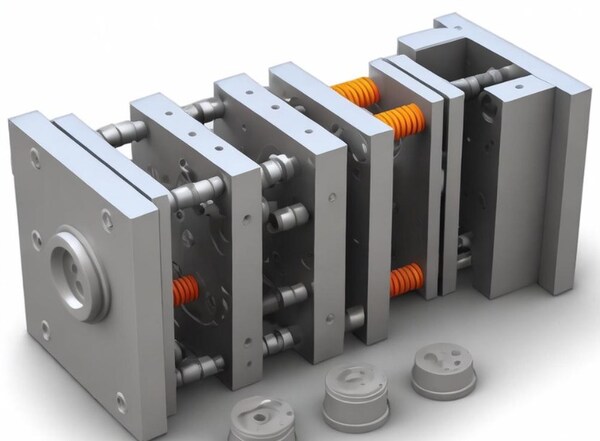
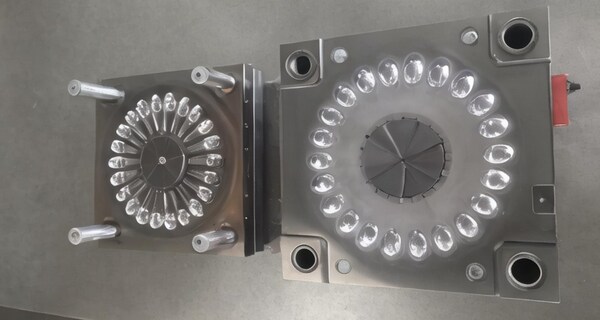
容積と空洞数
部品を作るために必要なキャビティが多ければ多いほど、プレスにかかる時間は長くなります。プレス時間が長くなると、部品を早く作ることができなくなり、コストがかかります。多くのキャビティが必要な大きなパーツを作る場合は、材料費と製造コストがかかります。

金型メーカー所在地
金型メーカーがどこにあるかは、金型を加工場所まで運ぶのに必要な輸送費やハンドリングコストによって、射出成形の全体的なコストに影響する。例えば、中国の金型メーカーを使う場合、各省の最低賃金を考慮する必要があります。また、海港に近ければ、輸送費にも影響する。

射出成形に海外のメーカーを選ぶと、送料と手数料が高くつく。部品が完全に海外で製造される場合、製品をお客様にお届けするためのコストが、製造価格の安さによる節約分を帳消しにしてしまうかもしれません。
射出成形のコストを削減するには?
リスクと品質コストの削減
リスクと品質コストの削減は、多くの場合、積極的というよりむしろ消極的である。これは、射出成形プロセスが予期せぬ異常な変化を伴い、予測が困難であるために起こります。そのため、規格外の製品が納品されることによる予期せぬリスクや出費にさらされることになる。
実はもっと良い方法がある。科学的な成形原理を使って、再現性のある安定したプロセスを開発することから始めましょう。センサーと成形技術を使って工程を開発した後、射出成形でよくあるさまざまな欠陥を監視することができます。 射出成形 お客様の100%の品質保証のために。
射出成形機が何週間も稼動しているのに、工程技術者がまだ調整を必要としている。この時点で、製品の品質はいつも落ちている。だから、改善するために工程を調整し、容疑者を隔離し、悪いものを選別し、粉砕し、再成形しなければならない。

最悪のシナリオは、これらの製品のいくつかをすでに顧客に出荷してしまい、問題を伝えなければならなくなることだ。
こうなると、本当に高くつきます。科学的な成形原理に基づいて信頼できるプロセスを開発し、文書化しなければ、技術者は良い部品を作るためにプロセスを調整する貴重な時間を無駄にするだけです。

製品不良が起こると、技術者は問題を解決するために射出成形機の再調整を求められるが、問題が再び起こる保証はない。このとき、製品をどうするか決めなければならないが、選別や再加工には数日から数週間かかることもあり、100%の効果が出ることはほとんどない。付加価値のない作業であることは言うまでもない。
これらの製品がすでに顧客に出荷されてしまったとしたら、それはビジネスの損失だ。このような事態を避けるには、最初から高品質の製品を繰り返し生産できるプロセスを時間をかけて作成し、文書化する必要がある。

キャビティ圧力センサーを使って生産工程を監視すれば、より高度な品質管理が実現できます。金型を開ける前に製品の良否がわかり、製品を自動的に選別できることを想像してみてください。
自動化による効率化
成形技術とトレーニングにより、生産のいくつかの分野を自動化し、労働効率を向上させることができます。製品ピッキング、製品スタッキング、パレタイジングは、3つの有用な自動化方法です。
工程管理技術は、自動的に製品を選別し、工程が許容範囲から外れた場合にアラームで知らせることができる。データを提供することで、指図することなく根本原因をより早く特定することができ、効率と精度がさらに向上します。トラブルシューティングをやめ、問題解決を開始することができます。
オートメーションのない工場での工程を考えてみよう。段階成形の製造工程では、金型から製品とランナーを取り出し、製品を整然と並べ、梱包し、最終製品をパレタイズする必要があります。

この工程のある時点で、組み立てのステップを追加する必要があるかもしれない。
これらの工程をすべて手作業で行えば、工程の効率は必ず違ってくる。金型から製品を取り出すステップだけを見ても、どんなに優秀なオペレーターでも時間の変動があり、それがサイクルタイムの変動を引き起こし、製品の品質が不安定になる。この変動は、工程のあらゆるステップで積み重なっていく。

プロセスを自動化することで、このような浮き沈みをなくし、効率を高め、品質を向上させ、利用可能なスペースを増やすことができます。工程監視、ビジョンシステム、インライン寸法検証などの品質自動化により、顧客は二度と不良品を出さないようにすることができます。
プロセスの変動に対する意識を高める(スクラップの削減)
工程が変わったことを素早く知ることで、問題をより早く解決することができます。これはスクラップの減少を意味し、射出成形機の稼働率を高め、スクラップ・コストを削減します。工程管理ソフトウェア、キャビティ圧のモニタリング、そしてトレーニングによって、これを実現することができます。

製造には常に品質コストがかかる。顧客に出荷する前に製品をチェックするために貴重な資源と時間を使い、バックエンドでそれを支払うことができる。問題なのは、品質に対する固定費は決して得られないということだ。生産が変われば、製品を選別する時間や必要な従業員の数も変わる。

離職率が高ければ、不良部品を選別するために新しい人材を育成しなければならない。すべての技術者を同じ基準で訓練することで、不合格品を反応的にではなく、積極的に減らしたり、なくしたりすることができる。また、技術レベルが低い、工程ウィンドウが小さすぎる、あるいは工程ウィンドウがない成形工程を設定している、などの理由でスクラップ率が高くなるのを防ぐこともできる。

品質コストについて考えるもうひとつの方法は、フロントエンドにある。工程に品質を組み込み、サイクル全体を通して品質を監視することで、工程の変動が発生したときにそれを検知することができる。
例えば、材料の粘度が広範囲に変化すると品質に問題が生じることがわかっている場合、プロセス・モニタリング・ツールを使って粘度の変化を検出することができる。この時点で、工程を再中心化し、高品質の部品を再製造することができる。

ワイドスペック樹脂の購入
安価な樹脂は幅広い特性を持つが、厳しい公差で部品の寸法を保持するのは難しい。これは間違いなくばらつきを増やし、スクラップ率の上昇につながります。しかし、DECOUPLED MOLDING®技術とキャビティセンサーを使えば、うまくいくのです。
このようなことはよくあることですか?数日間良いパーツを作った後、突然フラッシュが発生し始める。そこで、問題を解決するためにフィルスピードを遅くする。数時間後、ショートショットが撮れました。なぜすべてがうまくいっていたのに、突然フラッシュが発生したのでしょうか?答えはおそらく粘度です。

粘度が 30% だけ上下に変動することはよくあり、Decoupled II 成形でも良好な成形品を作ることが難しくなります。どのサイクルでも同じ成形品ができるようにするには(あるいは、少なくとも可能な限りそれに近づけるには)、キャビティ圧力センサーを使用してプロセスを制御し、材料の粘度変動の影響を最小限に抑える必要があります。
サイクルタイムの短縮
科学的な成形技術とDECOUPLED MOLDING®を使用すれば、クランプ力/排出動作、充填時間、パック時間、ホールド時間、冷却を最適化することができます。より小さなクッションでより良い部品を成形することができます。
適切なサイズの金型温度制御ユニットや温度コントローラーは、サイクルタイムの短縮にも役立ちます。成形サイクル時間の80%は、溶融温度から離型温度までの冷却に費やされ、成形品を押出力に耐える強度にし、成形品の寸法安定性を維持します。
十分な冷却水流がないと、部品を適切な温度に冷却する能力が損なわれる。部品が金型内にある時間が長くなり、コストがかかるだけです。

プロジェクトを開始する際には、部品の厚さに注目する必要があります。パーツの厚みがサイクルタイムや製品性能にどのような影響を与えるのか」と自問する必要がある。多くの場合、私たちは "いつもそうしてきたから "という理由で部品をそのように設計します。想像できるように、これは非常に高くつく可能性があります。
科学とシミュレーションは、設計がうまくいくかどうかを予測するのに役立つので、結果を得るために部品を成形してテストする必要はありません。正しい部品設計を行うことは、サイクルタイムを短縮する方法の一例に過ぎません。

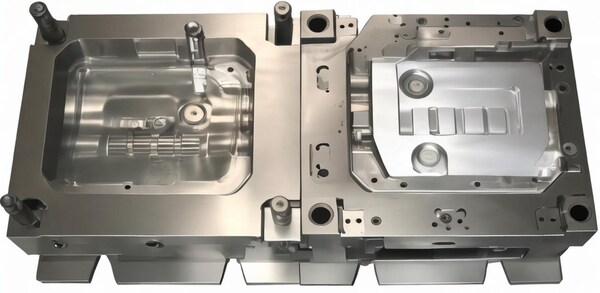
より効率的な金型を作る
簡単に言えば、金型は圧力容器であると同時に熱交換器でもあり、キャビティ内では常に圧力損失が発生します。しかし、ほとんどの場合、ゲートからキャビティ端までの圧力損失が低ければ低いほど、部品に反り、収縮、ヒケ、ショートショット、寸法変動などの品質問題が発生する可能性は低くなります。
プラスチックを流動させるためには、熱を加える必要があるが、部品を排出するためには、その熱の一部を取り除く必要がある。効率的な金型を作るには、冷却回路を正しく設計する必要があります。

また、熱をよく伝える金属を選ぶ必要があるが、(特にガラスや炭素繊維のフィラーを使用した場合)磨耗や破損にも耐える必要がある。最後に、金型が熱的安定性に素早く到達し、長期の生産期間にわたってその安定性を維持できるように、工程に乱流を設定する必要があります。
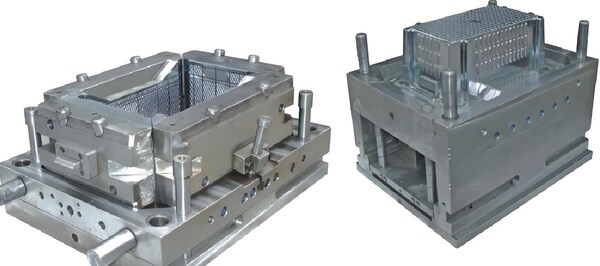
キャビティを増やすことで金型効率を上げることもできる。単一キャビティの金型は変動が最も少ないが、生産コストは通常のコストを上回る。キャビティ数を増やせば、同じ時間でより多くの部品を作ることができる。
製品品質、金型と機械の間隔、バリデーション要件など、対応可能なキャビティ数には制限があります。
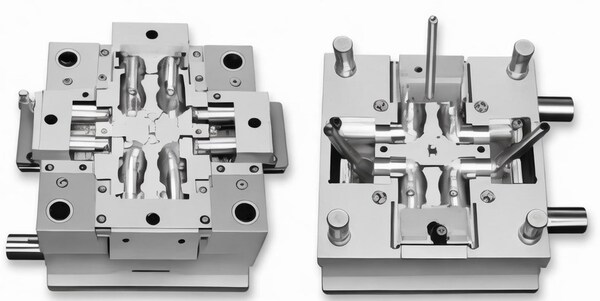
金型効率を上げるもう一つの方法は、同じ金型で異なる部品形状を含むファミリー金型を作ることである。4つのプラスチック変数が各キャビティで異なるため、これは難しいかもしれません。しかし、プロセス制御ソフトウェアとキャビティセンサーを使えば、ニードルバルブゲートを通して各キャビティを個別に制御することができます。
金型搬送コストの削減
プロセス開発アプリケーション(PDA)を使用すると、金型を迅速かつ簡単に次のプロセスへ移行することができます。 射出成形 金型を別の成形機に移します。金型を移動すると、PDAは自動的に射出成形機のセットアップ条件表を作成するので、一発目から良い部品を作ることができます。

これらの曲線は、射出成形機が十分な流量、圧力、温度、体積を提供できる限り、どの射出成形機でも使用できます。また、シミュレーションを使用しない場合は、テンプレートを作成し、それをどのような射出成形機にも移植することができます。
不必要な部品の特徴を減らす
このアプローチは金型設計をよりシンプルにする。また、よりシンプルな部品は使用する材料も少なくて済むため、コスト削減にもつながる。

設計が単純化されれば、射出成形のサイクルも短くなり、より短時間でより多くの部品を作ることができ、人件費やエネルギーの節約にもなる。また、金型のメンテナンスも少なくなります。最も重要なことは、よりシンプルな設計は、多くの場合、より強く、より良い品質の部品を作り、不良品が少なくなるということです。

不要なものを取り除くには、デザインを見て、どうすればよりうまく、より簡単に作れるかを考えなければならない。きれいなパーツを取り除いたり、パーツを組み合わせたり、余分なものがないようにサイズを変えたりする必要があるかもしれない。パーツを正しく機能させ、作りやすくしなければならない。あなたはそれを正しく機能させ、作りやすくしなければならない。
部品サイズの縮小
部品は大きければいいというものではない。部品を大きくすれば、金型も大きくしなければならない。大きな金型は材料費もかかる。同じ部品を小さくできるのであれば、そうすべきです。
結論
要するに、プラスチック射出成形のコストを安くするのは大変なことなのだ。多くのことを正しく行わなければならない。部品を正しく設計しなければならない。正しい材料を選ばなければならない。金型を正しく作らなければならない。正しい工程を踏まなければならない。射出成形を安くするためには、これらすべてを正しく行わなければならない。
科学技術を使えば、これらすべてを正しく行うことができる。科学的な成形原理と自動化技術を使って 射出成形 安くなる。スクラップを少なくできる。ばらつきが少なくなる。部品をより早く作ることができる。もっと儲かる。射出成形をより良くすることができる。世界をより良くすることができる。







