 コンテンツへスキップ
コンテンツへスキップ 

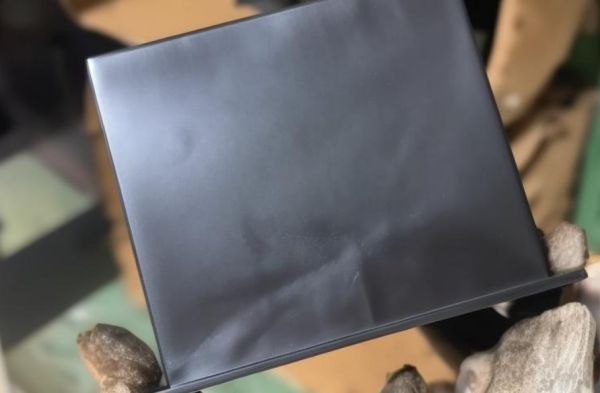
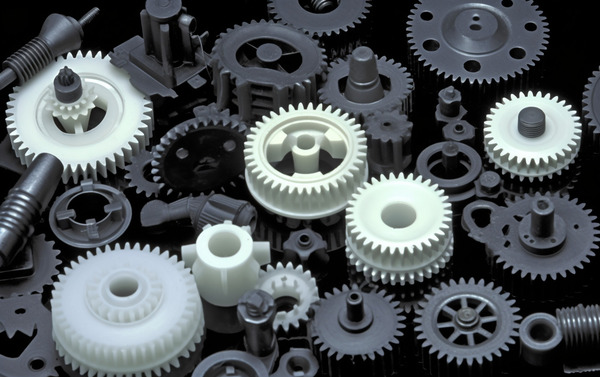
射出成形はプラスチック製品の最も重要な製造工程の一つであり、自動車、電子機器、家電、玩具などの業界で広く使われている。技術は非常に成熟しているが、実際の生産工程では、製品表面の白化など品質上の問題が発生することがある。表面の白化は外観に影響するだけでなく、製品の性能にも影響し、生産能力を低下させる。したがって、製品の品質や生産効率に支障をきたすため、この問題を解決することが重要である。

射出成形品の白化の原因
白さの程度は、射出成形に使用される材料、特定の金型の構造、工程のパラメーター、製造される製品に対する特定の処理、および生産地域の条件によって決まる。これらの点については、以下で個別に分析する。
素材の選択
射出成形材料の選択は、成形品の表面品質に大きな影響を与える。 射出成形品.そのため、射出成形の過程で、さまざまな種類のプラスチックが独特の物理的・化学的性質を示し、それが最終製品の表面仕上げに影響するのである。
1.材料特性

ポリスチレン(PS)、ポリプロピレン(PP)、ポリ塩化ビニル(PVC)などの一部のプラスチックは、熱を加えるとガスや残留物を発生し、固化後も製品表面に残って白い斑点を形成する。さらに、製造時に使用される特定の充填剤や美白剤も白化の原因となる。例えば、二酸化チタンの使用は製品の白色度を高めるが、不適切な使用は表面に白い沈殿物を形成する原因となる。
2.材料の混合
また、射出成形のために複数の材料が混合されている場合、これらの材料間の相溶性が悪いと相分離が起こり、表面が白っぽくなることがあるので注意が必要である。例えば、異なる種類のプラスチックを使用する場合、異なる材料は融点や流動特性が異なるため、冷却中に互いに分離し、白濁が発生する。解決策としては、相溶性の良い材料を使用するか、混合物に適切な相溶化剤を添加して、このような現象が起こる可能性を低くすることである。

3.リサイクル素材の使用
リサイクル素材の使用 射出成形 は調達コストを節約できる。しかし、リサイクル材を使用する場合、材料に不純物やその他の劣化生成物が含まれている可能性があり、それが表面品質を変化させ、白化の原因となることがある。そのため、リサイクル材の使用比率は厳しく制限されるべきであり、使用前には十分な洗浄とスクリーニングが必要である。

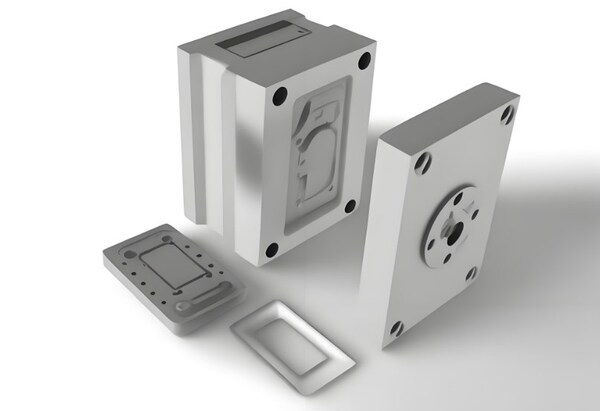
金型設計
金型設計は、射出成形で作られる成形品の表面品質に直接影響する、欠かすことのできないステップです。成形品表面の白化も金型設計の不備が原因です。
1.金型表面処理
金型表面の仕上げや表面処理は、最終製品の仕上がりに影響します。金型表面にキズ、へこみ、汚れなどがあると、射出成形時にその影響が製品に伝わり、表面に凹凸ができたり、白っぽくなったりします。金型を適切に洗浄・研磨することをお勧めします。
2.ゲートデザイン
ゲートはプラスチックが金型に入る入り口であり、成形品質を大きく左右する。また、無理なゲート設計は、プラスチックの流動分布に影響を与え、応力集中を引き起こし、表面の白化を引き起こす可能性があります。ゲートの設計を最適化し、プラスチックの流れを均一にすることで、白化現象を抑えることができます。
3.冷却システム設計
冷却システムの設計は、金型の温度制御プロセスに影響を与えます。金型の冷却にムラがあると、プラスチックの冷却速度に差が生じ、内部応力が発生し、表面が白化します。冷却ムラは、合理的な冷却システムの設計によって最小限に抑えることができます。

4.ベントデザイン
射出成形中に空気やその他のガスを排出しなければならない。そうでなければ、生産工程中に製品の表面に沈殿物や白い斑点が形成される。無理な排気口設計や排気孔の数不足は、ガスの滞留を引き起こし、表面品質に影響を与えます。スムーズな排気ができるように排気口の設計を最適化することで、白点を減らすことができます。

プロセス・パラメーター
射出成形では、温度、射出速度、圧力、時間など、すべての制御要素が製品の品質を左右する。不適切に設定されたパラメータは、システムに影響を与え、表面が白くなる原因となる。
1.温度制御
気温の管理は、その時期に非常に重要である。 射出成形プロセス.温度が高すぎると、使用したプラスチックが分解してガスを放出したり、残渣が発生したりして、表面が白っぽくなる。一方、温度が低すぎると、プラスチックの流動性が低下し、冷却痕ができる。バレル温度と金型温度を正確にコントロールすることで、白化を抑えることができる。
2.圧力制御
成形品表面の欠陥は、射出圧力と保圧にも依存する。射出圧力が非常に高いと、金型が過充填になり、内部応力が発生して白化することがあります。射出圧力を適切なレベルまで下げ、圧力を維持することで、表面品質を向上させることができます。
3.時間管理
射出時間、保圧時間、冷却時間を最適なレベルに保つ必要があります。射出時間が短いと、プラスチック材料が金型キャビティに十分に充填されず、さまざまな欠陥が発生する。保冷時間が短いと、製品の収縮や白化につながります。したがって、射出時間、保持時間、冷却時間を正確に管理することが、表面品質の向上につながります。

治療後の方法
射出成形品の表面品質を決定するもう一つの要因は、射出成形品の後処理方法である。正しい後処理を行わなかった場合に見られる欠点の一つは、表面の白化である。
1.表面処理
射出成形品には、金型から取り出すだけで販売できるものもあれば、成形後に塗装や電気メッキを施さなければならないものもある。表面処理の工程が適切でないと、表面が白くなってしまう。例えば、塗装のし過ぎやムラは白化の原因になる。表面処理工程を最適化することで、表面品質を向上させることができる。
2.洗浄と梱包
射出成形品の中には、成形後に洗浄や包装が必要なものがあります。洗浄が不十分だと、洗浄液や水分が残って表面が白っぽくなり、包装が不適切だと、表面同士がこすれて表面が白っぽくなる。洗浄と包装の工程を改善することで、白化を抑えることができる。
環境要因
射出成形部品に影響を与える成分には環境要因があり、射出成形品の表面タイプにも影響を与える。例えば、生産工場の湿度が比較的高い場合、水分が製品の表面に結露し、白い斑点や白化を引き起こしたり、空気中の埃や汚染物質が製品の表面に付着し、製品が白くなったりする。生産環境を改善し、作業場の湿度と清浄度を管理することで、白化の問題を軽減することができる。

射出成形品のホワイトニングのソリューション
射出成形品の白化の原因を理解した上で、この問題に対する解決策について説明しよう。
適切な素材を選ぶ
射出成形品の白化の問題には、適切な材料を選ぶことが有効です。耐熱性があり、プラスチックの分解点が高い材料を選ぶ。また、相分離を起こすような材料は使用しないこと。複合材料を使用する場合は、相溶性のある充填材を組み込むこと。

1.高品質の素材を選ぶ
射出成形の前に、原材料を検査し、無公害、均一で一貫性のある高品質の原材料を選択する。高品質の原料は、加工中に劣化したり残留物を残したりしにくく、白化の発生をある程度避けることができる。
2.リサイクル材比率の管理
リサイクル材の使用は一定の割合に制限し、不純物や劣化生成物を最小限に抑えるため、使用前に洗浄と選別を行うこと。これはまた、製造される品目の表面仕上げに対するリサイクル材料の影響を最小限に抑えるのにも役立つ。

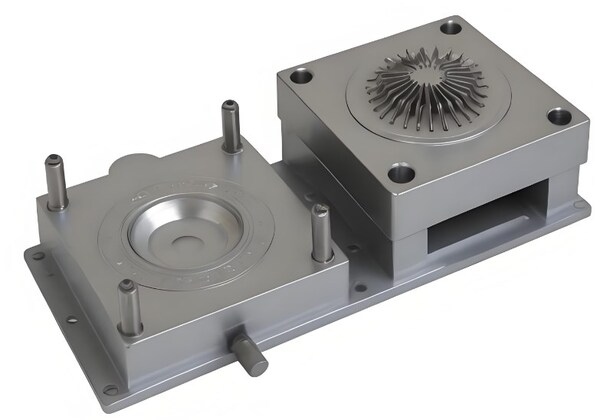
金型設計の改善
金型設計の質を向上させることで、白い斑点を減らすこともできる。金型の表面を滑らかに保つには、定期的に清掃して磨き、ゲートの設計が合理的で、プラスチックが均等に分散するようにする必要がある。冷却システムも均一に冷却できるように設計する必要がある。
1.金型表面処理
定期的に金型を清掃・研磨し、表面の平滑性を確保する。 射出成形 白化の原因となる欠陥金型の耐久性と製品の表面仕上げを向上させるため、金型材料と表面コーティングが高い基準を満たすようにする。
2.ゲート設計の最適化
ゲートの設計は、プラスチックが応力集中することなく均等に分散するようにする。過充填による白化を避けるため、ゲート位置と数は製品形状、肉厚、サイズに基づいて合理的に決定されるべきである。
3.冷却システムの改善
金型冷却システムを適切に設計し、適切な凝固を行い、内部応力の発生を最小限に抑える。多段冷却回路または可変温度制御システムを使用し、冷却効果を高め、白化を抑える。
4.ベントシステムの改善
金型の排気口の設計を改善し、ガス抜きを良くすることで、気泡や白点を減らす。排気孔の数を増やすことは実現可能な方法であり、マイクロ排気技術を使って排気効率を向上させることもできる。

プロセスパラメータの最適化
白化は、工程要因の微調整と制御戦略によって回避することもできる。プラスチックが適切な温度で成形されるように射出成形機のバレル温度と金型温度を正確に制御し、内部応力が発生しないように射出圧力と保圧圧力を適切に調整し、成形工程に応じて射出、保圧、冷却時間を制御する。

1.温度制御
バレル、金型、材料の温度を正確に制御し、プラスチックが理想的な温度で成形されるようにします。より良い温度制御を行うために、PIDコントローラなどの複雑な温度制御システムを使用することができます。
2.圧力制御
射出圧力を適切な値に調整し、内部応力がかからないように保持圧力を調整する。製品の表面品質を向上させるために、圧力センサーとコントローラーを使用して射出圧力をリアルタイムで制御し、射出圧力を効果的にコントロールする。
3.時間管理
射出、保持、冷却時間を適切に制御し、均一な成形を実現する。自動制御システムを使用して、各時間パラメータを正確に制御し、生産効率と製品品質を向上させる。

後処理法の改善
後処理の効率を高めることは、白色度のさらなる低下に貢献し続けることができる。すべての射出成形部品を均等にカバーするために、塗装または電気メッキシステムを強化する。

1.表面処理プロセスの最適化
表面処理の際には、工程パラメーターを適度に変更することが必要である。例えば塗装の場合、塗料の塗りすぎや塗りムラが白化の原因となるため、製品の量と塗布量をよく監視する。
2.洗浄・包装工程の改善
成形後の製品は十分に洗浄し、洗浄剤や水分の残留物を除去する。輸送中や保管中の摩擦や汚染を避けるため、適切な包装材料と包装方法を使用する。
生産環境の改善
生産環境を改善し、作業場の相対湿度と衛生状態を管理する。接触面への湿気や汚染物質の影響を抑えるため、掃除機や除湿機を使用し、作業場を清潔で乾燥した状態にする。

結論
本稿は、射出成形品の表面白化問題を克服し、業界の発展に寄与することを目的とする。射出成形品の白化問題は、材料、金型設計、工程条件、後加工、環境に影響される複雑な問題である。その原因を理解し、適切な解決策を実施することで プラスチック射出成形 プロセスを分析し、最適化することで、最終製品の品質と生産速度を向上させることができる。






