 コンテンツへスキップ
コンテンツへスキップ 

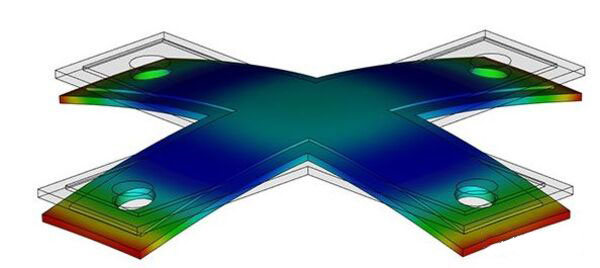
射出成形は、プラスチック材料を金型に注入し、加熱と冷却によって変形させ、最終的な形状を得る一般的な製造プロセスである。しかし、射出成形の過程で反りが発生し、製品の品質や生産効率に影響を与えることがあります。
反り変形とは、射出成形品の形状が金型キャビティの形状と異なることです。プラスチック製品の一般的な欠陥の一つである。そり変形の原因はたくさんあり、プロセスパラメータで解決するだけでは不十分です。この記事では、射出成形における反りの原因についてお話します。 射出成形 そしてそれをどう解決するか。

I.射出成形品の反りの原因
1.射出成形機の要因
1.1 バレルの温度
バレル温度が低すぎると、溶融温度が低くなり、高速で成形した場合、残留せん断応力が大きく、それを解放する時間が不足し、そりが発生する。
温度を上げると反りが少なくなる。温度設定は、材料メーカーの推奨を参考にすることができる。バレル温度は、リア、ミドル、フロント、ノズルのゾーンに分けられる。後方から前方への温度設定は、各ゾーンにつき6℃ずつ徐々に上昇させる。必要に応じて、ノズルゾーンやフロントゾーンの温度設定をミドルゾーンと同じにすることもある。

1.2 ノズル温度
プラスチックは、加熱によって放出される熱と、バレル内のスクリュー回転によるプラスチック分子の相対運動によって発生する摩擦熱を吸収する。バレル内の最後の加熱ゾーンはノズルであり、溶融物はここで理想的な温度に達するはずであるが、最適な状態を維持するためには適度に加熱する必要がある。ノズルの温度設定が十分でないと、ノズルと鋳型の接触によって熱が過剰に奪われ、溶融温度が低下して反りの原因となる。一般的に、ノズルゾーンの設定温度はフロントゾーンの設定温度より6℃高くする。
1.3 溶融温度が低すぎる、または射出圧力が高すぎる
溶融温度と射出圧力は、プラスチック成形時の反りに影響する2つの大きな要因です。溶融温度が低すぎたり、射出圧力が高すぎたりすると、残留応力が高くなり、そりが発生します。反りを抑えるには、溶融温度はできる限り高く、射出圧力はできる限り低く設定したい。

1.4 梱包圧力または梱包時間が不適切
強く詰めすぎると、余分な流れによるせん断応力とプラスチックからの余分な圧力応力が発生し、部品が反ってしまう。
パックが柔らかすぎると、ゲートで逆流が起こり、流れによるせん断応力と、パーツの中心部(低圧)と外側(高圧)の収縮率の大きな違いによる引張応力と圧縮応力の大きな差が生じます。スクリューが底を打った後、パックを保持するために少なくとも2秒間はその状態を保つ必要がある。
パッキング時間が短すぎると、スクリューが後退するときにゲート付近で還流が起こり、大きな残留応力と反りが発生する。充填圧力は中程度にし、ゲートが固化するまで充填時間を延長する必要がある。
1.5 滞留時間が不適切
滞留時間が短すぎると、溶融温度が低くなり、金型キャビティがほとんど埋まっていなくても、充填時にプラスチックを圧縮することができない。冷却時の回転スペースが大きすぎて、反りが発生する。
ショット重量とバレル材質の比率は、1/1.5から1/4の間でなければならない。
1.6 噴射圧が高すぎる
強く注入しすぎると、分子がごちゃごちゃになる。分子が正しく並ばないし、プラスチックのどの部分でも同じように並ばない。そうするとプラスチックにストレスがかかり、ゆがんでしまう。
1.7 溶融温度が高すぎる
溶融温度が高すぎると、成形・凝固時に温度が大きく下がり、急冷時に内部応力が多く蓄積され、製品の反りの原因となる。

1.8 射出角度不足
金型に十分な射出角度がないと、パーツを取り出すのに大きな力が必要になります。そうなると、パーツの内側にストレスがかかりすぎて、ゆがんでしまうこともあります。
1.9 不適切なサイクルタイム
冷却時間が短すぎる場合、プラスチックはまだ柔らかいので、そのまま射出して収縮させると反ってしまう可能性があります。プラスチックが十分な強度になるまで冷却時間を延ばしてください。
1.10 梱包不足
詰め込みが足りないと、金型のキャビティに十分なプラスチックが入りません。プラスチックが動く余地がありすぎて冷えると、反ってしまいます。スクリューを底に押し込んだら、少なくとも2秒間はその状態を保ち、少なくとも3mmは詰めるようにします。
1.11 コアピンの偏在
コアピンの本数が少ないと、排出時に応力が均等に分散されないため、製品が反ってしまいます。

2.カビの要因
2.1 キャビティとコアの大きな温度差
キャビティとコアの温度差が大きいと、冷却時の残留せん断応力が非対称になり、大きな曲げモーメントと反りが発生する。
冷却設計を変えてキャビティとコアの温度差を小さくすれば、反りを抑えることができる。
2.2 低い金型温度
金型温度が低すぎると、残留せん断応力が大きくなり、それを逃がす時間が足りなくなり、反りの原因になる。金型温度を上げることで反りを抑えることができます。
初期の金型温度は、材料メーカーの推奨に従って設定することができる。金型温度を調整するたびに6℃ずつ上昇させ、10ショット撮影する。成形条件が安定したら、その結果に応じて調整すればよい。

2.3 キャビティ厚さの大きな違い
これは、薄い部分が先に冷えて、次に厚い部分が冷えるという製品設計の話である。厚みが大きく違うということは、体積収縮率や残留応力が大きく違うということです。残留応力が部品の強度より強いと反ります。製品が高温になるなど悪い環境になると、残留応力が解放されて反ることもある。基本的な解決策は、同じ厚みで、冷却時の体積収縮率の差が最も小さくなるように設計することで、残留応力や反りが最も小さくなります。
2.4 不合理なゲート設計
部品の成形品質は、さまざまな形状やサイズの部品に対して、ゲートの位置や種類によって大きく影響されます。例えば、環状の部品にサイドゲートやピンゲートを使用すると、溶融の流れが不均一になり、そりが発生します。

2.5 不十分な金型強度
金型の強度が十分でないと、成形時のプラスチックの高圧で変形し、ゆがんだ部品ができる。
2.6 ゲートの不適切な数または位置
ゲートの位置を間違えたり、ゲートの数が少なかったりすると、プラスチックが流れすぎてしまい、押し出すのが難しくなります。そうするとプラスチック分子が伸びて圧迫され、部品に応力がかかる。そのストレスはプラスチックが冷めても消えないので、部品が反ってしまうのです。ゲート付近の圧力が高ければ、プラスチックはあまり収縮しません。充填終了時の圧力が低ければ、プラスチックは大きく収縮します。部品の表と裏で収縮率の差が大きいと、部品が反ります。使用する材料に適したフロー長さ対厚さの比率を使用する必要があります。
ゲート位置の決定は、バランス充填の原則に従うべきである。すなわち、各溶融波面のキャビティ端への到達時間と融合線の形成は、基本的に一定でなければならない。充填は厚く開始し、薄く終了させるべきであり、噴流を避けるため、充填は即座に抵抗に遭遇するよう停止すべきである。こうすることで、残留応力や反りを減らすことができる。

2.7 小さすぎる、または長すぎるゲート、ランナー、スプルー
ゲート、ランナー、スプルーが小さすぎたり長すぎたりすると、流動抵抗が大きくなり、射出圧力を上げる必要があります。その結果、プラスチック分子が伸び縮みし、機械的応力が加わり、大きな残留応力と反りが生じます。
2.8 不均等な排出
熱くなったパーツを均等に射出しないと、ゆがんでしまいます。射出システムをチェックし、必要な調整を行いましょう。すべての可動部品に十分な注油を心がけましょう。大きな金型にはガイドピンを使い、金型が自重でたわまないようにしましょう。
2.9 不均一な冷却
金型がうまく冷えないと、プラスチック部品もうまく冷えない。つまり反ってしまうのです。例えば、コアが金型の壁よりも熱いと、金型から取り出した後、部品はコアの方に曲がってしまいます。
3.原材料要因
流動性が問題だ。薄肉成形の場合、流れやすいプラスチックを選ぶのは当然です。しかし、流れやすいプラスチックは強度が十分でないことが多く、残留応力があまりなくても反りが発生することがあります。流れやすいが、流れすぎないプラスチックを選びたい。
4.オペレーター要因
悪い習慣。オペレーターが排出された部品を間違った場所に置くと、部品がゆがむ原因になります。オペレーターは、良い成形習慣を持つことがいかに重要か、また成形サイクルに一貫性がないことがいかに悪いことかを常に教えられる必要がある。
オペレーターが疲れてミスをしないよう、シフトとシフトの間に適度な休憩を取る必要がある。
ロボットやその他のオートメーションを使用することは、一貫した成形サイクルを実現する方法である。

5.その他
5.1 可塑化段階が製品の反り変形に与える影響
可塑化の段階とは、ガラス状態のペレットがベトベトした流動状態になることで、金型に充填するために必要なものだ。このとき、プラスチックの中央と外側では温度が異なるため、プラスチックにストレスがかかることがある。また、金型にプラスチックを注入する際の圧力やスピードによって、分子が並んでしまい、プラスチックがゆがんでしまうこともあります。
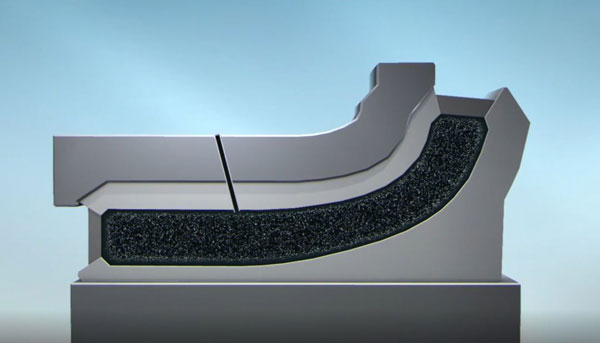
5.2 充填・冷却段階が製品の反り変形に与える影響
でプラスチック部品を作る場合 射出成形型に溶かしたプラスチックを入れなければならない。その後、プラスチックは冷えて金型内で固化する。これは射出成形の非常に重要な部分です。温度、圧力、そしてプラスチックが流れる速さ、これらすべてがパーツの出来栄えや製造スピードに影響する。圧力が高く、プラスチックが速く流れると、プラスチックは流れる方向に引き伸ばされる。また、流れ方向とは異なる方向にも伸びます。これを "凍結効果 "と呼ぶ。凍結効果」によって、プラスチック部品は内部に応力を持つようになる。また、温度によってプラスチック部品は曲がる。

(1)部品の上部と下部の温度差は、熱応力と変形を引き起こす可能性がある。
(2) 部品の異なる領域間の温度差は、その領域間で不均一な収縮を引き起こす。
(3) 温度条件の違いは、プラスチック部品の収縮率に影響する。
5.3 脱型段階が製品の反り変形に及ぼす影響
プラスチック部品は脱型後、室温まで冷却されると、そのほとんどがガラス状となる。脱型力にムラがあったり、排出機構の動きが不安定だったり、脱型面積が不適切だったりすると、製品に変形が生じやすくなる。また、充填・冷却段階で凍結した応力は、外部からの拘束がなくなるため、変形という形で解放され、反り変形が発生する。
5.4 射出成形品の収縮が反り変形に与える影響
射出成形品がゆがむ主な原因は、部品が不均一に収縮するためです。金型が充満するときに起こる収縮を考慮しないと、部品の形状が思い通りにならず、使用できないほどゆがんでしまうこともあります。金型が充満するときに起こる反り以外にも、金型の上部と下部の温度差によっても、パーツの上部と下部で収縮率が異なるため、反りが生じてしまいます。
反りを分析する場合、収縮そのものではなく、収縮の差に注目する。収縮率 射出成形プロセス射出成形品では、流れ方向に沿ってポリマー分子が配列しているため、流れ方向の収縮率が直角方向の収縮率よりも大きくなり、反り変形が生じます。均一な収縮ではプラスチック部品の体積が変化するだけですが、不均一な収縮では反り変形が生じます。結晶性プラスチックは、非結晶性プラスチックに比べて、流れ方向と直角方向の収縮率の差が大きく、その収縮率の高さと収縮の異方性とが相まって、結晶性プラスチック部品のそり変形の傾向が非常に大きくなります。
5.5 残留熱応力が製品の反り変形に及ぼす影響
射出成形でものを作るとき、熱は物事を台無しにする可能性がある。部品がゆがんだり、見た目が悪くなったりします。
II.射出成形品の反りに対する解決策
上記の問題を解決するために、射出成形品の反り変形の問題を解決するために、これらの方法を試すことができます:
1.射出温度の調整
射出温度を変えることは射出成形品の反り問題を解決する良い方法です。射出温度を変えることで、すべての部品に均等に熱を行き渡らせることができ、射出成形品の反りを減らすことができます。
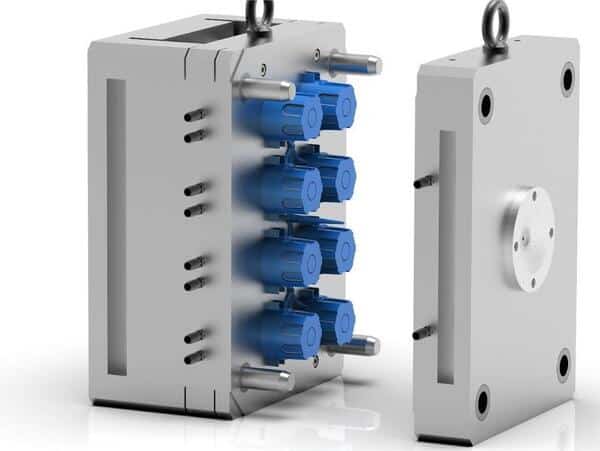
2.合理的な射出成形金型構造の設計
射出成形品を設計する時、肉厚や表面などの構造設計に注意する必要がある。射出成形品の構造が良ければ、射出成形品の反り変形を抑えることができます。

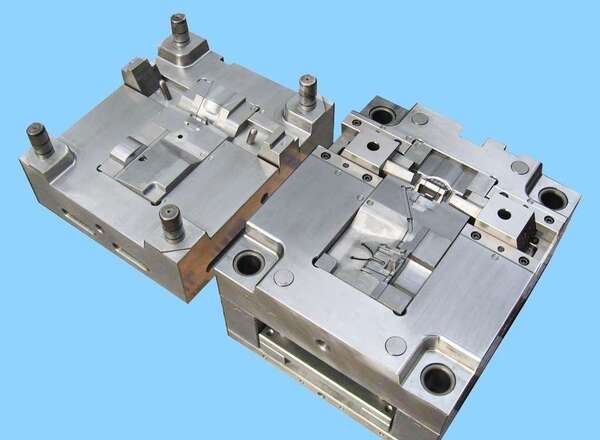
3.金型を最適化する
金型は射出成形品の精度と反り変形を決定する重要な要素の一つである。そのため、金型を最適化する必要があります。金型の精度を確保するために、適切な材料と製造工程を選択する。さらに、使用中の金型の保守やメンテナンスにも注意を払う必要があります。
4.射出成形装置の使用
効率的な射出成形設備を使用すると、効果的に射出成形品の反り変形の問題を解決することができます。効率的な射出成形設備は、射出温度の均一性を向上させ、射出時の変形の発生を低減することができます。

Ⅲ.結論
射出成形品の反り変形には、金型の構造、プラスチック材料の熱的・物理的特性、射出成形の条件やパラメータなど、さまざまな要因が影響します。 射出成形プロセス.したがって、射出成形品の反り変形メカニズムに関する研究は、成形プロセス全体や材料特性など、さまざまな要因を総合的に考慮する必要がある。






