 コンテンツへスキップ
コンテンツへスキップ 

巻頭言プラスチック製品は、家の中のものから病院、自動車など、さまざまな産業で使用されている。だからプラスチックは 射出成形金型射出成形は多くの分野で重要な役割を果たしています。「射出成形とは何か?」と疑問を持っているなら、正しい場所にいます。この記事では、射出成形プロセスの基本を説明します。これは優れたプロセスですが、良い製品を作るには適切に制御する必要があります。そこで、プロセスを順を追って説明し、射出成形を最大限に活用するためのいくつかのヒントを提供します。

射出成形とは?
射出成形は、プラスチック部品を作るために使用されるプロセスです。プラスチックペレットを溶かし、溶けたプラスチックを金型に注入します。その後、プラスチックは冷却され、金型の形状で固化します。射出成形は、低コストでたくさんの部品を作るのに最適な方法です。複雑な形状の部品を含め、あらゆる形状の部品を作ることができます。

射出成形の5大要素
射出成形材料
射出成形で最も重要なのはプラスチックだ。プラスチックによって特性は異なります。適切なプラスチックを選ぶことで、部品は確実に機能し、見た目も良くなります。

射出成形機
射出成形機は射出成形の最も重要な部分である。プラスチックを熱し、金型に注入して部品を作る。射出成形機には、どのように機能するかをコントロールする設定がたくさんある。その設定とは、プラスチックをどれだけ強く噴射するか、どれだけ速く噴射するか、どれだけ多く噴射するか、などである。

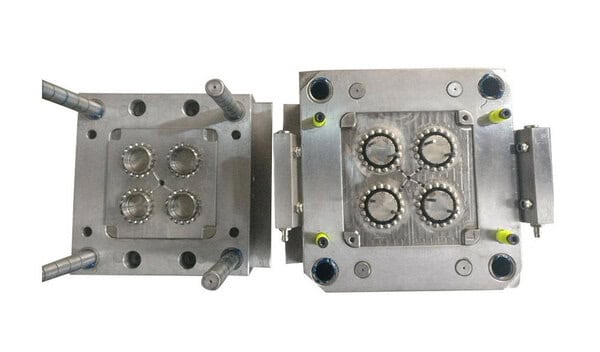
金型
金型は射出成形において部品を作るものです。金型が悪ければ部品も悪くなります。金型は金属製で、非常に精密に作られなければなりません。金属の種類、製造方法、品質のすべてが重要です。

射出成形プロセスパラメータ
プロセスパラメーターとは、射出成形プロセスにおけるプラスチック材料の溶解、射出、冷却などの重要なリンクに影響を与えるパラメーターのことで、射出圧力、射出速度、保圧時間、冷却時間などが含まれる。合理的なプロセスパラメータは、製品の品質と生産効率を確保することができます。
環境要因
環境要因には、温度、湿度、気圧などがあり、これらは射出成形工程や製品の品質に影響を与えます。例えば、湿度が高すぎる環境で射出成形を行うと、成形品表面に気泡が発生するなど、品質上の問題が生じる可能性があります。そのため、環境要因も合理的に制御・調整する必要がある。
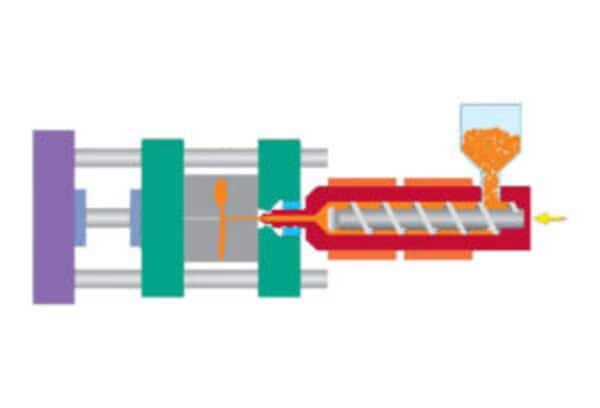
射出成形の原理
射出成形は、溶融したプラスチック材料を金型に注入し、冷却して固化させるプラスチック製造プロセスである。
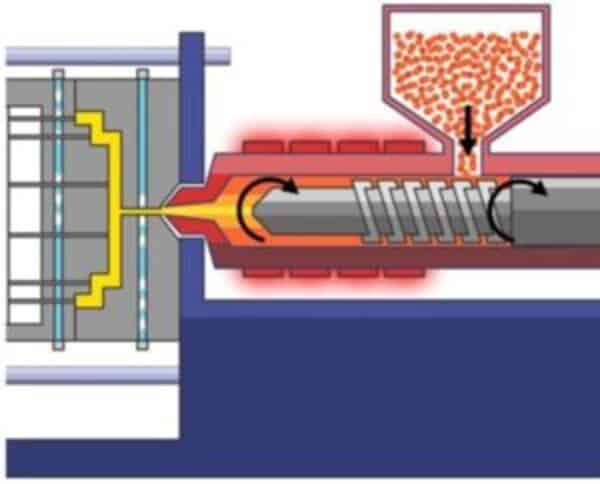
加熱と溶解
通常、射出成形機でプラスチックの粒子や粉末を溶かして液状にすること。溶けたプラスチックはどろどろになり、射出成形機で金型に押し込むことができる。
型にはめる
液状のプラスチック材料を射出機を通して金型に吹き込む。射出成形機は、プラスチックを流動させ、金型のキャビティ全体を満たすために強く押します。

冷却と凝固
金型の中のプラスチックは冷えて固まる必要がある。どのくらい時間がかかるか、どのくらい冷やす必要があるかは、プラスチックの種類や厚さによって異なる。金型の作り方も、冷えるまでの時間や出来栄えに影響します。
カビの開封と除去
プラスチックが冷えて硬くなったら、金型を開けて部品を取り出す。通常、金型には部品を取り出しやすくするためのものが付いている。

バリ取り、トリミング、加工
成形部品を取り出したら、余分なプラスチックやバリを取り除き、成形部品をトリミングして仕上げる必要がある。これは手作業でも機械でもできる。

検査と梱包
最後に、出来上がった製品が十分なものかどうかをチェックし、箱に入れて顧客に送る必要がある。
射出成形の原理はとてもシンプルだが、良い部品を作りたいのであれば、その方法を知る必要がある。例えば、射出成形機の圧力、温度、速度をコントロールして、射出が正確で良い部品ができるようにする必要がある。また、どのような材料を使うか、金型はどのくらい正確でなければならないか、金型はどのくらい長持ちしなければならないか、といったことも考える必要がある。

射出成形プロセス
射出成形はプラスチック製品を作る方法です。プラスチックを溶けるまで熱し、それを金型に注入します。冷却して金型の形状になります。その後、金型から取り出し、プラスチック製品が完成します。その仕組みは以下の通りです。
金型の準備
プラスチック製品を作るには、まず金型を作らなければならない。それを設計し、作り、機械に入れなければならない。金型は、作りたいプラスチックに合った形と大きさでなければなりません。また、どのような材料を使い、どの程度の精度が必要なのかも考えなければなりません。
プラスチック材料の準備
作りたい製品の条件に合わせてプラスチック材料を選び、加工する必要がある。通常は、プラスチックのペレットや粉末を溶けるまで加熱し、溶けたプラスチックを機械を使って金型に流し込む。

注射
射出成形とは、溶かしたプラスチックを機械を使って金型に流し込むことだ。射出が正しく行われ、良いものができるように、圧力、スピード、温度などを機械でコントロールしなければならない。
冷却
プラスチックを型に流し込んだら、冷えて固まるまでしばらく待たなければならない。どのくらい待つ必要があるか、どのくらい冷やす必要があるかは、使用するプラスチックの種類や厚さなどによって異なります。

型開き
プラスチックが冷めたら、金型を開けて部品を取り出す。金型を開けるには、手で開ける方法、機械で開ける方法、油圧システムで開ける方法など、いろいろな方法があります。

スラグ除去、トリミング、加工
金型からパーツを取り出したら、余分なプラスチックを取り除いたり、表面を平らにしたり、必要なら穴を開けたりする必要がある。
検査と梱包
最後に、出来上がった製品が十分な品質であることを検査し、箱に入れて顧客に送る必要がある。
射出成形の利点
プラスチック射出成形は実に多用途で、あらゆる産業のものづくりに役立っている。例えば、以下のような利点がある:
大量生産
射出成形は、プラスチック部品の大量生産において最も競争力のある製造方法である。射出成形機に金型をセットして成形するため、低コストかつ高速でプラスチック部品を生産することができます。最低射出量は500個。この時、金型のイニシャルコストの高さが単価に与える影響は少ない。

幅広い素材
射出成形の金型サイクルタイムは、部品のサイズや金型の複雑さにもよりますが、通常15秒から60秒です。さらに、1つの金型で複数の部品を作ることができるため、一定時間内に作れる部品の数が増えます。つまり、1時間に何千個ものプラスチック部品を作ることができるのだ。
高い耐性
射出成形は、高精度で何度も繰り返すことができるプロセスである。金型はいずれ摩耗し、プロトタイプに使用されるアルミ金型は通常5,000~10,000個の部品しか作れませんが、スチール金型は10万個以上の部品を作ることができます。

優れた外観
射出成形は、ほとんど、あるいはまったく仕上げを加えなくても完成部品を作ることができる。金型表面は、高度な鏡面仕上げに研磨したり、サンドブラストで質感のある表面にすることができます。
高い生産収率
これは、このプロセスの最も重要な利点のひとつである。このプロセスでは、1サイクルを完了するのに20秒から120秒かかるため、1時間に数百個の部品を製造することができる。

最小限の人件費
射出成形工程は完全に自動化されており、たった一人で操作できる。そのため、多くの人を必要としないため、生産コストが削減される。
デザインの柔軟性
射出成形では、メーカーはどんなに複雑で派手なデザインでも、あらゆる種類のデザインを作ることができる。
品質の一貫性
同じパーツを何度も作る場合、この工程は段階的なパターンに従う。そのため、最初の1本と2本目、3本目...と同じ重さになる。

廃棄物の削減
CNC加工などの他の製造プロセスとは異なり、射出成形は大量の部品を削り取らず、非常に少ない廃棄物を生成します。これらの少量の未使用材料は収集して再利用できます。
複数の素材に対応
射出成形では、複数の素材や色を同時に使うことができます。完成品にはすでに仕上げが施されているため、後から手を加える必要はない。

射出成形の欠点
この技術には多くの利点があるが、プロジェクトを始める前に知っておくべき欠点もある。それは以下のようなものである:
高い金型コスト
射出成形の主な経済的制約は、金型コストの高さである。形状ごとにカスタム金型を作らなければならないため、立ち上げコストは非常に高い。

コストのかかる設計変更:一旦金型が作られると、設計変更には新しい金型を一から作る必要がある。そのため、射出成形では正しい金型設計が非常に重要です。
長いリードタイム
射出成形に6~10週間、金型製作に4~6週間、製造と発送に2~4週間。デザインの変更が必要になった場合、この期間はそれに応じて長くなります。
大型部品には不向き
金型の制約上、大きな部品を同じ密度で作るのは非常に難しい。大きな部品は、いくつかの小さな部品にしてから組み合わせるしかない。

完成品の目に見える欠陥
この工程は非常に正確ですが、完成品には射出成形で残った小さな欠陥が残ることがあります。この欠陥は部品の機能性には影響しません。欠陥には、歪み、ノズル垂れ、ヒケ、フローマーク、ウェルドマーク、アンダーフィルなどが含まれます。
射出成形の用途
射出成形は、家電製品、自動車部品、医療機器など、さまざまな製品の開発に欠かせない汎用性の高い製造技術です。このプロセスの応用例をいくつか見てみよう。

自動車産業
多くの自動車メーカーがプラスチック射出成形技術を好むのは、その強度と精度にある。例えば、プラスチック部品は車体や車両の様々な部分の空気力学的形状を改善する。業界の要求が変化し続ける中、自動車用射出成形はメーカーにとって第一の選択肢となっている。

包装業界
包装業界では、顧客を魅了する創造的な包装デザインを効果的に開発できる部品を使用しています。魅力的な仕上げと美観に加えて、製品は厳格な安全性と衛生規則を遵守しなければなりません。射出成形は、大きな問題を引き起こすことなく、製品の全体的な品質を向上させることができます。
医療業界
医療用部品は、機械的に優れ、かつ高精度のカスタムプラスチック部品を必要とすることが多い。医療業界は、その精度と持続可能性で知られています。医療用プラスチック部品の製造には、非常に厳しい規制が適用されます。医療用部品には耐久性も求められ、高温に耐えられる適切なコンパウンドと構造的な品質が要求されます。

消費財産業
プラスチック射出成形を使う企業が増えている。 プラスチック射出成形を使う理由は、見た目がよく、正しく機能するからだ。
航空宇宙産業
航空宇宙産業には、強度や精度に関してかなり厳しい規制がある。 プラスチック射出成形は、今日ほとんどの飛行機の空力部品の製造に使用されている。 航空宇宙産業は、このアプローチを使って部品を作る方法を変えつつある。

射出成形における一般的な欠陥と解決策
射出成形品には多くの問題がある。よくあるものとしては、ショートショット、気泡、反り、端の反り、ひび割れ、収縮穴などがあります。これらの問題は、製品の見た目を悪くしたり、正しく機能しなかったり、長持ちしなかったりします。
ショート・スポット
ショート・ショットとは、成形品の表面にできる小さな窪みのことで、通常、成形中にプラスチック材料が金型キャビティに完全に充填されなかったために生じます。 射出成形 プロセス。解決策としては、射出圧力を上げる、射出速度を上げる、射出位置を変えるなどがある。

泡
気泡とは、成形品や成形品中に発生するガスの泡のことで、通常、射出工程でプラスチック材料に空気が混入することによって発生します。解決策としては、射出圧力の増加、射出速度の増加、射出位置の変更、材料の乾燥度の改善などがある。

ワープと反り
反りやうねりとは、成形品の表面やエッジに曲がりや膨らみが生じる現象です。これらは通常、無理な金型設計や射出成形工程での温度ムラによって引き起こされます。解決策としては、金型設計の最適化、射出成形工程パラメータの調整、冷却時間の増加などがあります。

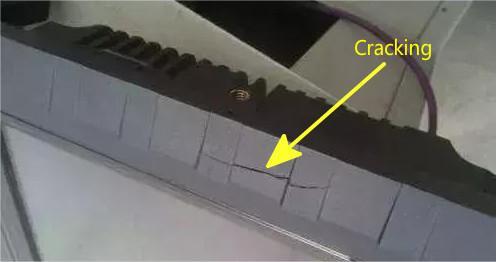
クラッキング
ひび割れとは、成形品の表面や内部に亀裂が入ることです。通常、プラスチック材料が収縮しすぎるか、射出成形の過程で応力がかかりすぎるために起こります。金型の設計を変えたり、射出位置を移動したり、保圧時間を長くしたりすることで解決できます。
収縮キャビティ
収縮空洞とは、成形品の表面や内部にできる小さなへこみのことです。通常、プラスチック材料が収縮しすぎるか、射出成形の過程で材料が緩むために起こります。金型を改良したり、圧力を長く保持したり、材料をより乾燥させたりすることで、これを修正することができます。

結論
プラスチック射出成形は、プラスチック部品を作る良い方法だ。速いし、安いし、うまくいく。いいところはたくさんある。でも、ただ知っているだけではダメなんだ。簡単そうに聞こえるけど、うまくいかないこともたくさんある。ちゃんとやらないと、悪い部品を作ってしまって儲からない。

そのため、常に競合他社を凌駕するために、最高の射出成形会社と提携する必要があります。Zetar Moldは、高品質の射出成形のための最良の選択です。 射出成形 サービス数十年の経験、グローバルな事業展開、幅広い技術的専門知識により、素晴らしい結果をお約束します。Zetar Moldの専門家チームは、材料の選択から金型の設計、部品の作成に至るまで、すべてのプロセスを通じてお客様をご案内します。

射出成形部品の比類のない品質、性能、一貫性のために厳格な基準に従っていることを確認してください。当社の射出成形見積もりプラットフォームでは、DFM分析を確認し、生産を開始する前に金型設計を承認することができます。Zetar Moldは、お客様の特定のニーズを満たすための優れたソリューションを提供しています。今すぐご連絡ください!
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.






