 コンテンツへスキップ
コンテンツへスキップ 

射出成形品の手触りや外観を良くし、他の低圧成形材料の利点を考慮するため、現在では硬質プラスチックを基材の骨格に、布地を使い、射出成形の表層に軟質プラスチックを使うのが一般的である。
このようなプロセスを通じて、開発の観点から、 射出成形 骨格を形成し、射出成形で軟質プラスチック加工(インサート、セカンダリー)の感触の良い層を形成すると、布地、表皮の低圧射出成形には多くの後処理が必要であるのに対し、後処理の必要がないため、その実用性を発揮する。
低圧射出成形とは?
低圧射出成形は、カプセル化された材料を非常に低い射出圧力で金型に射出し、素早く硬化させるプロセスである。
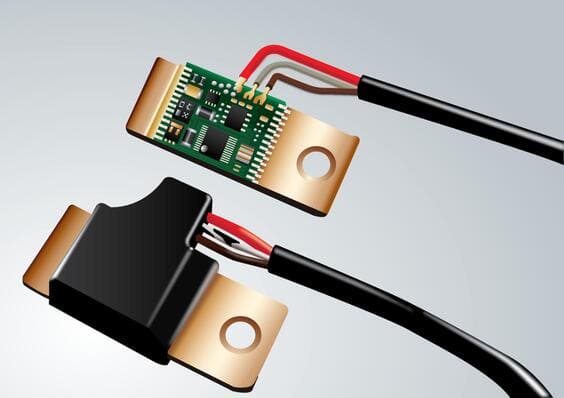
低圧射出成形 は、高圧射出成形とポッティングの中間に位置する、安全でデリケートなプロセスです。短いサイクルタイムと低い圧力で、回路基板保護に理想的なソリューションです。
自動車業界では、このプロセスは自動車内装トリム成形や電子部品パッケージの一部に使用されている。

低圧射出成形の用途例
内装部品: 非常に低い射出圧力(300~600バール)を使って、PVCスキンやニット生地を成形工程に加える。
一般的に使用される材料の種類は、レザー、PVCスキン、PP-フォーム付きTPOスキン、PURスキン、不織布付きニット生地、繊維フェルト、および表面材料と骨格材料の間の複合射出が含まれます。多くの中高級車内装部品は、メルセデスベンツ、BMWのドアパネルインサートなどの低圧射出成形プロセスを使用しています。
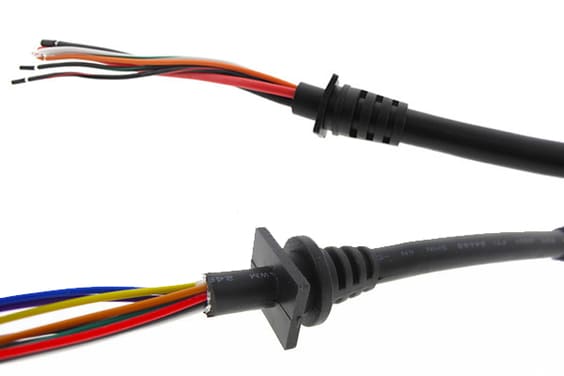
電子部品の封止:封止プロセスでは、非常に小さな注入圧力(1.5~40bar)で封止材を金型に注入し、素早く硬化させます(5~50秒)。
に使用される圧力と温度である。 低圧射出成形 は、通常の射出成形工程よりもはるかに低く、工程は比較的単純で、高い設備や金型を必要としない。
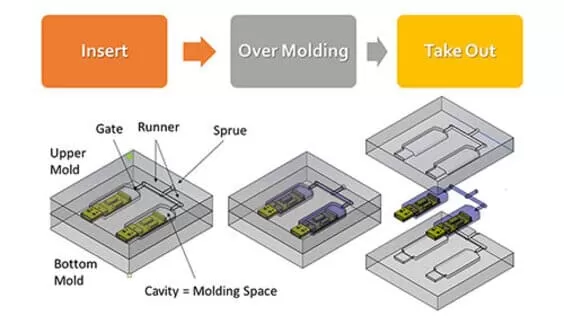
低圧射出成形プロセス
プロセスは以下の通り:
低圧射出成形 はインモールド・アセンブリー技法で、生地/表皮を製品に直接成形するIMDに似ている(射出圧力が高すぎると生地が損傷する)。
成形プロセスの特徴から、低圧射出成形には開放型と閉鎖型の2種類がある。
その違いは、金型を閉じたときに可動金型と固定金型の間に一定の隙間があるかどうかにある。
充填プロセスを通じて、正確な量の溶融物がスムーズに射出される(布地上のプラスチック溶融物の流れは、滑らかな金型キャビティ上よりもはるかに遅い)ため、布地低圧射出成形金型は通常の金型よりもゲート数が多い。
低圧射出成形の特徴
1.利点
a.高強度、表皮材はプラスチック基材と一体化しているため、脱落の可能性がない。
b.成形効率が高く、環境に優しい。被覆工程に接着剤を塗布する必要がなく、車内の空気環境を改善する。
c.c.内部構造を任意に設計でき、表面造形の自由度がクラッド加工より高く、造形特徴が明確で、製品が美しく、快適性が高い。
2.デメリット
a.その 低圧成形 工程がより複雑で、金型の影響や生地/PVC表皮の延性の影響を受けやすく、スクラップ率が比較的高い。
b.パターンの保持、高いストレッチでは、パターンの立体感が悪い。
c.金型費が高くなり、生地も高価になる。
以上のようなメリットとデメリットを考慮した結果である、 低圧射出成形 には次のような特徴がある。
金型:パーティングギャップ付き;ゲートはシーケンスバルブで制御(バルブ式ホットランナーで制御)
マニピュレーター:生地クランプ機能と製品ピックアップ機能の両方
複合層:PVC/PU;ファブリックなど
スケルトン素材:流動性の良い改質PPやPC/ABSなど。

低圧射出成形の重要な影響要因
生地;生地の組成: には、不織布層、スポンジ層、発泡層、表面編物層、軟質プラスチック層(PVC)などがある。
ファブリックの性能: 縦方向の静的伸長度、縦方向の残留伸長度、横方向の静的伸長度、横方向の残留伸長度;生地の伸長度が大きく、変形しにくい、しわが目立ちやすい。 生地の伸長度が小さく、変形しやすい、しわが目立ちにくい。
金型の構造: 通常、ポイントゲートシーケンシャルバルブの形で選択され、ゲートの数は通常よりも多くなります。 射出成形 骨格材料、製品の全長L = 1000mm、壁厚T = 2.5mm、ゲート数の推奨値 = 1000/2.5/FPP材料F値100未満、ABSまたはPC材料80未満。
空洞排気の設計: PVC表皮の構造 射出成形金型 は、キャビティとコアスペースの排気に重点を置いている点を除けば、ファブリック射出成形金型のそれと同じである。
その他の技術的要求事項 製品の角のR角度が3.0以上であること。製品の収縮を防ぐために、製品の接着ビットの厚さを厚く設計してはならない、
腱ビットの厚さは接着剤ビットの厚さの3/5を超えてはならない。深い穴の製品は分割する必要があり、製品の外観の端は、ファブリック職場を逆にラップする必要があり、製品の背面は腱ビットを持ってはならないなど。

低圧射出成形 プラスチックの流動性
プラスチックの流動性の指標はメルトインデックスMI値である。周知のように、布地上のプラスチックの流動は、平滑な金型キャビティ上よりもはるかに遅い。 ファブリック低圧射出成形金型 普通の金型よりもゲート数が多い。
流速が遅いと、接着跡や材料の欠落など、製品の他の外観上の問題に影響するのは避けられない。
一般的に、PP素材のMI値は20~55であり、製品開発において輸入生地や輸入プラスチック粒子をやみくもに使用しないことが求められる。
これらは、組み合わせのアプリケーションの後に必要であるため、限り、良い、国産材料で金型、いつものように、修飾された低圧成形品を作ることができます。

低圧射出成形金型の構造
通常、この種の金型のエジェクターは固定金型にあり、バルブゲートを使用して各ゲートの材料量を制御し、固定金型にはプレスされた布フレームがあり、固定金型には布を固定するための布ピンまたは空気吸引カップがあります。
低圧射出成形の一般的な欠陥と対処法
(1) 素材の不足:製品の鋭角部は材料不足になりやすい。
(2) 浸潤:製品の角が浸入しやすい、その原因:浸入部ゲート温度が高すぎる、金型温度が高すぎる、浸入部ゲート材料量制御が多すぎる。
(3) 貫通: 製品の鋭角は浸透が現れやすく、その理由は:隙間のあるパーティング面の鋭角は、低圧成形材料の量や速度が浸透内部の隙間から溶融プラスチックを増加させるとき、最初に不織布を駆動し、その後、表面の布を貫通する。
鋭角部分の肉厚が厚すぎるため、金型の鋭角部分の肉厚を比較的薄くすることで、生地の染み出しや故障を防いでいる。
(4) 生地の圧力破損 原因:通常、低圧射出成形金型の金型温度は低い(10~15度)ので、防錆対策が十分でないと、プレスされた生地フレームとスライダーのパーティング面に錆の斑点ができ、生地に過度の圧力がかかり、生地の延性が制限されるため、生地が破損する。
PVCスキン低圧射出成形の特徴
1.PVCの皮の性質
生地と比べると、両者には多くの違いがある。まず排気。生地は気孔があり、構造を失っているため、内部からガスが流出しやすい。一方、PVCスキンは表面にPVCプラスチックの層があるため、内部からガスが流出しにくい。
第二に、基材:布基材は不織布なので、溶融プラスチックに対する流動抵抗がかなり大きい。一方、PVC表皮基材は発泡プラスチック層なので、表面が滑らかで、溶融プラスチックに対する流動抵抗が小さい。
PVCの表皮はまだ抵抗力が強く、溶けたプラスチックは浸透しにくい。
2.金型の構造
ファブリック射出成形と比較して、最大の違いは、キャビティ排気の設計にあり、PVCスキン射出成形金型の構造は、次のとおりです。 ファブリック射出成形金型ただし、キャビティとコアスペースの排気に焦点を当てている。
溶融プラスチックが注入されると、閉じた後のコアとキャビティ内には空気が存在し、内部の空気はゆっくりと圧縮されるため、ガスが時間内に排出されないと、必然的に充填に大きな問題を引き起こし、多くの欠陥が発生します。例えば、接着跡、収縮、焦げなどである。
3.よくある不具合と対処法
(1) 製品表面の収縮
原因金型パーティング面の隙間が大きすぎるため、材料が逃げてしまい、その結果、材料が圧縮されずに必要となり、収縮する;
通常の 射出成形製品の肉厚が厚く、補強筋がある場合、冷却不良のため、収縮による体積収縮が生じる。
(2) メルトマーク
理由:金型キャビティとコアの排気が不十分だと、ゲート前面が接する部分の空気が圧縮され、自然な融着ができず、その跡が皮膚に反射して融着跡が目立ち、外観に影響する。
もちろん、普通の プラスチック射出成形また、金型温度とプラスチック溶融物の温度が低いと、溶融痕の欠陥が目立つ。
(3) 皮膚が押しつぶされている
理由ファブリック射出成形のように、金型温度は 低圧射出成形金型 が通常低い(10~15度)ため、防錆対策が不十分だと、プレス布枠やスライダーのパーティング面に錆斑が発生し、製造時に表皮への圧力が過大になり、表皮の延性が制限されて表皮が破断する。
(4) スプルを通して溶かす
理由:可塑化された溶融プラスチックがゲートから注入され、せん断を受け、加熱サークル、その中心位置の温度が高い場合、オープン金型射出と距離が増加すると、効果的にメルトスルー現象を減らす保護することができます;ゲート、温度、金型温度を下げることができますが、同時に考慮に樹脂の流動性の問題を取る必要があり、そうでなければ材料の不足があるかもしれません。







