 コンテンツへスキップ
コンテンツへスキップ 

はじめに射出成形部品を設計するときは、いろいろなことを考えなければなりません。いろいろなことが原因で、部品がぐちゃぐちゃになり、ゴミのように見えることもあります。シュリンク、ヒケ、反り、その他いろいろな問題が発生します。だから、いい部品を作りたいなら、射出成形部品を設計するためのルールを知っておく必要があるんだ。
この記事では、最高のプラスチック部品を得るのに役立つ究極の射出成形設計ルールを紹介しています。また、工程管理に関する詳細情報、金型設計の重要なガイドライン、一般的な設計上の問題を回避するためのヒントも紹介しています。
射出成形設計の重要性
射出成形 はプラスチック製のものを作る方法だ。溶かしたプラスチックを型に入れて冷やし固める。金型と作るもののデザインによって、その出来栄えは大きく変わる。射出成形で設計が重要な理由をいくつか挙げてみよう。
製造業の複雑さを見極める
設計を分析することで、製品設計者やエンジニアは製造工程で起こりうる様々な複雑な状況を予測することができる。この設計は、製造段階の前に不確実性を減らすための詳細な指示を提供します。

さらに、複雑さを事前に理解することで、金型の形状や構造を明確にすることができる。これは、要求される製品に適した金型の設計と製造に役立つ。
製造可能性の確保
プラスチック部品を設計・製造する場合、設計した部品が製造可能かどうかはわかりません。射出成形の設計では、製造可能かどうかを最初から判断することができます。

そのため、部品が金型にはまり込むような製造上の問題が発生するかどうかを調べることができる。さらに重要なことは、時間とコストを節約できることです。その結果、適正な部品価格を実現し、より短いサイクルタイムで部品を生産することができます。
部品の故障を防ぐ
射出成形部品を正しく設計しなければ、くだらない部品が出来上がってしまいます。正しく機能せず、見栄えも良くない。射出成形の欠陥やその他の機械的な不具合に対処しなければなりません。
射出成形の設計ガイドラインは、正しい成形パラメータを選択し、部品が機能しなくなるような大きな間違いを避けるのに役立ちます。
射出成形部品の設計上の考慮点
射出成形は複雑な工程であり、正しい成形を行うためには慎重な設計が必要です。設計をしくじれば、後でそのツケを払わなければならなくなる。ですから、失敗を避けるためには、正しい射出成形の設計ガイドラインに従う必要があります。ここでは、射出成形部品を設計する際に考えるべきことをいくつか紹介します。

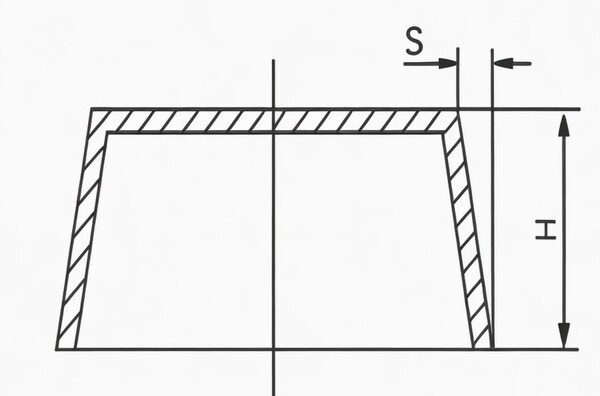
壁厚
これは射出成形部品の設計段階で考慮すべき重要な要素の一つです。肉厚は、部品の性能、美観、コストなど、いくつかの重要な特性に影響を与えます。
したがって、公称肉厚は、機能的性能要件に基づいて決定する必要があります。成形品の許容応力と期待寿命を考慮して最小肉厚を決定する必要があります。
一般的なルールは、射出成形品全体を通して肉厚を一定に保つことです。理想的には、肉厚を1.2mmから3mmの間に均一に保つことです。肉厚が薄いと、高い塑性圧力が必要となり、エアポケットの原因となります。肉厚が厚いと、冷却に時間がかかり、より多くの材料を使用するため、コストが高くなります。

肉厚が変化する部品がある場合、各部品間の移行をスムーズにする必要があります。そのためには、傾斜したエッジやコーナーに面取りを施します。同様に、丸みを帯びたコーナーやエッジに丸みをつけることで、溶けたプラスチックが金型に完全に充填され、均等に冷却されるようになります。
分類ライン
パーティング・ラインは、最終製品を作るために金型の2つの半分が合わさる部分です。パーティングラインの設計にミスマッチやズレがあると、成形品にバリが発生することがあります。

そのため、このような欠陥をできるだけ少なくするために、シンプルで直線的なパーティングラインを設計することが重要です。シンプルなパーティングラインは製造が容易で、メンテナンスも少なくて済み、最終製品の全体的な滑らかさも向上する。
パーティングラインを設計する場合、一般的には、丸みを帯びた表面ではなく、鋭角のエッジに配置するのがベストです。こうすることで、公差の厳しい金型の必要性を減らすことができ、製造コストが上がります。また、パーティングラインが最終製品でどのように見えるかを考える必要もあります。

ラインのデザインは、可能な限り見えないようにし、重要な表面や特徴(テキストやロゴなど)を横切らないようにする。こうすることで、最終的な製品の外観が想定通りになり、全体的な品質が向上する。 射出成形プロセス.
ドラフト角度
射出成形部品表面の抜き勾配は、金型に損傷を与えることなく、金型から容易に取り出すことを可能にします。必要な抜き勾配は、肉厚、材料の収縮率、後加工や仕上げの要件などの要因によって異なります。

平均的な抜き勾配の角度は、深さ1インチにつき1度ずつ大きくする必要があるが、ほとんどのパーツでは、少なくとも1.5~2度が安全である。重いテクスチャリングの場合は、最大で1インチにつき5度必要な場合もある。十分な抜き勾配がないと、引きずった跡のような外観上の欠陥が生じることがある。
CADシステムを使って射出成形部品を設計する際、抜き勾配を追加することはできますが、できるだけシンプルにするために、設計プロセスの最後に行うのがベストです。
リブと突起
リブは、2つの壁が90度の角度で接する壁を強化するために使用される。パーツの強度を高め、重量を支えるのに役立ちます。バンプはまた、パーツを並べたり取り付けたりするのにも役立ちます。また、ネジ穴やスロットのような場所でもパーツの強度を高めます。

支持リブの底部の最大厚さは、隣接する壁の厚さの2/3とする。鉄筋の高さは、公称壁厚の2.5倍(2.5T)を超えてはならない。収縮を考慮することが重要である。収縮痕を避けるため、突出部の厚さは全壁厚の60%を超えてはならない。
ゲートの位置とタイプ
スプルーは射出成形の工程で非常に重要な部分である。プラスチック部品に直接接続され、金型キャビティへの溶融プラスチック樹脂の流れを制御する部分です。ゲートの大きさ、形、位置は完成品に大きな影響を与えます。部品の強度や見た目に影響する。

射出成形金型の種類によって、エッジ、サブマリン、ホットチップ、スプルーという4種類の一般的なゲートデザインがあります。その名の通り、エッジゲートは平らな部品の端にあり、パーティングラインに傷が残ります。
サブマリン・ゲートは非常に一般的で、バナナ・ゲート、スマイル・ゲート、トンネル・ゲートなどの種類がある。これらはトップピンによる自動トリミングを必要とし、より良い充填のためにゲート位置をパーティングラインから遠ざけるのに役立つ。

ホットチップゲートは、ホットランナー射出成形金型にのみ使用される。通常、円形または円錐形の金型の上部に配置されます。一方、スプルーは大きな円筒形の単一キャビティ金型に適しています。スプルーは通常、金型が接触する部分に大きな跡が残りますが、金型の製作や手入れは簡単です。
ゲートの設計とタイプは、部品設計、材料選択、サイズ要件、最終製品の美的ニーズによって異なります。重要な設計上の考慮点の一つは、欠陥のリスクを最小限に抑えるために、ゲートを高ストレスまたは高衝撃エリアから離して配置することです。

また、二次的なゲート除去作業を排除し、最適な充填のために最も厚い部分にゲートを配置することも重要である。部品のサイズ、形状、プラスチックポリマーの種類によっては、複数のゲートが必要になる場合もある。
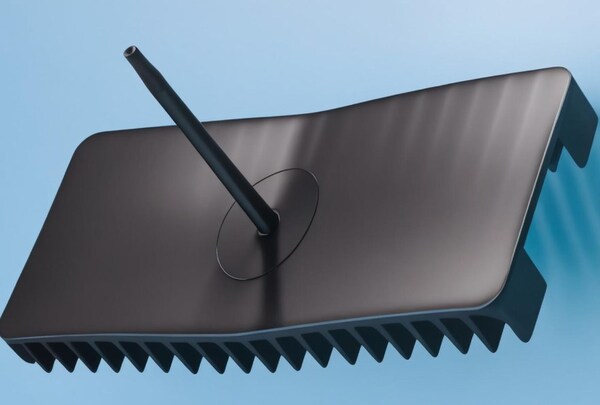
トップニードル
これは射出成形のセットアップの重要な部分で、部品が十分に冷えた後に金型から押し出すのに役立つ。部品に跡が残ることが多い。そのため、ピンの移動方向に対して垂直な平面で設計する必要があります。

部品の形状、抜き勾配の角度、壁の深さ、壁の質感によって、ピンの数と位置が決まります。これらの要素は、部品が金型の壁にどのように密着するかに影響します。選択する材料も、ピンのサイズと位置に影響します。
例えば、粘度の高い樹脂を取り出すには、より大きな力が必要になります。同様に、柔らかいプラスチックポリマーは、力を分散させて成形不良を防ぐために、より幅の広い、またはより多くのピンを必要とします。

ボトムカットとスレッディング
アンダーカットやスジは、プラスチック部品を一回の引き抜きで金型から排出することを困難にする凹みや垂れの特徴である。部品が一方向に引っ張られるだけで排出されるように設計する必要があります。そうすることで、射出成形のコストを低く抑えることができる。したがって、射出成形部品を設計する際には、ネジ切りやアンダーカットを避けることが非常に重要である。
アンダーカットを避けるには、フィーチャーをパーティングラインに平行に配置し、リフターとスライドを設計に組み込めばよい。リフターは、抜き勾配なしで内部のアンダーカットを取り除くのに役立ちます。部品が冷えた後、リフターを斜めに押し上げて、アンダーカットを金型から取り除くことができます。一方、スライドは、コアモールドに接続された角度のついたピンを使用して、外部のアンダーカットを取り除きます。
フィレ
射出成形をより良いものにするためには、鋭利なコーナーやエッジではなく、丸みを帯びた形状にしたいものです。鋭利なエッジは、充填に大きな圧力を必要とするため、成形品にダメージを与え、射出時に欠陥の原因となります。内側と外側の角が丸みを帯びていると、プラスチックの流れがよくなり、応力やひび割れを減らすことができます。

内側コーナーの半径は、隣接する肉厚の少なくとも50%とする。一方、外側のコーナーは、隣接する肉厚の150%とする。突出部やスナップフィットのような垂直フィーチャーの場合、ベースは円形にする。突出部の半径は、隣接する肉厚の25%とし、最小半径は0.381mmとする。
表面処理
プラスチック部品には、見た目や手触り、触感に影響するさまざまな表面処理が施されることがあります。適切な仕上げを選ぶことは、必要な道具や材料が決まるので重要です。粗い仕上げは、より多くのドラフトを必要とし、あなたが使用できる材料に影響を与えます。

金型の表面を滑らかにするために、何か手を加える必要があるかもしれません。金型の表面に小さなキズがあると、それが部品に現れます。部品が金型から出た後にしなければならないことが多ければ多いほど、その分コストがかかり、金型を作るのにかかる時間も長くなります。
素材の選択
に関しては 射出成形プラスチックは、たくさんの種類の中から選ぶことができます。それぞれ独自の物理的、機械的特性を持っています。あなたが選ぶ材料は、あなたの部品が実世界でどの程度うまく機能するかに影響します。

射出成形の材料を選ぶ際には、その材料がどれくらい収縮するのか、部品をどのように組み立てるのか、そしてその材料にどれくらいのコストがかかるのかを考える必要がある。
材料の収縮率は、プラスチックの種類や加工条件によって異なり、部品の性能や幾何学的形状に影響を与えます。また、材料の取り扱いや、機械的な締め付けや溶接などの組み立て工程に対応できるかどうかも考慮する必要があります。

プラスチック材料の理想的な特性は非常に重要ですが、生産コストを最小限に抑えるためには、プラスチックの購入、加工、仕上げにかかるコストも考慮しなければなりません。
プラスチック射出成形金型設計ガイドライン
射出成形プラスチック金型の設計と製作は、プラスチック部品製造の世界では大きな問題である。金型はプラスチック部品の形状を決めるのに役立ちます。そのため、射出成形をスムーズに行うためには、すべての金型部品が適切な状態でなければなりません。

たとえば、ダイカスト金型を計画しているときに、重要なポイントは、ダイカスト金型の設計が非常に重要であることを理解しているように、それは機器の設計を改善する能力を持っていますが、それはまた、問題を回避し、最高品質の品質を提示する能力を持っています。
射出成形の金型製作工程を設計する際に考えなければならないことをいくつか挙げてみよう。
金型フレームとキャビティのレイアウト
モールドツールは、モールドベース、キャビティ、コアインサート、その他の部品で構成されている。モールドベースは金型の土台となり、キャビティとコアインサートは部品を形作ります。金型部品の設計は、成形プロセスの精度と一貫性に影響する。

金型は丈夫で、強靭で、手入れが簡単で、修理や手入れのために分解したり組み立てたりするのが簡単でなければならない。金型は、キャビティとコアが正しく並ぶように慎重に作らなければならない。金型枠のキャビティレイアウトも、中空やコアのインサートに手が届き、修理や手入れがしやすいものでなければならない。そうすることで、問題が起こりにくくなり、より良い部品ができるのです。
冷却システム設計
射出成形金型の設計において、冷却システムは大きな意味を持つ。金型キャビティとプラスチック材料の温度を制御します。冷却が重要なのは、プラスチックを固化させ、収縮をコントロールするのに役立つからです。

射出成形金型の設計において、冷却システムは大きな意味を持つ。金型キャビティとプラスチック材料の温度を制御します。冷却が重要なのは、プラスチックを固化させ、収縮をコントロールするのに役立つからです。
冷却システムは、金型キャビティ全体を均一に冷却する必要があります。冷却流路は、冷却時間が長い部分に近づけ、ゲートシステムやランナーシステムに干渉しないようにする。機械エンジニアはまた、可能な限り短いサイクルタイムを達成するために設計を最適化する必要があります。

流路とドアのデザイン
ランナーとスプルー・システムは、射出成形金型の設計において重要な役割を果たします。金型キャビティへの溶融プラスチックの流れを制御します。スプルーは金型キャビティへのプラスチックの入り口であり、ランナーシステムはプラスチックをスプルーに誘導します。ゲートとランナーシステムの設計は、成形プロセスの効率と完成品の品質に影響します。

ゲートは重要だ。適切な大きさ、適切な位置、適切な形状でなければなりません。プラスチックが金型に流れ込むのを助け、問題を起こさないようにしなければならない。ランナーシステムも重要です。プラスチックが金型に流れ込むのを助け、問題を起こさないようにしなければなりません。
打ち上げシステム設計
エジェクター・システムは、金型からパーツを取り出すためのものです。エジェクターシステムを設計する際には、パーツの形状、ボトムカットの数、パーツの剛性などを考慮する必要があります。エジェクター・ピン、スリーブ、または油圧式エジェクター・システムを使用することで、エジェクション時にパーツを傷つけないようにすることができます。

また、エジェクターシステムが金型からパーツを押し出すのに十分な強度があることを確認する必要があります。また、射出システムがスプルーやランナーシステムに干渉しないように、その位置も考える必要がある。
金型材料と表面処理
金型に使用する材料は、金型の寿命や部品の見栄えに影響します。熱に耐え、熱伝導がよく、摩耗しない材料が必要です。適切な材料を選ぶことで、より早く部品を作り、金型を長持ちさせ、より良い部品を作ることができます。

金型はひとつひとつ異なるため、加工時には注意深く考える必要がある。使用する材料は、成形部品に転写する可能性のある表面欠陥を避けるために、正確に加工する必要があります。
サンドブラストや研磨のような追加の精密機械加工によって、エンドミルが金型表面に残した目に見える跡を取り除くことは本当に重要です。必要な精密加工の程度は、金型加工工程のコストと時間に影響する。

射出成形プロセスの品質管理
射出成形は、高精度で効率的なプラスチック部品の製造方法です。高品質のプラスチック製品を確保するためには、製造工程全体で厳格な工程管理を実施する必要があります。射出成形の工程管理の重要なステップに入る前に、射出成形工程の概要を簡単に説明しましょう。
射出成形プロセスの概要
射出成形とは、プラスチック・ポリマーを溶かし、金型内で圧力をかけて固め、部品の形状を作る工程である。この連続的なサイクルには多くの工程が含まれる。プラスチック樹脂を加熱した後、金型に適切な圧力をかけるとゲートが開きます。その後、溶融したプラスチックを金型に注入する。
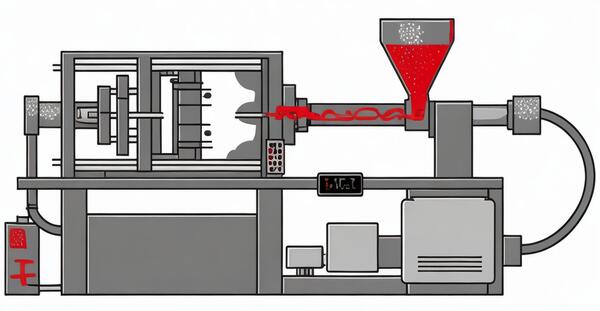
溶融樹脂がバレルの端に達すると、ドアは閉じます。その後、金型の2つの部品が同時に閉じられ、クランプ圧力によって一緒に保持されます。圧力保持の段階が終わると、スクリューが引っ込み、部品は金型内で冷やされます。部品が冷えた後、金型が開き、エジェクターピンまたはトッププレートが部品を押し出します。こうして完成した部品は、精密機械加工の準備が整う。
射出成形の工程管理について、さまざまな角度から考えてみよう:
マシンの選択と設定
正しい射出成形機を選び、正しくセットアップすることで、工程をコントロールし、毎回良い部品を作ることができます。

以下の要素を考慮する
ロック力:射出成形を行う場合、機械が金型を保持するのに十分なロック力を持っていることを確認する必要があります。
射出ユニットのサイズ:射出装置は、金型にプラスチックを過不足なく充填するのに十分な大きさが必要です。
スクリューのタイプとサイズ:スクリューは、良好な溶融品質と流量を与える必要がある。スクリューの直径も、適切なプラスチック量と溶融密度を与える必要があります。

温度偏差:機械は、金型全体の温度を同じに保つために、優れた温度制御システムを持っている必要があります。
マテリアルハンドリング:全体として、温度、圧力、所要時間など、重要な工程を記録するスペースが必要だ。機械エンジニアは、完成品に問題が生じないよう、何か変化があればすぐに確認し、修正できるようにしなければならない。

プロセスパラメータと最適化
射出成形の工程をコントロールするとなると、最良の結果を得るためにさまざまなことに気を配る必要があります。ここでは、最も重要な注意点をいくつか紹介しよう:
射出圧力と射出速度:この2つは、溶けたプラスチックが金型に入るスピードをコントロールする。射出圧力は、金型を完全に満たすのに十分なほど高くしたいが、バリや反りを引き起こすほど高くはしたくない。また、プラスチックがぐちゃぐちゃにならずに、できるだけ早く金型に入るようにしたい。

射出温度: 射出の温度は、プラスチックの流動性と粘度に影響する。プラスチックは、その融点まで加熱し、射出プロセス全体を通して安定した温度に保つ必要があります。メカニックは、熱電対を使って金型キャビティ内のさまざまな箇所の温度をモニターし、コントロールすることができる。
圧力保持と時間: 保圧は、材料が射出装置内に逆流しないようにする。保圧時間は、プラスチック材料が完全に冷え固まるまでとする。時間は部品の肉厚や複雑さによって異なる。

冷却時間: 冷却時間は、材料の熱特性と部品の肉厚に基づいて選択する必要があります。熱電対も冷却時間の監視に役立ちます。機械エンジニアは、冷却チャネルのレイアウトを変更したり、サイズを大きくしたりすることで、時間を調整することができます。
打ち上げだ: 射出システムは、スムーズかつ安定的に射出することで、部品や金型が損傷しないようにしなければならない。押し出す力は、部品の大きさや複雑さにもよる。

品質管理と検査
品質管理と検査は、成形された部品が良いものであることを確認するために重要です。例えば、工程が良いかどうかをチェックしたり、部品の見た目が良いかどうかを見たり、部品の動作が良いかどうかをテストしたりします。私たちがこれらのことを行うのは、部品を良くないものにしている原因を突き止め、工程をより良いものにするためです。

成形部品に欠陥や表面上の問題がなく、適切な公差と機能要件を満たしていることを確認するには、適切な品質管理が重要です。部品が適切な品質、安全性、性能基準を満たしていることを確認するために、定期的な品質管理と検査を行う必要があります。
プラスチック射出成形の設計に関する一般的な問題と解決策
射出成形の欠陥は、部品を作るときに起こりうるもので、製品の機能に直接影響します。このような欠陥は、成形パラメータや使用している材料など、さまざまなことが原因で発生する可能性があります。

しかし、成形工程を調整することで、設計上の欠陥を避けることはできる。時には、問題を解決するために金型を設計し直したり、新しい生産設備を導入しなければならないかもしれません。
射出成形の設計でよくある問題とその解決方法を見てみよう。
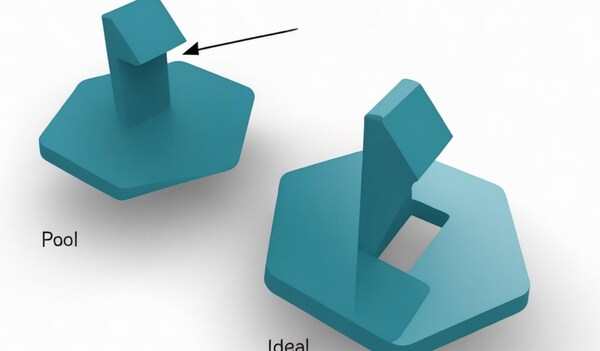
収縮と反り
収縮痕は射出成形の欠陥の一種で、成形品の表面に小さな窪みとして現れる。通常、成形品の内部が収縮し、材料が外側から内側に沈み込むことによって生じます。
反りとは、射出成形された部品が、冷却過程で内部が不均一に収縮することにより、望ましくない曲がりやねじれを生じることである。このため、成形品のさまざまな部分に不均一な圧力がかかります。この応力により、部品は冷却されるにつれて曲がったりねじれたりします。これは、平らなはずの部品が、平らな面に置くと隙間ができるような場合に見られます。
理由
溶融温度または金型温度が非常に高い、保持圧力または射出圧力が非常に低い、金型構造設計の欠陥、断熱または冷却時間と圧力が十分でない。

ソリューション
ゆっくりと長時間かけて冷やし、内部にストレスがかからないようにする。プラスチックが金型内を一方向に流れるように、壁の厚さをすべて同じにする。押さえて冷やし、部品の外側が冷たくなるようにする。金型やプラスチックをより冷たくする。
フライングエッジとコンポーネントの接着
パーツの端に余分な材料の細い線が見える場合、それはフラッシングと呼ばれるものです。これは、材料の一部が本来あるべきでないところに行ってしまうことで起こります。フラッシングは小さな問題ですが、それが原因で部品が正しく機能しないのであれば、大きな問題です。

部品が金型にくっついて取れなくなることを部品の粘着という。
理由
排気システムの設計と制御が悪い;クランプ力が足りない;金型の設計と金型の状態が悪い;射出圧力が高すぎるか、金型が熱すぎる;離型剤が足りない;冷却時間が足りない。

ソリューション
排気通路が正しいことを確認する;隙間がないようにボードを強くクランプする;溶けたものがスムーズに流れ、十分な空気があるように金型を作り直す;金型が外れるように、適切なもので金型を正しくつける;射出圧力、金型温度、冷却時間を、使用するものに合わせて正しくする。
ショートショットとバーンマーク
溶けたものが金型全体を満たすことができないと、ショートショットになる。つまり、部品が冷めて金型から取り出すときに、部品が完成していないということです。ショートショットは、パーツの外観や機能を台無しにする可能性があるため、よくありません。

バーンマークとは、パーツの表面やエッジにできる黒いサビのシミのこと。通常はパーツを傷つけることはないが、パーツを焼き切ってしまい、うまく機能しなくなると大きな問題になる。
理由
圧力が足りない;空気が詰まってプラスチックが流れなくなる;厚い材料を使用する;ゲートとランナーシステムの設計が間違っている;温度が高すぎる。

ソリューション
射出速度を遅くして、空気を閉じ込める可能性を減らす。射出速度と圧力を上げるか、より薄い部品を使用して、材料の流れを良くする。
空気穴と隙間
エア・ポケットは、バルセロナにおける最も深刻な問題のひとつである。 射出成形.成形部品に閉じ込められた空気や気泡のように見える。これらの閉じ込められた気泡は、構造上および外観上の問題を引き起こす可能性がある。金型内の最初の空気が十分に高温になり圧縮されると、爆発して成形部品や金型に損傷を与えます。

バキュームボイドとは、射出成形部品に生じる気泡のことである。メーカーはこの問題をエアポケットと呼ぶこともある。品質管理担当者は、ボイドは小さな問題だと言いますが、ボイドが増えると成形部品が弱くなります。
理由
金型の通気性が悪い、金型キャビティが均一に充填されていない、空気が閉じ込められて圧縮され、発火する、成形圧力が十分でない、材料の密度変化が大きいため、ボイドが発生しやすい。

ソリューション
金型温度を上げる、ランナーシステムとゲートの位置を調整する、気泡の発生を避けるために粘度の低い材料を使用する、閉じ込められた空気を押しつぶしたり発火させたりしないようにサイクルタイムを抑える、射出圧力を上げて金型キャビティ内の閉じ込められた空気を取り除く。
パーティングラインの不一致とズレ
パーティング・ラインの不一致は、金型の2つの半分が正しく並んでいない場合に起こる問題です。成形品のパーティングラインに継ぎ目や隙間ができることがあります。成形部品が冷却中に曲がったり反ったりすることを「たわみ」といいます。これらの問題はいずれも、部品が想定された仕様を満たさなくなることを意味し、廃棄される部品が増え、製造されるものが少なくなることを意味する。

理由
型締力が均一でない;金型部品のサイズが変わる;射出圧力と温度が高すぎる;熱いときに金型が膨張する;金型が冷えるまでの時間が足りない
ソリューション
金型が正しくクランプされ、アライメントされていることを確認する;成形工程全体を通して、金型を一定の温度に保つ;使用する材料に合わせて射出成形の設定を最適化する;成形後に熱処理を行うことで、応力を軽減することができる。

結論
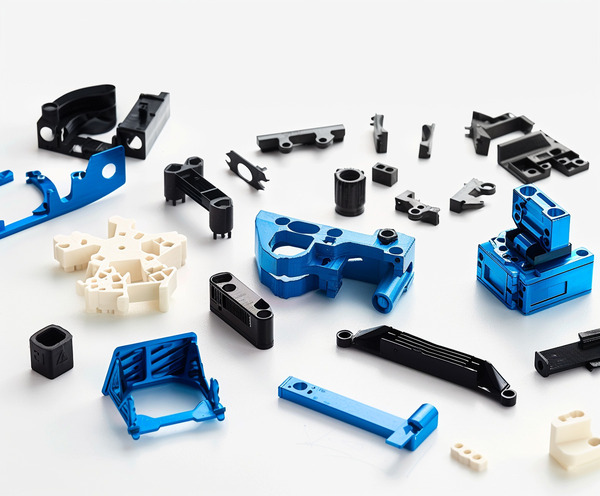
射出成形技術は、多様で効率的な技術であり、様々な産業向けに高品質のカスタムプラスチック部品を生産することができる。しかし、一連の射出成形設計ガイドラインに従わなければ、そのプロセスは不完全なものとなってしまいます。この記事では、何が必要で、どのようにプロセスを完了させるかを包括的に理解することができます。
この記事で説明する射出成形の設計ルールは、工程を最適化し、費用対効果の高い生産を保証し、サイクルタイムを短縮するのに役立ちます。設計ミスの代償は大きい。今すぐZetar Moldにお問い合わせください。 射出成形 デザイン。より良い結果を出すために、いつでもお手伝いさせていただきます。






