 コンテンツへスキップ
コンテンツへスキップ 

はじめに射出成形は、美しいラピッドプロトタイプやプラスチック射出成形部品を作るための素晴らしい製造プロセスです。しかし、厳格な生産工程管理システムがないと、プラスチック成形部品にヒケなどの欠陥が発生する可能性があります。

では、シンクマークとは何か? 射出成形?なぜヒケが発生するのか、メーカーとしてヒケを防ぐにはどうすればいいのか。これらの疑問に対する答えと、ヒケについて知っておくべき重要な情報を提供しますので、ぜひお読みください。
射出成形におけるシンクマークとは?
ヒケとは、射出成形品の肉厚によって生じる表面の欠陥のことです。言い換えれば、ヒケは成形品の肉厚の厚い部分に発生し、この欠陥は表面にある穴や溝のように見えます。

製品の断面が厚ければ厚いほど、より多くの部品を含んでいることになる。さらに、こうした厚い部分は冷却時間が長くなる。対照的に、金型スチールに接触しているプラスチック部品の外側は、通常、非常に速く冷却される。

つまり、成形品の外側と内側の冷却時間の差が欠陥を引き起こすのだ。どのように?部品の厚い部分の分子が冷え始めると収縮し、外側が内側に収縮してヒケができる。しかし、外側の強度が十分であれば、この収縮はかえってボイドの原因となる。

シンクの見え方は、その深さや製品の色、質感に左右される。ただし、小さなシンクの跡は、さまざまな方向に光を反射させることができるため、よく見えるので注意が必要です。
プラスチック射出成形のヒケの原因と対策
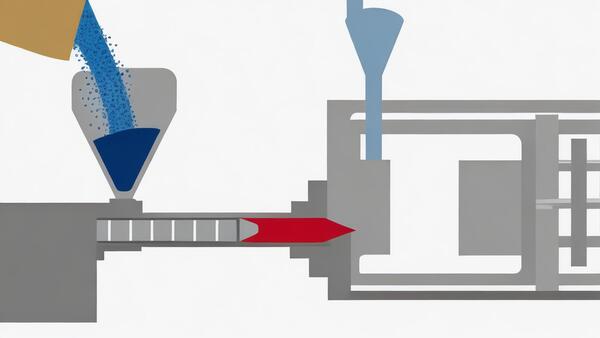
射出成形で部品を作る場合、金型に溶けたものを射出する。溶けたものが冷えて、目的の部品になる。それから取り出す。

射出成形でヒケが発生するのは、通常、使用する樹脂に対して成形品が厚すぎる場合です。しかし、ヒケの原因は他にもあります。ヒケの原因と、射出成形でヒケを減らす方法を見てみましょう。
不適切な溶融温度
樹脂を溶かすときに間違った温度を使うと、完成したプラスチックの表面にヒケができることがあります。通常、ヒケはインサート温度が低いために起こりますが、その場合は温度を上げることで解決できます。
これを避けるには、溶融樹脂をメーカーの推奨温度範囲内に調整します。金型に樹脂を注入する前に、溶融温度を確認してください。
短い保持時間
また、ホールド時間が短すぎると、部品表面に窪みが生じることもある。理想的なのは、パックタイムとホールドタイムを長くすることです。こうすることで、成形品のゲートが適切に密閉され、プラスチック樹脂が金型キャビティに流入したり、金型キャビティから流出したりするのを防ぐことができます。ゲートが適切に密閉されていないと、静止時にプラスチック樹脂がキャビティから流れ出てしまいます。

ヒケを避けるには、金型に充填した後、ゲートが固まるまで十 分な時間を保持すること。こうすることで、溶けた材料が金型から流れ出るのを防ぎ、ヒケを防ぐことができる。つまり、ゲート付近にヒケや凹みがある場合は、保持時間を長くすることで解消できる。
リブが太すぎる
リブが厚くなると、リブと主肉厚の接合部も厚くなる。ここに塑性が集中する。冷却すると、リブと主肉厚部の表面が先に固まる。リブと主肉厚部の接合部中央は溶融したままである。

先に固まったプラスチックの上で後から固まったプラスチックが収縮し、周りのプラスチックを吸引する力が働く。固化層が弱い場所(通常はリブと反対側の金型表面)があると、そこが凹んでしまうことがある。
シンクマークは、材料の特性、保持圧力、ゲートからの距離によって発生します。リブの肉厚は、主肉厚の50%か、それよりも薄く設計すべき場合もある。人間の経験による判断は時として不正確です。

CAEモールドフロー解析で解析することをお勧めします。モールドフロー解析の収縮指数からリスクを予測し、異なるリブ厚設計が収縮に与える影響を把握することができます。また、製品のコラム位置やコーナー部でも同様に収縮リスクを予測することができます。
ランナーとゲートのサイズ
ランナーとゲートが小さすぎて、材料の流動抵抗が大きすぎる。射出圧力と射出圧力が十分でないと、金型キャビティに緻密な材料を充填できず、溶融密度が小さくなり、表面の凹みや収縮痕が発生しやすくなる。

製品によっては、局所的な糊の流れが不均一であったり、流路が小さすぎたりして、材料の流動抵抗が大きくなったり、局所的な圧力が不足したりして、収縮痕が発生する確率も高くなります。金型設計の前に、CAE金型流動解析ソフトで材料の流れや圧力を解析し、充填工程をシミュレーションすることをお勧めします。
このソフトウェアは、ランナーとゲートのサイズを合理的に設計し、製品の構造が流れを妨げる部分を分析するのに役立つ合理的なデータを提供します。分析結果に従って製品を修正し、製品表面の収縮を完全に防止する。

高い金型温度
シュリンクマークやシュリンクホールに対する金型温度の影響は相対的である。金型温度が低すぎると、部品の表層が凝縮して厚くなる傾向があり、コア層の厚さが相対的に減少し、圧力と収縮を保持するチャネルが狭くなり、部品の遠端が十分な収縮を得ることができず、シュリンクマークやシュリンクホールが形成されます;
また、金型温度が低いとゲートシステム、特にゲートが凍りやすくなり、部品に十分な保持圧力がかからず収縮し、これも収縮空洞や収縮痕の原因となる。
金型温度が高すぎると、金型の冷却効率が悪くなり、冷却に時間がかかる。冷却時間が長いため、収縮も大きくなる。保圧が足りず収縮すると、収縮痕や収縮空洞ができやすくなる。
温度を高く設定しすぎると、ゲートが正しく時間通りにシールされないことがあります。この問題を解決するには、正しい金型温度範囲を使用し、正しいパイプラインを確保してください。

不適切な保持圧力または保持圧力
成形品のへこみのもう一つの原因は、押さえ圧力の不適切な配分である。つまり、製品のさまざまな部分に適切な量の押さえ圧を加えることで、製品の形状を保つことができるのです。
ヒケや反りを避けるため、一般的なキャビティ圧力範囲は8,000~15,000psiです。経験則では、保持圧力またはパッキング圧力は射出圧力の50~70%であるべきです。

圧力をかける最良の方法は、厚さを測ることです。つまり、厚い金型部品は、薄い部品よりも形状を維持するために、より多くのプラスチックと圧力を必要とします。
この不具合は、乾燥工程で厚みのある部分のプラスチック樹脂などが収縮することで発生するため、厚みのある部分に十分な量のプラスチックを適切な圧力で入れることで、この不具合を解消できる可能性がある。

射出成形機スクリューチェックバルブ破損故障
射出成形の技術者は、成形品に逆止弁が付いていることを知っている。 射出成形 この機械は、射出中に材料管のスクリューの前にある溶融プラスチック材料が逆流するのを防ぎ、圧力を保持することである。
射出成形機の逆止弁が長期使用中に摩耗し、亀裂が生じると、深刻な損傷により、隙間からプラスチックが逆流し、緩衝圧力と保持圧力が低下または消失し、製品が収縮凹みを引き起こしやすくなる。

そのため、こまめに点検、整備、清掃をする必要がある。また、プラスチックペレットを清潔に保ち、ゴミを残さないようにする必要があります。特に二次リサイクル材は、刃物や鉄くずのような硬いものと混ぜてはいけません。重大な欠陥が見つかった場合は、すぐに交換する必要があります。
射出成形機のバレル温度が高すぎる
の温度が低い場合 射出成形 機械バレルが高すぎると、溶融物の密度が低下する。製品が冷えると、金型表面に接触している溶融物が先に凝固して凝結層になる。プラスチックは体積が収縮するため、キャビティ中心部の溶融物の密度が小さくなる。

コアがゆっくりと凝固すると、コアの中心に空隙ができる。空隙の内壁には収縮応力が発生する。表面凝固層の強度が十分でない場合、製品表面が内側に陥没し、収縮痕が形成される。
改善方法は、妥当なバレル温度を設定することである。材料が許容する範囲内で、できるだけ極端な値を使わないようにすることで、製品の収縮確率を効果的に下げることができます。また、CAE金型流動解析により、合理的な基準値を解析し、製品の収縮痕を事前に防ぐことができます。

金型ゲートの数と位置が合理的に設計されていない。
ゲートの位置や数も、製品にシュリンクマークをつける原因となる。ここに、同僚と共有できるパラメータがあります。材料の流動長さ比は、材料の流動長さと製品の主壁の厚さの比です。ゲートの数や位置を設計する際の重要な参考値となります。
特に注意してください。材料の流動性を判断するために、通常の材料特性表の中にこのデータの参考値があります。ゲートの数や位置に無理があり、材料の流動長比が大きくなりすぎると、流動抵抗が大きくなりすぎます。
射出圧力が十分でないと、金型キャビティに緻密な材料を充填できず、溶融密度が低くなり、製品の収縮落ち込みの確率が高くなる。
昔からの金型職人の多くは、経験に基づいてゲートの位置や数を設計する。今は、経験に頼り切るのはお勧めできないと思います。CAEのコンピュータ・シミュレーションの解析結果は、私たち金型設計者に非常に正確な参考データを提供してくれます。

金型流動解析は、材料特性、製品構造、金型温度、水冷などを総合的に解析し、より正確な結果を得ることができる。金型設計者は科学的な分析ツールを使いこなし、金型設計のミスを減らさなければなりません。
製品の冷却時間が短すぎる
製品の冷却時間が十分でないと、製品表面の凝縮層が薄くなりすぎ、内部融液の収縮による応力に対抗する剛性が不足し、製品表面に収縮窪みが形成されやすくなる。

冷却時間の設定方法は、CAEの金型流動解析と材料特性表が提供する推奨値を参照してください。
機械調整の前に材料特性表を見たことのある機械調整担当者がどれだけいるだろうか。機械を調整するときは、分析による推奨値に基づいて冷却時間を設定し、製品の表面品質の許容範囲内で冷却時間をできるだけ短くして、成形サイクルを短縮する必要があります。

射出成形サイクル中のヒケを減らすために、メーカーは冷却時間と保圧設定を最適化し、プラスチック部品が成形プロセスを通して均一に冷却されるようにする必要があります。
不適切な部品形状
部品形状と金型設計を正しく行わないと、ヒケが発生することもあります。ヒケができる最も一般的な場所は、リブとボスであることを知っておくことが重要です。
結論
製品の欠陥にはさまざまな原因がある。製品設計、金型設計、射出成形工程を考慮する必要がある。問題の根本原因を分析し、見つける必要があります。コスト、効率、製品の品質を考慮する必要があります。すべての要求を満たせないこともあります。合理的なトレードオフを考慮し、計算する必要があります。
Zetar金型の原則は、製品構造を通じて改善できるものを優先し、それを第一選択とする。もしそれが本当に不可能なら、金型設計を通じて改善する。金型コストが上がっても、射出成形の調整に任せてはいけない。

金型のコストアップは一回限りであり、射出成形のコストは長期的かつ大規模であるため、射出成形のコストアップは、射出成形のコストアップにつながる。 射出成形 のみ合理的な小さな調整を行います。したがって、この問題を考えるには、体系的な分析、慎重な計算、合理的なトレードオフが必要なのだ。







