 コンテンツへスキップ
コンテンツへスキップ 

抜き勾配は、射出成形部品の構造的な完全性と外観的な魅力に影響を与えることができるため、設計において重要な役割を果たします。
金型の開閉方向に垂直な壁に角度のあるテーパーを設けることで、この測定は部品の強度を保ちながら、美的に美しい結果を生み出すことができます。
ドラフト角度は度単位で表され、製品開発にどのようにドラフト角度を取り入れるのが最適かを理解することが、優れた結果を得るための鍵となる。
1.なぜプラスチック射出成形品には抜き勾配があるのですか?
について 射出成形 この工程では、部品を成形するために専用の金型が必要となる。製品が成形され硬化した後、これらの金型のキャビティから取り出す必要がある。
脱型がうまくいかないと、脱型時の収縮により、中子へのプラスチックの巻きつきやキャビティへのトラッピングが発生する。 射出成形金型 フォーメーション。
金型から製品を取り出す際、スムーズな取り出しと破損を防ぐために、手作業が必要になることが多い。

設計時 射出成形金型そのためには、抜き勾配を十分に考慮することが重要です。抜き勾配は、プラスチック部品を成形治具から効率よく離型するために不可欠なものであり、離型力による部品や金型の損傷を防ぐために十分なクリアランスを確保する必要があります。適切な設計を考慮することで、製品の成功がそれ自体の虜にならないようにすることができます。

2.ドラフト角度の大きさに影響する要因は?
射出成形では、最適な結果を得るために考慮しなければならない点がいくつかあります。熱可塑性プラスチック材料、金型表面仕上げ、部品設計の複雑さなどの要素はすべて、最適な結果を得るために必要な抜き勾配に影響を与えます。
a.ドラフトの角度は、成功するための重要な要素である。 射出成形品.その大きさは、製品の形状や肉厚など、いくつかの設計要素に左右される。さらに、表面粗さや加工時に残るキャビテーションラインなどの二次的要因によっても大きく影響を受ける。
b.硬いプラスチックは、信頼できる結果を得るために、製造工程で柔らかい材料よりも大きな抜き勾配を必要とする。
c.複雑な形状や複数の成形孔を持つ射出成形品では、スムーズな生産のために脱型勾配を大きくする必要がある。
d.大きな 射出成形品 穴が深い場合は、最適な結果を得るために、脱型時に緩やかな角度を使用してください。
e.肉厚が厚くなると 射出成形 製品では、コアを固定するために必要な力が大きくなる。そのため、製品を設計する際にはドラフト角度を大きくする必要がある。
金型やプラスチックのような硬い部品は、ゴムのような柔軟な部品よりも、離型を成功させるために大きな抜き勾配を必要とする。
オーバーハングやアンダーカットを含む幾何学的な特徴を持つ複雑な部品は、確実に角度を大きくするために戦略的な角度を必要とします。 射出成形金型 が正しく設定されていない。
3.適切なドラフト角度の決め方は?
と 射出成形部品このような場合、メーカーは適切な抜き勾配を評価する必要があります。この意思決定プロセスの効率と精度を最大化するために、経験的データ/業界標準またはコンピュータ支援設計(CAD)ソフトウェアのシミュレーションの2つの方法が利用可能です。
前者は素材とデザインの仕様に基づいた大まかな見積もりを提供し、後者は正しい結果を保証するために、より正確な仕様を決定する技術を利用する。
4.ドラフト角度の順守の原則とは?
a.製品を製図するとき最適な製図を行うために、プラスチックの使用を最小限に抑える必要がある。(図1参照).

b.骨の最適な位置決めを確実にするために、そのゼロドラフト角は通常、0.25~1の範囲であるべきで、トップサイズの絶対最小値は0.8mmを下回らない(写真2).
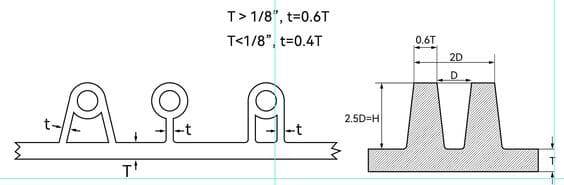
c.製品表面の深さは、高さが40mm未満の素材には1度、それ以上の素材には0.5度の角度のドラフトが最適な結果をもたらすよう、慎重にドラフトされる。
d.適切な抜き勾配があれば、エッチング製品はその潜在能力を最大限に発揮することができます。外壁の深さ0.001ごとに1~1.5°のドラフト角度が推奨されますが、内壁ではより大きな角度が必要になる場合があります。
一般に、外壁のグレインの深さ0.001ごとに、1~1.5°のドラフト角度が必要とされ、内壁ではより大きなドラフト角度が必要とされる。
(実際のエッチングの下書きについては、エッチング会社から提供されるエッチングの下書きの情報を参照してください)。として 写真3.

e.正確さが最重要でない場合は、ドラフトにもっと寛大さを認めることを検討する。
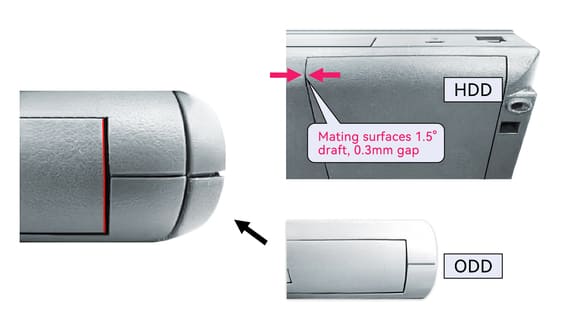
f.製品のドラフトアングルを修正する場合、組み立て関係と外観の両方が期待に応えることが不可欠です。
特に、重要な寸法がある場合は、その寸法が望ましい範囲内にあることを確認してください。参照 写真4 さらに詳しく説明する!
g.外面が滑らかな小型製品はドラフト≥1°、大型製品はドラフト≥3°。
h.パンクの傾きと擦過位置は、許容範囲内でできるだけ大きくする。 写真5の通り。

5.ドラフト角度の重要性とは?
a.ドラフトアングルは諸刃の剣である。 射出成形品もし正しく計算されていなければ、過度の圧力や厳しい公差による変形や損傷につながる可能性があります。このような場合、金型と部品の両方が損傷を受ける危険性があります。
b.b. 射出成形 ドラフトアングルは、成形品の強度と安定性を向上させ、ヒケやボイドなどの欠陥のリスクを低減し、射出材料の流れを改善することができます。このテクニックを活用することは、期待以上の成形品を作る上で非常に貴重です!
c.離型剤は 射出成形 プロセスです。それなしには、金型から部品を安全かつ効率的に分離することは不可能であり、言うまでもなく、両方の部品の摩耗が増加し、部品の性能と品質を危険にさらす可能性があります。
結論
ドラフトの角度は、そのための不可欠な要素である。 射出成形 そのため、各個別の部品設計に対して正確に計算する必要がある。
この計算には、材料の種類、表面仕上げ、複雑さなど、さまざまな要素を考慮する必要があります。
設計段階で必要な予防措置を講じることで、この難題を容易に克服し、高品質の製品を提供することができる。 射出成形部品 効率的だ!







