 コンテンツへスキップ
コンテンツへスキップ 

はじめに
射出成形用金型の製作は、長く複雑なプロセスである。簡単そうに見える作業にも多くの工程がある。射出成形金型の製造工程をご存知ですか?
では、詳しく説明しよう。プラスチックの 射出成形 射出成形金型の製造工程は主に:顧客のカスタマイズされたニーズの受け入れ、エンジニアリングチームの金型設計、溶融プラスチック射出成形金型の製造、金型検査と金型トライアル、金型修正と金型修理、金型メンテナンス。以下では、私は一つずつを理解するためにあなたを取るでしょう。

顧客のカスタマイズされたニーズを受け入れる
プラスチック金型を作ろうとする場合、金型メーカーに図面や作りたい製品のサンプルを渡す。金型メーカーは、その部品をどのように使うのか、どのように加工するのか、どの程度の精度が必要なのかを知る必要があります。

プラスチック成形の生産要件を満たすために、私たちは製品データを収集、分析、消化し、顧客のカスタマイズされたニーズを満たす必要があります。
金型設計
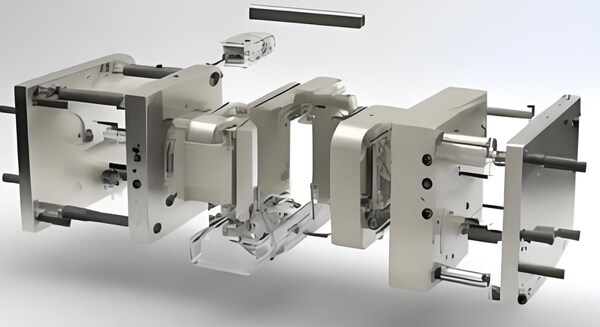
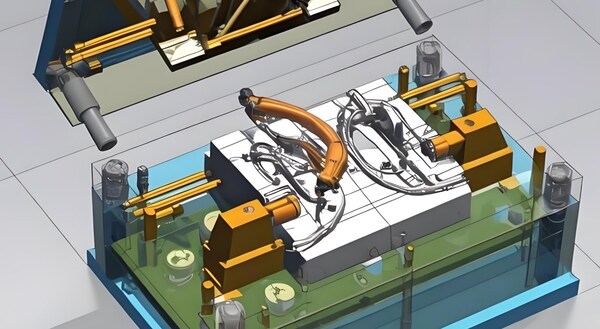
射出成形金型の設計は、金型製造プロセス全体の中で最も重要な部分である。金型の構造とサイズは、製品の要件と特性に応じて決定する必要があります。以下は射出成形金型を設計する手順です。
設計前の準備作業
プラスチック部品の幾何学的形状、プラスチック部品の使用条件、プラスチック部品の原材料を含むプラスチック部品に精通し、プラスチック部品の成形加工性をチェックし、射出成形機のモデルと仕様を明確にする。
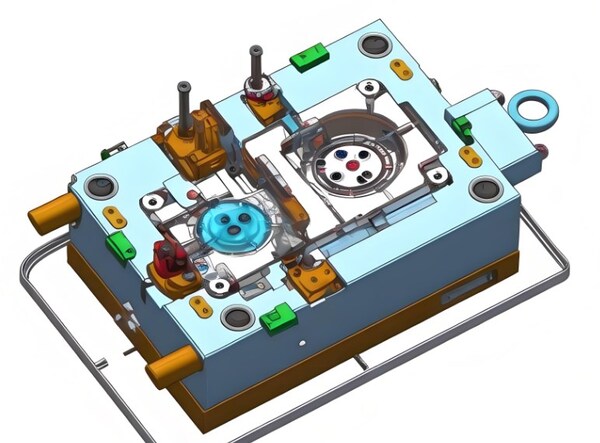
射出成形金型構造設計ステップ
穴の数を数える。条件:最大射出量、型締力、製品精度の要求、経済性;分割する場所を選ぶ。金型の構造が簡単で、分割しやすく、プラスチック部品の外観と使用に影響を与えないことを原則とする。

メインランナー、ブランチランナー、ゲート、コールドスラッグウェルなど、金型から部品を取り出す方法を決める。プラスチック部品が金型のどこに残っているかによって、金型から部品を取り出す方法をいろいろと設計する。

温度調節の方法を決める温度調節方式は、主にプラスチックの種類によって決める。金型や中子にインサートを使うと決めたら、分割してインサートを作り、同時に固定する。

排気方法を考える。一般的に、金型のパーティング面と排出機構と金型との間の隙間によって排気を達成することができる。大型で高速の射出成形金型の場合、それに対応する排気方法を設計しなければならない;射出成形金型の主な寸法を決定する。

式を用いて成形品の作業寸法を計算する。金型キャビティの側壁厚さ、キャビティ底板の厚さ、コアパッドの厚さ、可動板の厚さ、ブロック型キャビティのキャビティ板の厚さ、射出成形金型の閉塞高さを決定する。

射出成形金型の設計と計算された寸法に基づいて、射出成形金型のための標準的な金型ベースを選択し、標準的な金型部品を選択してみてください。
金型を設計する場合、金型の完全な構造スケッチを描き、金型構造図を描くことが非常に重要です。金型と射出機の関連寸法を確認する。

使用する射出成形機のパラメーターをチェックする:最大射出量、射出圧力、型締力、金型設置部分のサイズ、型開きストローク、射出機構など。
レビュー 射出成形部品 デザインする。事前検討を行い、ユーザーの同意を得る。同時に、ユーザーの要求を確認し、修正する必要があります。

射出成形の各部品の組立関係、必要寸法、シリアル番号、詳細リスト、タイトルバー、技術要件を明確に示す(技術要件には以下の項目が含まれる。

射出機構やコア抜き機構の組立要件など金型構造に関する性能要件、パーティング面の嵌合隙間や金型上下面の平行度など金型組立工程に関する要件。

金型使用要件、酸化防止処理、金型番号、レタリング、オイルシール、保管要件、試作金型および検査の要件。)
金型の部品図を作る。部品図を作る順番は、内側が先で外側が後、複雑な部品が先で単純な部品が後、成形部品が先で構造部品が後。設計図をチェックする。

射出成形金型設計の最終チェックは、部品の加工性能により注意を払う必要がある。
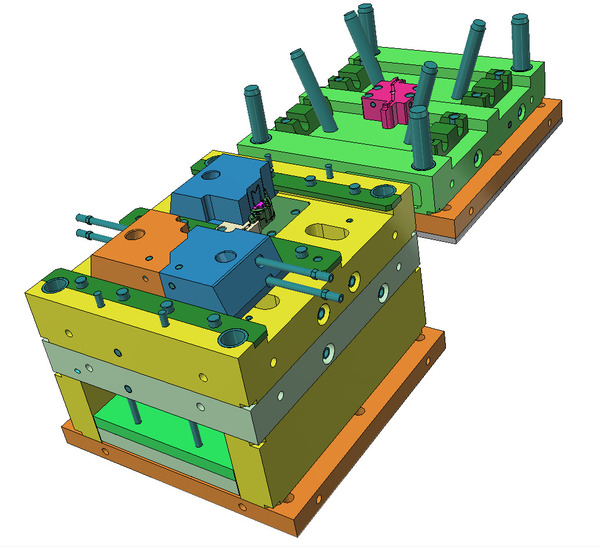
金型製造
プログラミング、電極取り外し
金型の設計が終わったら、各部品の加工条件や放電加工のために電極を取り出す必要があるかどうかなどを考慮して、CNCプログラムを作成する必要があります。

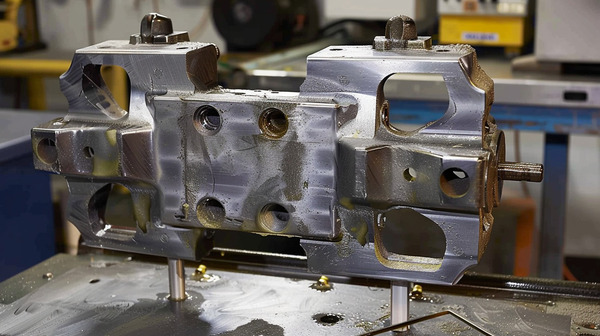
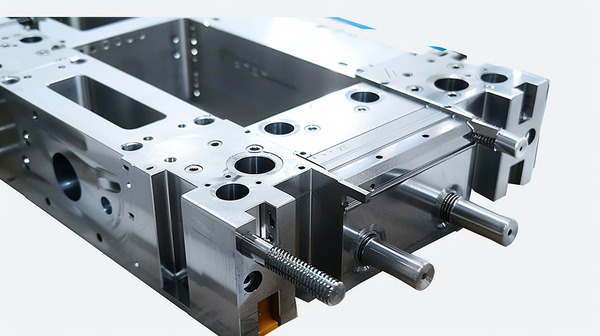
機械加工
金型の機械加工には、CNC加工、放電加工、ワイヤーカット加工、深穴加工などがある。金型ベースと材料が発注された後、金型は粗加工の状態だけ、または鋼材だけである。
この時、金型の設計意図に従って一連の機械加工を行い、様々な部品を作る必要がある。

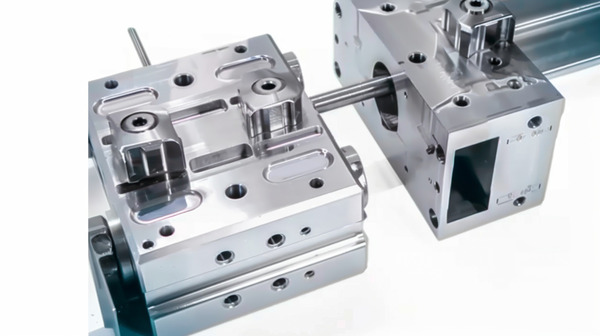
CNCマシニング(コンピューター数値制御マシニング)は、数値制御を用いたマシニングセンターである。様々な加工工程、工具の選択、加工パラメーターなどが要求される。

放電加工(EDM)は、放電を利用して材料を必要な大きさまで侵食する機械加工であるため、導電性の材料しか加工できない。使用される電極は、一般的に銅とグラファイトでできている。
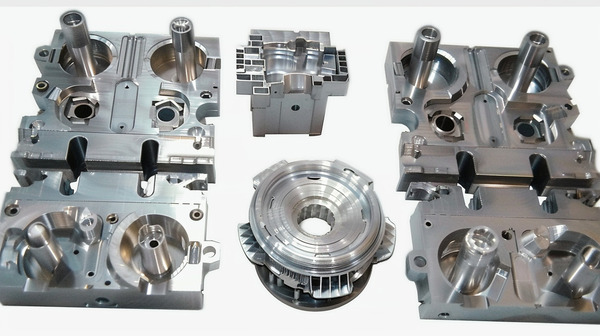
フィクサーアッセンブリー
フィッターは金型製造工程で非常に重要な役割を担っており、その仕事は金型製造の全工程を貫く必要がある。フィッターの仕事は、金型の組み立て、旋盤加工、フライス加工、研削、穴あけなどのフィッティングに精通しています。
金型の節約と研磨
金型の節約と研磨は、金型が組み立てられる前に、CNC、放電加工、フィッターによって加工された後、サンドペーパー、オイルストーン、ダイヤモンドペーストおよびその他のツールを使用して金型部品を加工するプロセスです。

射出成形金型検査
金型の外観
金型銘板は、内容が完全で、文字が明瞭で、配置がきちんとしている。金型銘板はテンプレートと基準角度に近い金型脚部に固定する。銘板は確実に固定され、剥がれにくい。

冷却水ノズルはプラスチックブロックプラグインノズルとする。冷却水ノズルは金型枠面からはみ出さないようにする。冷却水ノズルは皿穴加工が必要です。

皿穴の直径は25mm、30mm、35mm。穴の面取りは一定でなければならない。冷却水ノズルには出入りマークがなければならない。

マークされた英字と数字は5/6以上で、位置はウォーターノズルの真下10mmとする。筆跡は明瞭で美しく、整然としていて、等間隔であること。

金型の付属品は、金型の吊り上げや保管に影響を及ぼしてはならない。設置の際、オイルシリンダー、水ノズル、プリセット機構などが下に露出するので、支持脚で保護する。

支持脚の取り付けは、支持脚を貫通するネジで金型枠に固定する。長すぎる支持脚は、外ねじ柱を加工して金型枠に固定することができる。金型排出穴の大きさは、指定された条件を満たす必要があります。 射出成形 マシンだ。

小さな金型でない限り、センターエジェクションは1つしか使えない。位置決めリングは確実に固定する必要があり、リングの直径は100mmと250mmがある。位置決めリングは底板より10~20mm高くする。

金型の外形寸法は、指定された射出成形機の要件を満たす必要があります。取り付け方向が指定されている金型は、前面または背面のテンプレートに取り付け方向を示す矢印を表示する必要があります。

矢印の横に "UP "とあること。矢印も文字も黄色で、高さは50mm。金型枠の表面にピット、錆、余分なリフティングリング、水蒸気の出入り、オイルホールなどがなく、外観に影響する欠陥がないこと。

金型は持ち上げやすく、運びやすいものでなければならない。金型の部品は持ち上げる時に分解してはならず、持ち上げリングは蛇口、オイルシリンダー、プリセットロッドなどに干渉してはならない。

金型の材質と硬度
鋳型枠は規格に適合した標準鋳型枠を使用する。鋳型成形部品と注湯システム(コア、可動鋳型インサート、可動インサート、ダイバーターコーン、プッシュロッド、ゲートスリーブ)の材質は、40Cr以上の性能を持つ材料を使用する。

金型が腐食しやすいプラスチックを成形する場合は、成形部品を耐食性材料で作るか、成形表面に防錆処理を施す。金型成形部品の硬度は50HRC以上、または表面硬化処理の硬度は600HV以上とする。

射出成形トライアル
試験前の注意事項
鋳型枠は規格に適合した標準鋳型枠を使用する。鋳型成形部品と注湯システム(コア、可動鋳型インサート、可動インサート、ダイバーターコーン、プッシュロッド、ゲートスリーブ)の材質は、40Cr以上の性能を持つ材料を使用する。

金型が腐食しやすいプラスチックを成形する場合は、成形部品を耐食性材料で作るか、成形表面に防錆処理を施す。金型成形部品の硬度は50HRC以上、または表面硬化処理の硬度は600HV以上とする。

金型の各パーツが正常に動くことを確認した後、適切なトライアル金型射出成形機を選択する必要があります。射出成形機の最大射出量はどのくらいか。

タイロッドの内側距離が金型に対応できるかどうか、可動テンプレートの最大移動ストロークが要件を満たしているかどうか、その他の関連する試作金型ツールや付属品が十分に準備されているかどうか。

問題がないことを確認したら、次は金型を吊るします。吊るす際に注意しなければならないのは、すべてのクランププレートをロックして金型を開く前に、クランププレートが緩んだり壊れたりして金型が落下するのを防ぐため、フックを外さないことである。

金型が所定の位置に収まったら、すべての機械部品が正しく動作していることを再確認します。スライドプレート、エジェクターピン、歯抜け構造、リミットスイッチがすべて正しく機能していることを確認してください。また、射出ノズルと供給口が一直線に並んでいることも確認してください。

では、次のステップである型閉動作について説明しよう。この時、型閉め圧力を下げる必要があります。手動で低速で型閉めしている間、滑らかでない動きや異音がしないか注意する必要があります。

金型を吊り上げる作業は、実はとても簡単だ。注意しなければならないのは、金型のゲートとノズルの中心を調整するのが難しいことだ。通常は試験紙を使って中心を調整する。

金型の温度を上げる:使用する材料や金型の大きさに応じて、金型を部品製造に必要な温度まで上昇させる金型温度コントローラーを選びましょう。

金型温度が上昇した後、各パーツの動きを再度チェックする。鋼材は熱膨張後に金型詰まりを起こす可能性があるので、歪みや振動を避けるために各パーツの摺動に注意する。

工場が実験計画ルールを実施しない場合、試験金型条件を調整する際、一度に1つの条件しか調整できないようにし、1つの条件変更が製品に与える影響を区別することを推奨する。

原材料にもよりますが、使用する原材料は適切に焼成する必要があります。試作金型と将来の量産金型には同じ原材料を使用するようにしてください。粗悪な材料で金型を完全に試すのはやめましょう。色の要求がある場合は、同時にカラーテストを手配することができます。
二次加工は内部応力などの問題が影響することが多い。試成形後、製品が安定してから二次加工を行う。ゆっくり型閉めした後、型締圧力を調整し、何度か動かして型締圧力にムラがないか確認し、製品のバリや型変形を防ぐ。

それが済んだら、型閉速度と型閉圧力を下げ、セーフティキャッチロッドと排出ストロークを設定し、通常の型閉と型閉速度を調整します。最大ストロークのリミットスイッチが関係している場合は、型開きのストロークを少し短く調整し、金型が最大ストロークに達する前に高速型開きの動作を切り上げる必要があります。

これは、金型の装填期間中、型開きの全ストロークにおいて、高速の作用ストロークが低速の作用ストロークよりも長いからである。プラスチック機械では、エジェクタープレートやストリッピングプレートの力による変形を避けるため、メカニカルエジェクターロッドも全速型開き動作の後に作用するように調整する必要があります。

成形を始める前に、次のことを確認してください:送りストロークが長すぎたり短すぎたりしていませんか?圧力は高すぎますか、低すぎますか?充填速度は速すぎますか、遅すぎますか?加工サイクルは長すぎますか、短すぎますか?

ショートショット、破損、変形、バリ、さらには金型の損傷を避けるためです。サイクルタイムが短すぎると、エジェクターがパーツを突き破ったり、ストリッパーリングがパーツを圧迫したりします。部品を取り除くのに2~3時間かかることもある。サイクルタイムが長すぎると、ゴムの収縮によってコアの薄くて弱い部分が破損することがある。

金型裁判中に起こるかもしれないすべての問題を予測することはできませんが、前もって考え、行動を起こすことで、大きな、費用のかかる問題を避けることができます。

カビ裁判の主な手順
量産時に時間と労力を無駄にしないためには、忍耐強くさまざまな加工条件を調整・管理し、最適な温度・圧力条件を見つけ、毎日使える標準的な金型試行手順を確立しなければならない。

バレルの中のプラスチック樹脂が正しいかどうか、規則に従って焼成されているかどうかをチェックする(金型の試作と製造に異なるプラスチック材料が使用された場合、異なる結果が得られる可能性がある)。

悪いゴムや異物を金型に注入しないように、材料チューブをよく洗浄してください。悪いゴムや異物が金型を詰まらせることがあります。材料管の温度と金型の温度が、使用する材料に合っているか確認してください。

圧力と射出量を変えて、製品の見栄えをよくする。しかし、特に固まりきっていない部分がある場合は、フラッシュさせてはいけません。充填率を少し変えるだけで、充填に大きな違いが出ることもあるので、すべての制御設定を変える前によく考えてください。

マシンと金型の状態が安定するまで、辛抱強く待ってください。中型の機械でも30分以上待たなければならないことがある。この時間は、製品に起こりうる問題をチェックするために使うことができる。

スクリューの前進時間は、ゲートプラスチックが固化する時間より短くてはなりません。そうでないと、製品の重量が減少し、製品の性能を損なうことになります。また、金型が加熱されている場合は、製品を圧縮するためにスクリューの前進時間を長くする必要があります。

合理的な調整により、トータルの処理サイクルを短縮することができます。新しく調整した条件が安定するまで少なくとも30分間運転し、その後、少なくとも12個のフルモールドサンプルを連続的に生産し、容器に日付と数量をマークし、金型キャビティごとに分けて配置し、実際の動作の安定性をテストし、合理的な管理公差を導出する(特にマルチキャビティ金型には価値がある)。
連続試料の重要な寸法を測定し、記録する(試料が室温まで冷めてから測定する)。
各金型サンプルの寸法をチェックし、製品寸法が安定しているか、一部の寸法が上下していないか、これは温度管理や油圧管理が悪いなど、機械の加工条件が変化し続けていることを意味する。

製品の大きさに変化がなく、加工条件も正常であれば、各キャビティの製品の品質が許容範囲内かどうか、大きさが許容範囲内かどうかを確認する必要があります。平均値より常に大きいか小さいキャビティ番号を書き出して、金型サイズが正しいかどうかをチェックします。

金型試験中に得られたパラメータを記録する。
金型や生産条件を修正するため、また将来の大量生産の参考として、必要に応じてデータを記録し、分析する。

溶融温度と作動油温度を安定させるため、処理時間を長くする。
大きすぎたり小さすぎたりするすべての製品のサイズに応じて、機械条件を調整する。収縮率が大きすぎて、製品がアンダーショットのように見える場合は、ゲートサイズを大きくすることも参考にしてください。

キャビティサイズが大きすぎたり小さすぎたりする場合は、それを修正する。キャビティやゲートの大きさに問題がなければ、充填率や金型温度、各パーツの圧力などの機械条件を変えてみて、一部のキャビティの充填が遅くなっていないかチェックする。
各キャビティ製品のマッチング条件やコアの変位に基づいて修正し、より均一になるように充填率や金型温度を再度調整してみる。

の問題を解決する。 射出成形 オイルポンプ、オイルバルブ、温度コントローラーなど。これらの問題を解決しないと、加工条件が変わってしまいます。最高の金型を持っていても、手入れをしない機械ではうまく機能しません。
記録されたすべての値を確認した後、修正されたサンプルが改善されたかどうかをチェックし、比較するためにサンプルのセットを保管してください。射出成形サイクルの様々な圧力、溶融物や金型温度など、金型試用中のサンプル検査のすべての記録を適切に保存します。

材料管の温度、射出動作の時間、スクリューの供給期間など。要するに、将来、同じ加工条件をうまく確立して、品質基準を満たす製品を得るために役立つすべてのデータを保存する。
現在、工場での金型試作において、金型温度は無視されがちである。短期間の金型試作や将来の大量生産において、金型温度は最も管理が難しい。金型温度が適切でないと、サンプルの大きさ、明るさ、収縮、流動線、材料不足に影響します。金型温度コントローラーを使用して管理しないと、将来の量産で困難が生じる可能性があります。

射出成形金型修正
金型修正前の準備
顧客が何を望んでいるのか、新しい製品を作るための要件を理解する。全体を見渡し、どの部分を変更する必要があるのかを確認し、金型がどんな鋼鉄でできているのか、硬さはどれくらいなのかなどをテストして書き留める。

元の金型構造を描き、変更が必要な部分を見つけ、サイズ、位置、面取りなどに印をつける。
金型修正設計
製品の要求に基づいて、金型の改造設計を行う。金型の構造を改造し、加工の難易度とコストを十分に考慮して設計を行う。新しい金型の構造図を作成し、サイズ、材質、硬度などのパラメータを決定する。

金型修正加工と製造
金型改造の設計図に基づき、フライス加工、放電加工、ワイヤーカットなどの加工・製作を行う。

また、ベンチワークやグラインダーによる微細加工も行う。金型加工が完了したら、寸法検査や試験を行い、金型構造が新製品の生産条件を満たしているかどうかを確認する。
金型の修正とデバッグ
金型加工が終わると、金型のデバッグが行われる。これには、射出成形の温度、圧力、速度、および金型の他のパラメータの調整が含まれます。金型は乾燥され、射出成形中に汚染がないことを確認するためにほこりが払われる。金型はテストされ、デバッグされる。 射出成形 金型のサイズ、欠陥、漏れ、その他の状態をチェックするための機械。

金型修正後のメンテナンス
金型を使用した後は、錆や破損を防ぐために清掃とメンテナンスを行う必要があります。金型は、摩耗した部品の交換やヒーターパイプラインの清掃など、定期的なメンテナンスと修理が必要です。

金型を使用しなくなったら、適切に保管し、定期的に点検する必要がある。
射出成形金型の修理
予備準備
射出成形金型の修理を開始する前に、金型修理作業の円滑な進行を確保するために、修理が必要な金型の具体的な状況を理解するために一連の検査を行う必要があります。

金型の構造部品をチェックし、修理が必要な具体的な場所と程度を理解する。金型を使用する際の工程や生産条件を理解し、変更が必要かどうかを確認する。必要な修理用具と材料を準備する。
金型の分解
金型の修理作業を行う場合、まず金型を分解する必要があります。主に金型の可動盤と固定盤を外す作業です。金型を左右に分割し、タイロッドから切り離す。金型の付属品、コア、キャビティ、ノズル、エジェクターなどの部品を取り外します。

カビの修理
金型が取り外されると、修理の段階に入る。補修には主に洗浄と熱処理が含まれ、サンドブラストで錆を除去した後、熱処理を行う。貫通穴の改修:金型の貫通穴を改修・修理し、古い貫通穴を塞ぐ。

金型:金型の傷んだ部分を補修し、砥石を使って滑らかに磨き上げる。スプレーする:金型の表面にスプレーして保護膜を作り、金型の寿命を延ばす。
金型を組み立てる
修理が終わったら、元通りに組み立てることができる。組み立ての手順は、主に金型の各部分が修理されているかどうかを確認するためのものです。金型のテストを行い、信頼性を確認する。金型の取り付けを確認し、調整する。

テスト調整
組み立てが終わったら、テストと調整を行う必要があります。この工程では主に、金型と一緒に使用する機械や設備をテストし、両者がうまく機能し、より良い生産結果が得られることを確認します。
金型メンテナンス
プラスチック射出成形金型は、適切に機能し、長寿命であることを保証するために、定期的なメンテナンスと維持が必要です。

正しい金型メンテナンス方法
金型を清潔に保つ:金型を使用する時、溶けたプラスチックの流れや不純物が金型の表面に付着します。金型を使用すると、溶けたプラスチックが金型の表面に付着し、不純物や残渣が金型に付着します。したがって、金型の定期的な清掃は非常に重要なメンテナンス作業です。

損傷はそのうちに直す:ひび割れやバリなど、使用中に金型が破損したり、摩耗したりすることがあります。このような問題をいち早く発見し、修理することで、金型を長持ちさせ、そのダメージが原因でさらに悪いことが起こるのを防ぐことができます。
金型を潤滑に保つ:金型の部品は、摩擦や摩耗を減らすために、作業中に潤滑する必要があります。金型の定期的な潤滑とメンテナンスは、金型の寿命を効果的に延ばすことができます。

金型メンテナンスの主要スキル
金型を正しく使う:金型を使用する際は、設計と操作の説明書に従ってください。金型に過度の負荷をかけたり、間違った使い方をして金型を台無しにしたりしないようにしましょう。
カビは正しく保管しましょう:使わないカビは、水に濡れないように、日光に当たらないように、空気中の悪いものに触れないように、正しく保管する必要があります。また、金型同士をぶつけたり、割ったりしないように注意してください。

カビから目を離さないカビから目を離さず、問題が出てきたら修正し、将来の問題を予防し、カビが機能し続けるようにする。
結論
プラスチック金型は、プラスチック成形機に合わせて、プラスチック製品に完全な構成と正確な寸法を与えるために、プラスチック加工産業で使用される道具である。プラスチック、加工方法、プラスチック成形機、プラスチック製品には多くの種類と構造があるため、プラスチック金型にも多くの種類と構造があります。

射出成形金型製造の主なプロセスは、主に顧客のカスタマイズニーズの受け入れ、金型設計、金型製造、射出成形金型検査、プラスチック金型トライアル、射出成形金型修正、射出成形金型修理、金型メンテナンスが含まれています。






