 コンテンツへスキップ
コンテンツへスキップ 

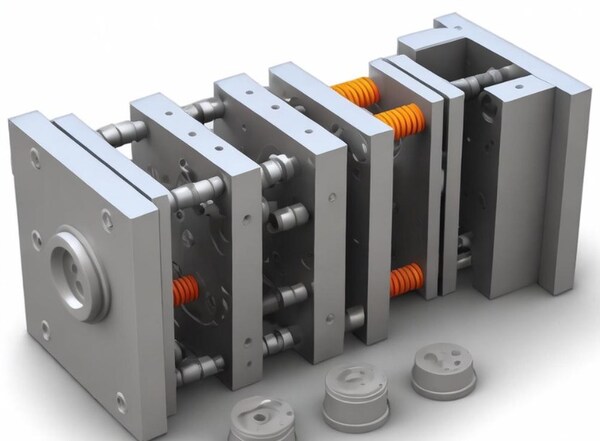
はじめにプラスチック金型は、可動金型と固定金型の2つの部分を持っています。可動金型は射出成形機の可動金型上にあり、固定金型は射出成形機の固定金型上にある。射出成形をするときは、可動金型と固定金型を閉じて、注湯システムとキャビティを作ります。

金型の構造は、プラスチックの種類や性質、プラスチック製品の形状や構造、射出成形機の種類などによって異なるが、基本的な構造は同じである。

金型は主にゲートシステム、温度制御システム、成形部品、構造部品で構成されています。この記事では主に射出成形金型の構成部品を紹介します。この記事では、金型の構成を分析します。

射出成形金型の構造は機能で分けられる
注湯システム、温度制御システム、成形部品システム、排気システム、ガイドシステム、排出システムなどで構成される。このうち、注湯システムと成形部品は、プラスチックと直接接触し、プラスチックと製品によって変化する部品である。金型の中で最も複雑で、最も変化しやすい部品であり、最高の加工仕上がりと精度が要求される。
ゲートシステム
プラスチックがノズルからキャビティに入る前の流路部分を指し、主流路、冷材孔、分岐流路、ゲートなどを含む。ゲートシステムは射出成形金型内のプラスチック材料の流路であり、プラスチック部品の充填効果と品質に直接影響する。ゲートシステムには、メインランナー、ブランチランナー、ゲート、コールドウェルが含まれます。
メインランナーとブランチランナーは、溶融したプラスチック材料を金型の充填部に導くためのものです。ゲートは、射出成形機から金型へのプラスチック材料の入口です。コールドウェルは、成形品の欠陥を防ぐために余分なプラスチック材料を回収するために使用されます。

メインランナー
射出成形機のノズルと分岐ランナーまたはキャビティをつなぐ金型の部分。メインランナーの上部はノズルと接続するために凹んでいます。メインランナーの入口直径は、ノズルの直径(0.8mm)よりわずかに大きくして、オーバーフローを防ぎ、不正確な接続による両者の詰まりを防ぎます。
注入口の直径は製品のサイズによるが、通常4~8mmである。メインランナーの直径は、ランナー屑の脱型を容易にするため、3°~5°の角度で内側に広げる必要があります。

メインランナーの先端に設けられた穴で、ノズル先端の2ショット間で発生する冷間材を捕捉し、分岐ランナーやゲートの閉塞を防止するものです。キャビティ内に冷間材が混入すると、成形品に内部応力が発生しやすくなる。コールドスラグ孔の直径は約8~10mm、深さは6mm。
脱型を容易にするために、その底部はしばしば脱型ロッドによって支持される。脱型棒の上部は、ジグザグフックや陥没溝として設計し、脱型時に主溝の突出部をスムーズに引き出せるようにする。

コールドスラッグホール
ノズル先端の2ショット間に発生するコールドスラッグを受け止め、分岐流路やゲートを塞がないようにするための主流路先端の穴です。コールドスラッグがキャビティ内に混入すると、成形品に内部応力が発生しやすくなる。コールドスラッグの穴径は8~10mm程度、深さは6mm程度です。
金型の取り外しを容易にするため、金型の底は離型棒で支えられることが多い。離型ロッドの上部にはジグザグのフックや陥没した溝を設け、金型を取り外す際に主溝の突起を簡単に引き出せるようにする。

ブランチ・チャンネル
マルチキャビティ金型において、メインチャネルと各キャビティをつなぐ流路のこと。溶融材料を各キャビティに同じ速度で充填させるためには、金型上の分岐流路を対称的かつ均等に配置する必要があります。ランナー断面の形状や大きさは、プラスチック溶融物の流れ、製品の脱型、金型製造の難易度に影響を与えます。
しかし、円筒形ランナーは比表面積が小さいため、ランナー突起の冷却には不向きである。このランナーは、金型の両側から開けなければならず、手間がかかり、位置合わせも容易でない。

そのため、台形や半円形のランナーが使われることが多く、脱型棒で金型の半分を開く。ランナーの表面は、流動抵抗を減らして充填速度を速くするために研磨しなければならない。
ランナーの大きさは、プラスチックの種類、製品の大きさ、厚さによって異なります。ほとんどの熱可塑性プラスチックの場合、ランナーの断面幅は8mmを超えず、最大でも10~12mmに達し、最小でも2~3mmです。断面積は、ランナーの出っ張りを大きくして冷却時間を延ばすことを避けるというニーズを満たしながら、できるだけ小さくする必要があります。

ゲート
メイン・チャネル(またはランナー)とキャビティをつなぐ流路のこと。流路の断面積はメイン流路(または分岐流路)と同じでもよいが、通常は小さくなる。つまり、ランナーシステム全体の中で最も小さい部分ということになる。ゲートの形状とサイズは、製品の品質に大きな影響を与える。
ゲートの機能は、流量を制御し、この部分に貯蔵された溶融物が早期に固化しすぎて逆流するのを防ぎ、強いせん断によって通過する溶融物の温度を上昇させ、見かけの粘度を下げ、流動性を向上させ、ランナーシステムからの製品の分離を容易にすることである。

ゲートの形状、大きさ、位置は、プラスチックの特性、部品の大きさ、構造に依存する。一般に、ゲートの断面は長方形か円形で、断面積は小さく、長さは短い。
これは上記の機能だけでなく、小さなゲートは大きくなりやすく、大きなゲートは小さくなりにくいからである。ゲートの位置は、一般に、外観を損なわない範囲で、部品が最も厚くなる位置を選ぶべきである。ゲートの大きさは、プラスチック溶融物の特性を考慮して設計する。

プラスチック製品を成形するための金型内の空間である。キャビティを形成するための部品を総称して成形部品と呼びますが、それぞれの成形部品には特別な名称がついていることが多いです。製品の外観を構成する成形部品を凹型(雌型ともいう)といい、製品の内部形状(穴や溝など)を構成する成形部品を中子やパンチ(雄型ともいう)といいます。
成形部品を設計する場合、プラスチックの性能、製品の幾何学的形状、寸法公差、使用条件に応じて、まずキャビティの全体構造を決定する必要がある。

次に、パーティングライン、ゲート、ベントをどこに配置し、どのようにパーツを取り出すかを決める必要があります。そして、作るパーツの大きさに応じて、それぞれのパーツをどのように設計し、どのように組み合わせるかを決める必要があります。プラスチックが金型に入るときには大きな圧力がかかるので、適切なパーツを選び、十分な強度と剛性を持たせる必要があります。
プラスチック製品が滑らかで美しく、脱型しやすいように、プラスチックと接する面の粗さRaは0.32μm以上であるべきで、耐食性に優れていなければならない。成形部品は一般に、硬度を高めるために熱処理が施され、耐食性鋼で作られている。

排気ポート
金型に開口された溝状の排気口で、もともとの気体や溶融材料によって持ち込まれた気体を排出する。キャビティ内に溶融材料が注入されると、キャビティ内に元々蓄えられていた空気と、溶融材料によって持ち込まれたガスは、材料の流れの最後に排気口から金型の外部に排出されなければなりません。
そうしないと、製品に気孔ができたり、溶接不良や金型への充填が不完全になったり、さらには蓄積した空気が圧縮によって発生する高温のために製品を焼くことになります。通常、ベントはキャビティ内の溶融材料の流れの終点や金型のパーティング面に配置することができます。後者は、金型の片面に深さ0.03~0.2mm、幅1.5~6mmの浅い溝を開けることである。

射出中、排気口から溶融物がしみ出すことはあまりありません。なぜなら、溶融物はそこで冷えて固まり、流路をふさぐからです。排気口を自分のほうに向けて開けないでください。そうしないと、溶融物が吹き付けられて怪我をするかもしれません。エジェクターロッドとエジェクターホールのクリアランス、エジェクターブロックとストリッパープレートのクリアランス、コアとのクリアランスを利用して排気することもできる。
成形部品システム
可動金型、固定金型、そしてキャビティ(金型)、コア(凸型)、成形ロッドなど、製品の形状を構成する様々な部品の組み合わせを指す。コアは製品の内面を形成し、キャビティ(金型)は製品の外面形状を形成する。金型を閉じた後、コアとキャビティが金型キャビティを構成する。

工程や製造上の要求に応じて、コアとダイをいくつかのピースで構成することもあれば、全体として作ることもあり、インサートは損傷しやすく加工が困難な部分にのみ使用される。
金型部品システムには、金型部品の形状と構造の核心部品である傾斜トップやスライダーなどの部品が含まれ、プラスチック材料の充填と冷却は、閉鎖と分離によって実現される。インサートは、ねじ穴や溝などの金型部品の特殊な形状や加工要件に使用され、傾斜トップやスライダーは、金型部品の傾斜や複雑な形状を実現するために使用される。

成形部には中子と金型がある。中子は製品の内側を作り、金型は製品の外形を作る。金型を閉じた後、コアとキャビティが金型のキャビティを作る。中子と金型は数個で作られることもあれば、一体で作られることもあり、インサートは壊れやすく作りにくい部分にのみ使われる。
排気口は金型に開けられた溝状の出口で、元のガスと溶融材料が持ち込んだガスを排出する。

溶融材料がキャビティに注入されるとき、キャビティに元々蓄えられている空気と溶融材料によって持ち込まれたガスは、材料の流れの最後にある排気口から金型の外部に出さなければなりません。そうでなければ、製品に穴が開いたり、接続が悪くなったり、金型への充填が不完全になったり、さらには蓄積された空気が圧縮されて高温を発生し、製品を燃やしてしまいます。
通常、排気口はキャビティ内の溶融材料の流れの終点か、金型のパーティング面に設置される。後者は、金型の片面に開けられた深さ0.03~0.2mm、幅1.5~6mmの浅い溝である。射出中、溶融材料はそこで冷えて固まり、溝をふさぐので、排気口から溶融材料がしみ出すことはあまりない。

排気口は、溶融物が誤って噴出し、人に危害を及ぼすことを防止するため、作業者側に向けて開口してはならない。また、エジェクターロッドとエジェクター孔とのクリアランス、エジェクターブロックとストリッパープレートおよびコアとのクリアランス等も排気に利用できる。
温度制御システム
射出工程の温度要件を満たすには、金型温度を調整する温度制御システムが必要です。熱可塑性射出成形金型の場合、金型を冷却する冷却システムを設計することが主なポイントです(金型は加熱することもできます)。

金型冷却の一般的な方法は、金型に冷却水路を開け、循環する冷却水で金型の熱を奪う方法である。冷却水で熱水や熱油を通す以外に、金型の内部や周囲に電熱体を設置して金型を加熱することもできる。
温度制御システムは、成形品の品質と生産効率を確保するために、金型の使用温度を制御するために使用されます。温度制御システムには、水路、水井戸、水路ノズル、螺旋水路、加熱棒、冷却棒などの部品が含まれます。

水路と井戸は、金型温度を制御するために冷却水を循環させるために使用されます。水路ノズルと螺旋水路は、冷却効果を高めるために使用されます。加熱棒と冷却棒は、金型の加熱速度と冷却速度を調整するために使用されます。
構造部品
ガイドポスト、エジェクターピン、コア抜き、パーティングラインの各部など、金型構造を構成するさまざまな部品を指す。前後のクランププレート、前後のバックルテンプレート、プレッシャープレート、プレッシャーコラム、ガイドコラム、ストリッピングプレート、ストリッピングロッド、リターンロッドなど。

ガイド・コンポーネント
金型を閉じたときに、可動金型と固定金型が正確に位置合わせできるように、金型にガイド部品をセットする必要があります。射出成形金型では、通常、4組のガイドコラムとガイドスリーブがガイドを形成するために使用されます。時には、位置決めを助けるために、互いに一致する内側と外側の円錐面が可動金型と固定金型に設定されます。

排出メカニズム
金型を開くとき、プラスチック部品と水を押したり引いたりするものが必要です。プッシュプレートとエジェクタープレートは、エジェクターロッドを保持するために使用されます。リセットロッドは通常エジェクターロッドに固定されており、可動金型と固定金型を閉じるときにリセットロッドがプッシュプレートをリセットします。

サイド・コア・プル・メカニズム
側面の凹部や側面の穴があるプラスチック製品の中には、押し出す前に横に分割する必要があるものがある。サイドコアを抜き取れば、スムーズに脱型できる。この時、金型にサイドコア抜き機構をセットする必要がある。
標準金型フレーム
金型設計と製造の重労働を軽減するため、ほとんどの射出成形金型は標準的な金型フレームを使用している。

排気システム
排気システムの目的は、キャビティ内の空気と射出成形中に溶融プラスチックから発生するガスを除去することです。射出成形金型の排気装置は通常、金型に開けられた溝状の出口で、元のキャビティ内の空気と溶融材料によって持ち込まれたガスを排気する。
熱いものが穴に入るとき、すでに穴の中にあった空気と熱いものと一緒に入ってきた空気は、熱いものが入る穴の端の穴から出なければならない。そうでなければ、作ったものに穴が空き、うまくくっつかず、中まで満たされず、もしかしたら、くっついた空気がつぶれて熱くなり、作ったものを燃やしてしまうかもしれない。

通常、熱いものが穴に入るところか、穴の2つの部分が離れているところに穴をあける。2つ目は、凹型の片側に深さ0.03~0.2mm、幅1.5~6mmの浅い溝を開けることだ。射出中、溶融材料はそこで冷えて固まり、溝を塞いでしまうので、排気孔から溶融材料が染み出すことはあまりない。
排気口は、溶融物が誤って噴出し、人に危害を及ぼすのを防ぐため、作業者側に向けて開口してはならない。また、エジェクターロッドとエジェクター孔のクリアランス、エジェクターブロックとストリッパープレート、コアのクリアランスも排気に利用できる。

排気システムは、射出成形時に発生するガスを除去するために使用され、気泡や欠陥を防ぐことができます。排気システムの合理的な設計とレイアウトは、効果的に成形品の品質と外観を向上させることができます。生産と加工はZetar Moldを選び、技術は保証され、納期サイクルは顧客のニーズを満たす。
ガイドシステム
ガイドシステムは、金型を閉じたときに可動金型と固定金型が正確に位置合わせできるように設定され、金型にガイド部品をセットする必要があります。射出成形金型では、通常、4組のガイドピンとガイドスリーブがガイド部品を形成するために使用されます。射出成形金型では、通常、4組のガイドピンとガイドスリーブがガイド部品として使用されます。時には、位置決めを助けるために、互いに一致する内円錐と外円錐が可動金型と固定金型にセットされます。

ガイド位置決めシステムは、金型が正しい位置にあり、作業中に正しい方向に動くことを確認するために使用されます。ガイドピンとガイドスリーブ、円錐位置決めブロック、0度位置決めブロックがあります。
ガイドピンとガイドスリーブは、金型位置決めシステムの主要部品です。ガイドピンとガイドスリーブは、金型が正しい位置にあることを確認するために使用されます。円錐位置決めブロックと0度位置決めブロックは、金型がそれ自体で一直線に並んでいることを確認し、それが本当にうまく並んでいることを確認するために使用されます。

エジェクターシステム
エジェクターピン、エジェクターピンプレート、エジェクターピンガイドロッド、エジェクターピンリターンスプリング、エジェクターピンプレートロックスクリューなどの部品が含まれる。製品が金型内で成形され、冷却されると、金型の前後の金型が分離して開き、射出成形金型内のエジェクターピンが排出される。
成形機のエジェクターは、次の射出成形サイクルのために、プラスチック製品と流路内の凝縮水を金型キャビティと流路の位置から押し出したり、引き出したりします。

エジェクターシステムとは、成形品を金型から突き出すためのシステムで、エジェクターピンによる突き出し、プッシュプレートによる突き出しなどがあります。エジェクターシステムは、成形品の形状、材質、大きさなどに応じて設計、選定され、成形品の健全性とエジェクション効果を確保します。
射出成形金型は構造によって分けられる
金型フレーム、金型コア、補助部品、補助システム、補助設定、デッドコーナー処理機構、その他の部品が一般的に射出成形金型を構成している。

金型枠
通常、設計する必要がなく、標準金型ベースメーカーから直接購入することができ、金型設計の時間を大幅に節約できるため、射出成形金型の標準金型ベースと呼ばれています。射出成形金型の最も基本的な部分です。
金型コア
金型コアは金型の最も重要な部分である。プラスチック製品が成形される場所であり、加工時間の大半を費やす場所でもある。しかし、一部の金型は、より単純な金型とは異なり、コアがありません。製品はテンプレート上で直接成形される。初期の射出成形用金型のほとんどはこのようなもので、比較的後進的だった。

補助部品
射出成形金型によく使われる補助部品には、位置決めリング、スプルーブッシュ、エジェクター、プーラーピン、サポートコラム、エジェクタープレートガイドコラムとガイドスリーブ、ゴミクギなどがあります。これらの中には、標準部品で、金型フレームを注文するときに直接注文できるものもあれば、自分で設計する必要があるものもあります。
補助システム
射出成形金型の補助システムには、注湯システム、射出システム、冷却システム、排気システムがある。時には、使用されるプラスチック材料の温度を非常に高温に加熱する必要があるため、一部の金型には加熱システムもあります。

補助設定
射出成形金型の補助設定には、アイレット穴、KO穴(エジェクターロッド穴)などがある。
デッドコーナー処理構造
プラスチック製品に死角がある場合、金型には死角を処理するための1つ以上の構造もある。スライダー、傾斜エジェクター、油圧シリンダーなどである。多くの国内書籍では、このデッドコーナーを処理する機構を「コア抜き機構」と呼んでいる。

射出成形部品
ノズルシステム
ノズルシステムは、溶融プラスチックを金型に注入して製品成形を行うために使用されます。ノズルやノズルチップなどの部品が含まれる。ノズルの開閉と溶融プラスチックの流れを制御し、製品の射出成形を実現します。ノズルシステムは、プラスチックの正常な射出と製品の品質を確保するために、良好なシール性と耐摩耗性を持つ必要があります。

モールドシート
金型シートは射出成形金型の基本的な部品で、金型構造全体を支え、固定する。通常、高品質の合金鋼で作られており、射出成形プロセス中の圧力と押し出しに耐えるのに十分な強度と剛性を持っています。

エジェクターシステム
エジェクターシステムは、金型から成形品を排出するために使用されます。エジェクターシステムには、エジェクターロッドやエジェクタープレートなどの部品が含まれ、エジェクターロッドの動きによって製品の排出が行われます。エジェクターシステムは十分な強度と安定性を持ち、製品の排出効果と生産効率を確保する必要があります。

固定プレート
固定プレートは金型ベースの上に位置し、金型の様々な部品を固定するために使用されます。通常、高品質の合金鋼で作られ、十分な強度と剛性を持っており、射出成形プロセス中に金型が安定し、剛性があることを確認します。

冷却システム
冷却システムは、製品の品質と生産効率を確保するために金型の温度を制御するために使用されます。冷却水路や冷却装置などの部品が含まれ、循環する冷却水によって金型から熱を吸収します。冷却システムは、ストレスや変形を避けるために、金型のすべての部分が均一に冷却されるように合理的に設計する必要があります。
コアとキャビティ
コアとキャビティは射出成形金型の最も重要な部分である。これらによって最終製品の形と大きさが決まる。コアは製品の内側の部分であり、キャビティは製品の外側の形状です。コアとキャビティは通常、高品質の工具鋼や高速度鋼で作られている。機械加工と熱処理を施し、硬度と耐摩耗性を高めている。

スライダーシステム
スライダーシステムは、複雑な製品構造や内部空洞を作るために使用される。スライダー、ガイドピン、ガイドスリーブなどの部品があり、金型を開閉させたり、スライドや回転によって移動させたりします。スライダーシステムは、製品の形状やサイズを正確にするために、非常に精密で安定したものでなければなりません。
射出成形機の構造構成
汎用射出成形機は射出装置、型締装置、油圧伝達システム、電気制御システムを持っている。射出装置の主な仕事は、プラスチックを溶かし、十分な圧力と速度で金型キャビティに一定量の溶融材料を射出することである。射出装置は、可塑化部品(スクリュー、バレル、ノズル)、ホッパー、伝動装置、計量装置、射出シリンダー、移動シリンダーなどで構成されています。

金型クランプ装置
型締装置は、金型の開閉、射出時の確実な金型閉め、製品の排出を行う。型締装置は主に、前後固定テンプレート、可動テンプレート、前後テンプレートを連結するタイロッド、型締シリンダー、コネクティングロッド機構、金型調整装置、製品排出装置などで構成される。
油圧システムと電気制御システム
射出成形機の仕事は、射出成形機が想定された通りに正しく機能し(圧力、速度、温度、時間)、工程のステップを正しい順序で行うことを確認することである。

プラスチック射出成形機の油圧システムは、さまざまな油圧部品やパイプ、その他の働きを助けるもので構成されており、電気制御システムは、さまざまな電気的なものやツールで構成されています。油圧システムと電気システムは、射出成形機にパワーと制御を与えるために一緒に働く。
結論
I射出成形金型は、主に金型ベース、エジェクターシステム、固定プレート、スライドシステム、コアとキャビティ、冷却システム、ノズルシステムを含むいくつかのコア部品で構成されています。金型ベースは構造全体を支え、エジェクターシステムは完成品を押し出し、固定プレートは部品を安定させ、スライドシステムは複雑な形状を処理し、コアとキャビティは製品形状を定義し、冷却システムは温度を調整し、ノズルシステムはプラスチックを注入します。

さらに、温度制御システム、排気システム、ガイドシステム、射出システムも含まれ、これらは金型の温度、排気ガスを制御し、金型を正確に位置決めし、製品を射出するために使用されます。
射出成形金型では、射出装置が射出成形スクリューを通して溶融プラスチックを金型に射出し、スプルーブッシュを通してキャビティに入り、製品の正確な成形と高品質を保証します。

これらのコンポーネントが協力し合うことで、プラスチック射出成形プロセスの円滑な進行と最終製品の高い品質が保証される。







