 Vai al contenuto
Vai al contenuto 

Punti di forza
- Stampo a iniezioneEntrambi i processi producono una buona finitura cosmetica superficiale a partire dalla superficie dello stampo/forma. Lo stampaggio a iniezione supporta una gamma più ampia di texture e finiture decorative (dallo specchio SPI A1 alla texture pesante SPI D3) direttamente dallo stampo. La pressocolata raggiunge superfici con Ra 1,6–6,3 μm; ulteriori finiture come sabbiatura, anodizzazione o verniciatura a polvere sono comuni per le parti in alluminio visibili al consumatore.
- Die casting forces molten metal (aluminum, zinc, magnesium) into a steel die — ideal for metal parts requiring structural strength, thermal conductivity, or EMI shielding.
- Both processes share similar tooling principles and cycle logic, but serve fundamentally different material categories: polymer vs metal.
- Injection molded parts are 40–70% lighter than die cast equivalents; die cast parts are 3–10× stronger and conduct heat and electricity.
- The decision is primarily driven by functional requirements: if the part must be metal, die cast; if plastic achieves the required function, injection mold.
Injection molding and die casting are frequently compared because they look mechanically similar: both inject molten material under high pressure into a precision steel tooling cavity, both produce net-shape parts with minimal secondary machining, and both support multi-cavity production for high-volume output. But the materials they process — thermoplastics versus metals — create profoundly different part properties, economics, and application domains. This guide covers every relevant comparison point so you can make the right process selection for your project.
What Is Injection Molding and What Types of Parts Does It Produce?
Here at ZetarMold, injection molding is the core of our operation. It’s a manufacturing process we’ve refined over decades to produce high-precision parts with incredible consistency. The process starts with small plastic pellets, which we feed into the hopper of an injection molding machine. These pellets are heated until they melt into a liquid, or molten, state. A large reciprocating screw then injects this molten plastic under extremely high pressure into a custom-made mold, or tool. The mold is a negative of the final part. Once the plastic fills the mold cavity completely, it’s held under pressure and cooled, solidifying into the desired shape. Finally, the mold opens, and the finished part is ejected, ready for the next cycle to begin. This entire sequence can take anywhere from a few seconds to a couple of minutes, allowing for massive production volumes.
The versatility of injection molding comes from its vast material selection. We work with thousands of different polymers, primarily categorized as thermoplastics and thermosets. A termoplastico1 is a plastic that can be repeatedly melted and re-solidified, like ABS, polycarbonate, nylon, and polypropylene. This makes them highly recyclable and suitable for a wide range of applications. Thermosets, on the other hand, undergo a chemical change when heated and cannot be re-melted, offering superior heat resistance and structural integrity. The types of parts we produce are incredibly diverse, spanning nearly every industry. We manufacture everything from complex automotive interior components and life-saving medical device housings to everyday consumer electronics enclosures, bottle caps, and intricate gears. The beauty of the process is its ability to create complex geometries, intricate details, and excellent surface finishes directly from the mold, minimizing the need for secondary operations and ensuring high repeatability from the first part to the millionth.

What Is Die Casting and What Makes It Irreplaceable in Certain Applications?
While our expertise is in plastics, we frequently work with clients who are considering converting parts from metal to plastic, so we have a deep understanding of die casting. Think of die casting as the high-temperature, metal-based cousin of injection molding. The fundamental principle is similar: a molten material is forced into a mold (called a “die” in this case) under high pressure. However, instead of plastic pellets, the raw material is a non-ferrous metal alloy, typically aluminum, zinc, or magnesium. In our partners’ factories, we see large furnaces melting these metal ingots into a liquid state. This molten metal is then ladled or directly fed into a shot chamber, where a plunger injects it into the hardened steel die at incredible speed and pressure. The metal rapidly cools and solidifies, and the die halves open to eject the finished metal part, often called a casting.
So, what makes it irreplaceable? In our experience, it comes down to properties that plastics, even advanced engineering grades, struggle to match. Die-cast parts offer superior strength, rigidity, and hardness. They have a much higher operating temperature range, making them essential for components near engines, motors, or other heat sources. Another key advantage is their inherent electrical conductivity and EMI/RFI shielding capabilities, which is critical for protecting sensitive electronics in housings and enclosures. For applications demanding extreme durability, dimensional stability under heavy loads, and a premium feel of solid metal, die casting is often the only viable high-volume manufacturing process. We see it used for parts like engine blocks, transmission housings, heat sinks for electronics, power tool casings, and complex hardware. It provides a level of robustness and heat dissipation that makes it the go-to choice for the most demanding structural and thermal challenges, where plastic might fail.
“Die casting is exclusively used for metal alloys, not plastics.”Vero
Die casting is a metal casting process. The extremely high temperatures involved would instantly destroy any plastic material. The analogous process for plastics is injection molding.
“Any type of metal, including steel and iron, can be used in die casting.”Falso
Die casting is limited to non-ferrous metals with relatively low melting points, such as aluminum, zinc, and magnesium. The melting points of steel and iron are too high and would damage or destroy the steel dies used in the process.
How Do the Two Processes Compare on Part Strength and Weight?
This is one of the most fundamental trade-offs we discuss with our clients. When it comes to raw strength, hardness, and rigidity, die-cast metal parts almost always have the upper hand. Metals like aluminum and zinc alloys possess inherently higher tensile strength and modulus of elasticity than even the most robust plastics. If an application involves high structural loads, extreme impact forces, or requires maintaining tight tolerances under physical stress, a metal part is often the default choice. We see this in applications like engine mounts, chassis components, and industrial machinery housings. The metallic structure provides a level of durability and impact resistance that is difficult to achieve with polymers alone. The material simply doesn’t creep or deform under load in the same way plastic can, especially at elevated temperatures.
However, the story changes dramatically when you look at strength-to-weight ratio. This is where we, as injection molders, provide immense value. Plastic parts are significantly lighter than their metal counterparts, often weighing anywhere from two to six times less. In industries like automotive, aerospace, and portable electronics, reducing weight is a paramount design goal. It translates directly to better fuel efficiency, longer battery life, and improved user ergonomics. We frequently engage in metal-to-plastic conversion projects, where we help re-engineer a part using an advanced, high-performance polymer. By using materials like glass-filled or carbon-fiber-filled nylon, PEEK, or liquid-crystal polymers, we can often achieve the necessary strength and stiffness for an application while slashing the part’s weight. So, while a die casting2 part might be stronger in absolute terms, a well-designed plastic part is often “strong enough” and delivers the huge advantage of being lightweight. The choice really depends on whether absolute strength or an optimized strength-to-weight ratio is the more critical performance metric for the product.

How Do Tooling Costs and Lead Times Compare Between Injection Molding and Die Casting?
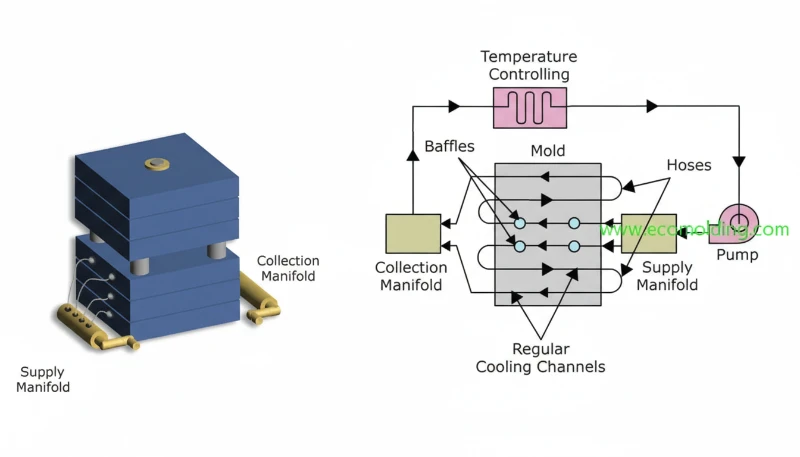
The upfront investment in tooling—the custom mold or die—is the most significant financial consideration for both processes and a topic we discuss in detail during every project kickoff. In our factory, we build and maintain these tools, and we can tell you that both are complex, precision-engineered pieces of equipment that represent a substantial cost. However, there are clear differences. Generally speaking, the tooling for die casting is more expensive than for injection molding. There are a few reasons for this. Die casting dies must be constructed from extremely high-grade, heat-treated tool steels to withstand the thermal shock and erosive forces of molten metal, which operates at much higher temperatures than molten plastic. The cooling systems within a die are also typically more complex and robust to manage these intense temperatures effectively. The sheer hardness of the steel required for a die also means that machining, polishing, and finishing the tool takes more time and specialized equipment.
In contrast, while our high-volume production injection molds are also made from hardened steel (like P20 or H13), we have more flexibility. For prototyping or lower-volume runs, we can create molds from softer aluminum, which is significantly cheaper and faster to machine. This provides a cost-effective path for our clients to validate their designs before committing to expensive steel tooling. When comparing apples to apples—a high-volume steel tool for each process—we’ve found that a die casting die can cost anywhere from 20% to 50% more than a comparable injection mold for a part of similar size and complexity. This cost difference also impacts lead times. The same factors that make the die more expensive—harder materials and more complex thermal management—also make it take longer to build. We typically quote 6 to 12 weeks for a production steel injection mold, whereas a die casting die for a similar part might take 10 to 16 weeks or even longer. This extended lead time is a critical factor for project timelines and time-to-market calculations.
How Do Material Options Differ Between Injection Molding and Die Casting?
The difference in material selection between these two processes is not just a minor detail; it’s a vast chasm that fundamentally defines what’s possible for a product. In our injection molding facility, we operate with a material library that is almost limitless. There are tens of thousands of commercially available plastic resins, and each one can be modified with additives, fillers, and colorants to achieve a precise set of properties. It’s like being a chef with an infinite pantry. If a client needs a part to be flexible, we can use a Thermoplastic Elastomer (TPE). If they need it to be crystal clear, we’ll use polycarbonate or acrylic. If it needs to be incredibly strong and heat-resistant, we can turn to PEEK or a glass-filled Ultem. For low-cost consumer goods, we have polypropylene and polyethylene. We can enhance these base resins with glass fibers for stiffness, carbon fibers for strength and conductivity, minerals for dimensional stability, or flame retardants for safety compliance. Furthermore, we can achieve virtually any color imaginable by mixing in color concentrates right at the press, creating parts with molded-in color that won’t chip or wear off.
Die casting, on the other hand, works from a much more restricted menu. The process is limited to non-ferrous metal alloys, with the most common choices being aluminum, zinc, and magnesium. While there are different grades and alloys within these families (e.g., A380 aluminum vs. ZAMAK 3 zinc), the range of achievable physical properties is far narrower than with plastics. You can’t make a die-cast part flexible, transparent, or a soft-touch material. The inherent properties are those of metal: strong, rigid, conductive, and heavy. The color of the final part is simply the color of the metal itself. Any desired color, texture, or corrosion protection must be added in post-processing steps like painting, powder coating, anodizing, or plating. These secondary operations add time, cost, and complexity to the manufacturing process. This is a key reason why we see so many products with plastic enclosures; the ability to select a material with the exact desired properties and molded-in color from the start is a massive advantage in both design freedom and production efficiency.
“Injection molding allows for features like living hinges and snap-fits that are not feasible with die casting.”Vero
The inherent flexibility of many plastics, like polypropylene, allows for the design of thin, integrated living hinges. Snap-fit features also rely on this flexibility. The brittle nature of cast metals makes these features impossible to implement.
“Color can be easily integrated into the raw material for both injection molding and die casting.”Falso
While plastic pellets can be pre-colored or mixed with colorants for molded-in color, die-cast metals are monochromatic. They always require secondary finishing operations like painting, powder coating, or plating to add color.

How Do Cycle Times, Production Volumes, and Per-Part Costs Compare?
When you’re scaling up to mass production, efficiency is everything. On our factory floor, we measure efficiency in seconds, and this is where injection molding truly shines. The tempo di ciclo3—the total time to produce one part or one shot of parts—is typically much faster for injection molding than for die casting. A small-to-medium-sized plastic part can often be molded in a cycle of 15 to 60 seconds. This speed is possible because plastics have a lower melting temperature and transfer heat less efficiently, allowing them to cool and solidify in the mold relatively quickly. In contrast, die casting involves much higher temperatures. Molten metal holds a massive amount of thermal energy that needs to be extracted, so the cooling portion of the cycle is significantly longer. Additionally, the die casting process often requires the die halves to be sprayed with a lubricant between each cycle to aid in part release and protect the tool, adding several seconds to every shot. Consequently, a comparable die-cast part might have a cycle time of 60 seconds to several minutes.
This difference in cycle time has a direct and profound impact on production volume and per-part cost. Both processes are designed for high-volume manufacturing, as the substantial tooling investment needs to be amortized over tens of thousands, or even millions, of parts. However, because injection molding is faster, we can produce more parts per hour on a single machine. This higher throughput leads to a lower per-part cost, as the fixed costs of machine time and labor are spread across more units. Material cost also plays a huge role. While prices fluctuate, on a per-kilogram basis, most commodity and engineering plastics are less expensive than aluminum or zinc alloys. When you combine the lower material cost with the faster cycle times and the elimination of mandatory secondary finishing (like painting), the final piece price for an injection-molded part is very often significantly lower than for a die-cast equivalent. We run these cost-comparison analyses for clients all the time, and the economic advantages of molding are frequently a deciding factor.
What Are the Key Design Considerations for Each Process?
As a manufacturer, we live and breathe Design for Manufacturability (DFM). While injection molding and die casting share some core DFM principles, the specific rules are dictated by the vastly different behaviors of molten plastic versus molten metal. Both processes require careful attention to common elements. For instance, we always design parts with
One practical consideration that often surprises manufacturers switching from die casting to injection molding is the significant reduction in post-processing requirements. Die-cast aluminum parts typically require deburring, shot blasting, and often machining to achieve final tolerances—steps that can add 15–30% to total part cost. Injection-molded plastic parts emerge from the mold with smooth, consistent surfaces that rarely require secondary operations beyond simple degating.
Material selection also plays a decisive role in the injection molding vs. die casting decision. Modern engineering plastics—including glass-filled nylon, polycarbonate, and PEEK—can now replace aluminum in applications that once required metal. These materials offer weight savings of 40–60% versus aluminum, built-in electrical insulation, and corrosion immunity without coatings or plating. At ZetarMold, we’ve helped customers replace die-cast aluminum housings with glass-filled PA66 components that meet the same mechanical requirements at significantly lower per-unit cost.
Frequently Asked Questions About Injection Molding vs Die Casting
Can plastic replace aluminum die casting for heat sink applications?
Not for high-power applications — plastic thermal conductivity is 0.1–0.5 W/(m·K) vs 96 W/(m·K) for aluminum. Thermally conductive plastic compounds (filled with boron nitride, graphite, or aluminum oxide) can reach 5–10 W/(m·K) — useful for passive heat spreading in low-power LED applications, but insufficient for high-power electronics requiring full aluminum die cast heat sinks.
Which process is better for EMI shielding enclosures?
Die cast aluminum and zinc provide inherent EMI/RFI shielding by virtue of being conductive metals. Injection molded plastic enclosures require secondary metallization (electroplating, conductive coating, or insert molding with metal screen) to achieve shielding effectiveness. For demanding EMI applications (>40 dB shielding at GHz frequencies), die casting is typically preferred for the shielding housing.
How does surface finish compare between the two processes?
Both processes produce good cosmetic surface finish from the mold/die surface. Injection molding supports a wider range of textures and decorative finishes (SPI A1 mirror through SPI D3 heavy texture) directly from the mold. Die casting achieves Ra 1.6–6.3 μm surfaces; further finishing by shot blast, anodize, or powder coat is common for consumer-visible aluminum parts.
Stampaggio ad Iniezione vs Pressocolata: Confronto dei Processi
Yes — insert molding encapsulates die cast metal inserts in plastic, and overmolding applies plastic over die cast frames. This hybrid approach is common in power tool bodies (plastic grip over metal structural housing), automotive mirror adjusters (plastic mechanism in metal mounting), and precision connectors (plastic insulator over metal contact array). ZetarMold specializes in insert molding that integrates die cast metal inserts with precision injection-molded plastic.
When should I choose injection molding over die casting for a structural bracket?
Choose injection molding when: part weight reduction is a priority, the part can be designed with ribs for equivalent stiffness, the part requires electrical insulation, integration of snap fits and clips eliminates assembly steps, or annual volume above 50,000 units makes the lower per-kilogram plastic cost compelling. Choose die casting when: absolute strength, thermal conductivity, EMI shielding, or fluid containment is required and cannot be achieved with available engineering plastics. See our Injection Molding Complete Guide for a comprehensive overview.
-
Termoplastico: a polymer that softens when heated above its melting point and solidifies when cooled without chemical change, enabling injection molding and recyclability — contrasted with metals used in die casting which are processed in molten form at far higher temperatures. ↩
-
Die casting: a metal manufacturing process in which molten metal alloy is forced under high pressure into a hardened steel die cavity, producing net-shape metal parts with good dimensional accuracy and surface finish — analogous to injection molding but for metals rather than thermoplastics. ↩
-
Injection molding process optimization: The systematic adjustment of process parameters including melt temperature, injection speed, holding pressure, and cooling time to achieve consistent part quality and maximum production efficiency. ↩
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.







