

Introduzione: A due colori stampo a iniezioneStampaggio a iniezione a due colori: una guida completa | ZetarMold
Oggi presenteremo e rivedremo in dettaglio le cinque sezioni principali: Che cos'è lo stampaggio a iniezione a due colori? Quali sono i vantaggi dello stampaggio a iniezione a due colori? Principio di funzionamento dello stampaggio a iniezione bicolore. Requisiti di materiali, processi e stampi per lo stampaggio a iniezione bicolore. Applicazioni principali.
Che cos'è lo stampaggio a iniezione a due colori?
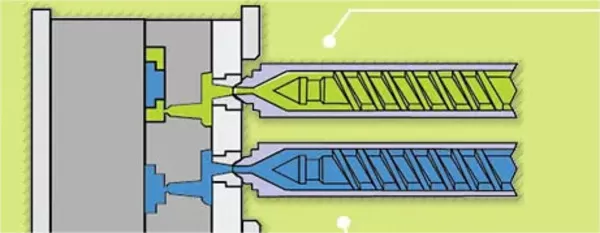
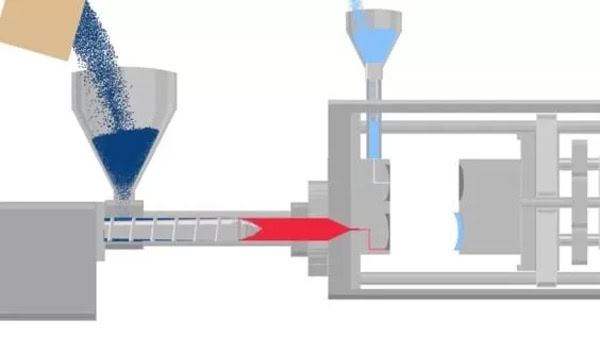
Lo stampaggio a doppio colpo è un processo in cui due materie plastiche di colore diverso vengono fuse in due barili, quindi iniettate attraverso lo stesso ugello contemporaneamente o una dopo l'altra. È possibile utilizzare due macchine per lo stampaggio a iniezione o una macchina per lo stampaggio a iniezione bicolore per realizzare prodotti con diversi modelli di colori misti o prodotti con una netta separazione dei colori.

Quali sono le caratteristiche dello stampaggio a iniezione a due colori?
Prestazioni elevate e alto risparmio energetico
Dopo la trasformazione a risparmio energetico della macchina per lo stampaggio a iniezione, il sistema è in grado di rispondere rapidamente, la macchina per lo stampaggio a iniezione può regolare rapidamente l'alimentazione in base alle proprie esigenze e il tasso di utilizzo dell'energia elettrica della macchina per lo stampaggio a iniezione può essere efficacemente migliorato per ottenere un'elevata efficienza e un risparmio energetico.

Risposta rapida
La rapidità di risposta è uno dei segni importanti della qualità dinamica del servosistema. Poiché il tempo del processo di transizione della produzione è breve, generalmente entro 200 ms, per soddisfare i requisiti di overshoot è necessario che il bordo anteriore del processo di transizione sia più ripido e che l'aumento dopo la trasformazione a risparmio energetico sia maggiore. Il tempo necessario alla macchina per lo stampaggio a iniezione per raggiungere i 1500 giri/min è inferiore a 0,03 secondi.

Buona stabilità
Il sistema utilizza un doppio controllo ad anello chiuso della pressione e del flusso per determinare la quantità necessaria alla macchina per lo stampaggio a iniezione. Quando si cambia qualcosa o qualcosa cambia all'esterno, il sistema può tornare alla normalità abbastanza rapidamente.

Alta precisione
La precisione è la misura in cui l'uscita segue l'ingresso. Il servomotore utilizza la tecnologia a magneti permanenti, che è precisa e veloce. Il servomotore utilizza la tecnologia PLC, che è ancora più precisa. L'errore è solitamente compreso tra 0,01 e 0,00LMM.
Migliorare l'efficienza e ridurre i costi
Ottenere una risposta rapida, ripetere la stessa cosa più volte e mantenere la stessa velocità; utilizzare due materiali diversi o due colori diversi allo stesso tempo, risparmiando molto tempo e denaro; è davvero facile da configurare e modificare le impostazioni.

Qual è il principio dello stampaggio a iniezione a due colori?
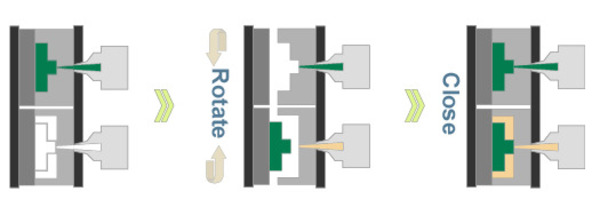
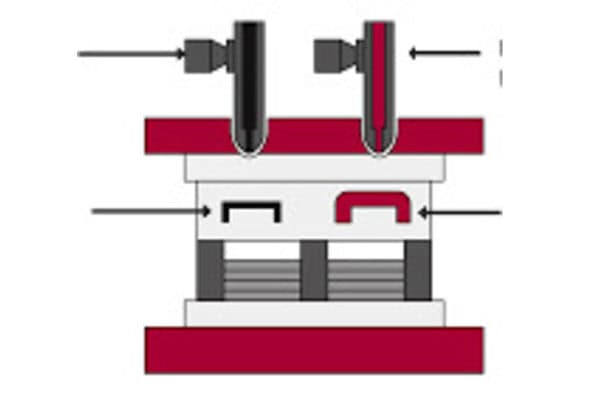
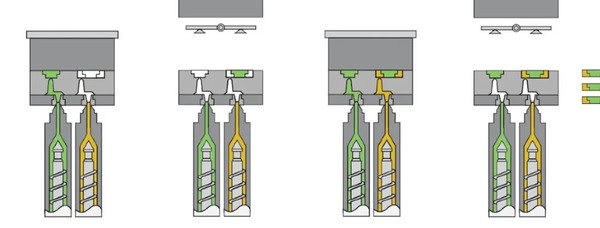
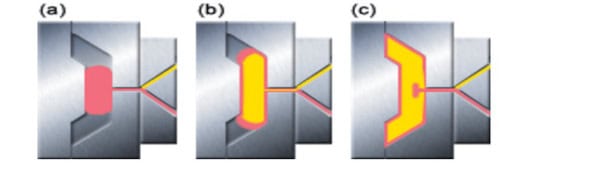
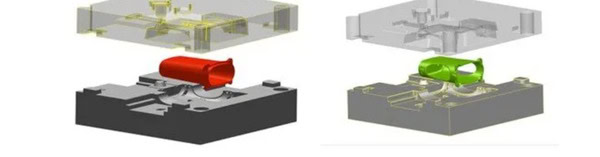
Two-color injection molding products require a male mold and two female molds. The first injection molding is in the male mold and the first female mold. After molding, open the mold and directly switch to the second female mold without demolding. After the second injection molding, the two-color injection molded product can be obtained after demolding.
Principio di lavorazione dello stampaggio a iniezione a due colori
a. Lo stampo anteriore ha due forme diverse e forma due prodotti, mentre lo stampo posteriore ha la stessa forma.
b. L'ugello dello stampo a tre piastre è progettato per rilasciare automaticamente lo stampo, rendendo il lavoro più conveniente. Verificare che l'azione di sformatura dell'ugello della colla morbida sia affidabile.

c. La parte anteriore e posteriore dello stampo viene ruotata di 180 gradi rispetto al centro. Durante la rotazione, la parte anteriore e posteriore devono essere coerenti. Questa ispezione deve essere eseguita durante il lavoro, poiché richiede un elevato posizionamento della cassaforma. Lo spessore totale della cassaforma anteriore più la piastra A non deve essere inferiore a 170 mm. Per questo è necessario controllare attentamente il modello della pressa a iniezione e altri dati di riferimento.
d. Quando si progetta il secondo master di stampaggio a iniezione, per evitare che il master secondario graffi la posizione della colla del primo prodotto stampato, si può progettare un componente che eviti i vuoti. Tuttavia, è necessario considerare attentamente la resistenza di ciascun sigillante, ovvero se la plastica si deformerà sotto una grande pressione di iniezione durante lo stampaggio a iniezione, il che potrebbe portare alla possibilità di un secondo fronte di stampaggio a iniezione.
e. Quando si effettua lo stampaggio a iniezione, la prima parte stampata può essere un po' più grande perché può essere pressata strettamente con un altro stampo maschio nel secondo stampaggio per ottenere la funzione di tenuta. Prestare attenzione alla seconda iniezione. Il flusso di plastica influisce sul primo pezzo stampato? La posizione della plastica è deformata? Se possibile, dobbiamo trovare il modo di migliorare.
f. Prima di bloccare le piastre A e B, bisogna prestare attenzione al fatto che il cursore dello stampo anteriore o la parte superiore inclinata si ripristinino per primi e schiaccino il prodotto. Abbiamo quindi dovuto trovare un modo per bloccare prima le piastre A e B e poi il cursore del modulo anteriore. Oppure inclinare il piano per ripristinare il prodotto. La disposizione dell'acqua dei due stampi anteriori e posteriori è la più adeguata possibile e l'equilibrio è lo stesso.

Quali sono i tipi di stampaggio a iniezione a due colori?
Macchina di stampaggio a iniezione a due colori Stampaggio a iniezione
Questo tipo necessita di due stampi anteriori e uno posteriore. Il prodotto è finito in un colpo solo. Non è necessario estrarlo dalla macchina della birra nel mezzo. Il prodotto ha un aspetto gradevole e bello. Lo spessore del materiale del secondo stampaggio a iniezione è generalmente di 0,5-2MM. Il costo è più elevato e viene generalmente utilizzato come termine di paragone. Prodotto piccolo.
Macchina per stampaggio ad iniezione ordinaria Stampaggio ad iniezione
Questo tipo necessita di due stampi anteriori e due stampi posteriori. Dopo il primo stampaggio a iniezione, il semilavorato deve essere estratto e messo nel secondo stampo per il secondo stampaggio a iniezione. L'aspetto del prodotto non è molto buono. I requisiti della tecnologia di stampaggio a iniezione sono elevati. In genere, il materiale per il secondo stampaggio a iniezione può raggiungere i 3MM per realizzare prodotti più grandi.
Quali sono i requisiti di materiali, processi e stampi per lo stampaggio a iniezione a due colori?
a. Requisiti del materiale
La tecnologia di stampaggio a iniezione a due colori utilizza due materiali diversi per lo stampaggio a iniezione, quindi anche la selezione di due materiali diversi è un processo importante. In genere, si utilizzano due materie plastiche di colore diverso, che possono migliorare notevolmente la resistenza e la durata del prodotto stampato a iniezione. Inoltre, è più facile fondere e modellare il prodotto.
Tuttavia, i prodotti con usi speciali possono avere bisogno di sfruttare la situazione in cui le proprietà di due materiali sono molto diverse, il che richiede di risolvere il problema della difficoltà di fusione di due materiali con grandi differenze.
The main problems are delamination and shedding, which are fatal blows to injection molded products. Therefore, careful consideration is needed for the shrinkage rate and different interface conditions, and the proportion of materials must be adjusted.
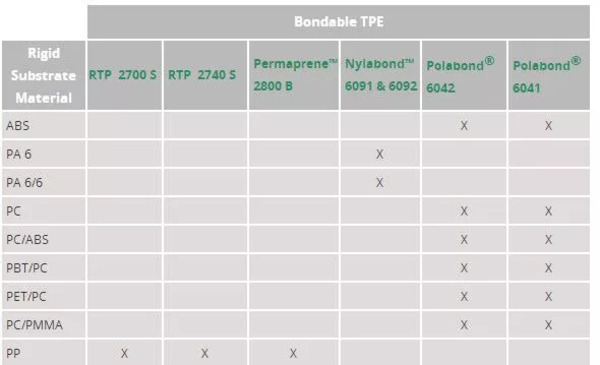
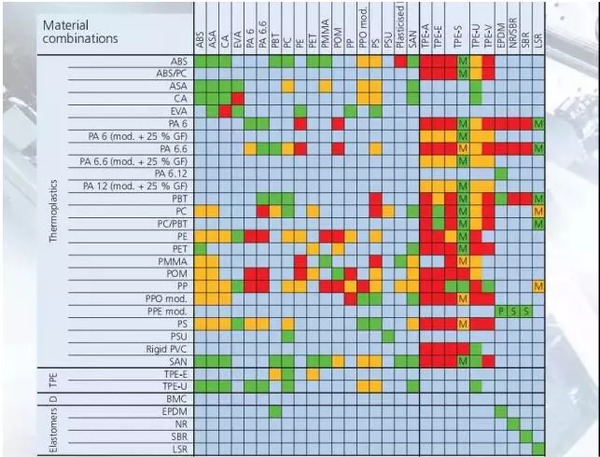
Per lo stampaggio a due riprese, i due materiali devono soddisfare due condizioni di compatibilità fondamentali: compatibilità di adesione e compatibilità di lavorazione.
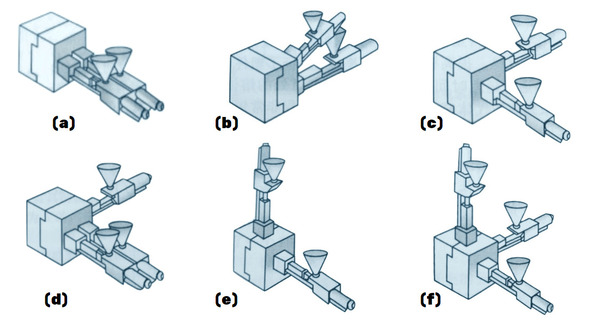
Inoltre, devono essere soddisfatti i seguenti requisiti: unità di iniezione, strutture di iniezione parallele e nella stessa direzione, parallele e opposte, orizzontali e verticali a forma di L, a forma di Y a cilindro singolo; ugello di miscelazione, modelli, onde, segni di flusso, gradienti, intercalari, ecc. Ugello speciale;
Stampo di serraggio, tipo standard, tipo a tavola rotante verticale, tipo a tavola rotante orizzontale, tipo ad albero rotante, tipo a robot rotante e altri meccanismi; alimentazione, oltre all'azionamento standard del motore idraulico, c'è anche la struttura di alimentazione elettrica ESD (ElectricScrewDrive); circuito dell'olio, c'è l'accumulo di pressione ACC Iniezione ad alta velocità e design ad anello chiuso.
b. Requisiti di processo
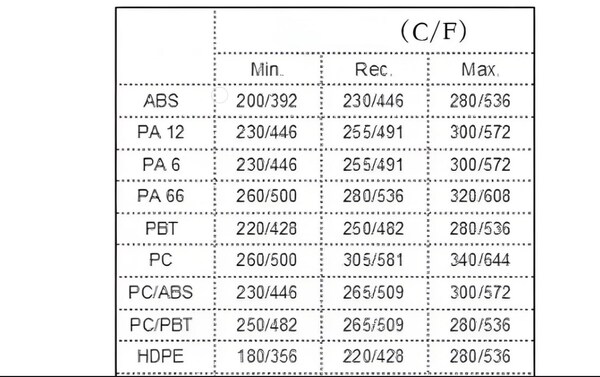
Nella progettazione a doppio colpo di colla morbida e dura, i due materiali devono avere una certa differenza di temperatura nei loro punti di fusione. In genere si consiglia di avere una temperatura di 60°C, e si raccomanda di avere almeno 30°C. La temperatura del punto di fusione del materiale del primo colpo è elevata. In genere, il primo colpo è PC o PC/ABS e il secondo colpo è generalmente PC o PC/ABS. Il secondo colpo è TPU o TPE, il PC ha uno spessore di 0,6-0,7 mm, il software di 0,4 mm o più.
Cercare di ampliare il più possibile l'area di contatto, creare scanalature, ecc. per aumentare la forza adesiva, oppure utilizzare la trazione dell'anima per il primo colpo e iniettare parte del materiale del secondo colpo nel primo colpo, rendendo la superficie dello stampo del primo colpo il più ruvida possibile.
Design a doppio scatto trasparente e non trasparente. Design a doppio colpo di lenti piccole: il primo colpo è opaco e il secondo è costituito da lenti. La prima ripresa deve essere realizzata in PC ad alto punto di fusione e la seconda in PMMA. Design a doppio colpo trasparente e non trasparente per la decorazione: il primo colpo è in materiale opaco, il secondo in materiale trasparente.

c. Requisiti dello stampo
I due stampi femmina devono essere diversi per formare due prodotti diversi, mentre i due stampi maschio devono essere uguali; gli stampi anteriore e posteriore dello stampo devono essere coerenti dopo essere stati ruotati di 180° rispetto al centro; la capacità massima deve essere controllata attentamente. Lo spessore dello stampo, lo spessore minimo dello stampo, la distanza tra i fori KO, ecc.
quando si progetta lo stampo master per il secondo stampaggio a iniezione, per evitare che il secondo stampo master graffi il primo La posizione della colla del prodotto formato può essere parzialmente progettata per evitare vuoti. Durante lo stampaggio a iniezione, la dimensione del primo prodotto stampato a iniezione può essere leggermente più grande, in modo da poter essere premuto più strettamente con l'altro stampo maschio durante il secondo stampaggio per ottenere la sigillatura. La funzione della colla.
Fare attenzione che il flusso di plastica non colpisca il pezzo realizzato la prima volta durante la seconda ripresa, causando la deformazione della linea di colla; prima di chiudere lo stampo con le piastre A e B, assicurarsi che la slitta anteriore dello stampo o il perno angolare non colpiscano prima il pezzo e lo danneggino quando si ripristina; cercare di ottenere un flusso d'acqua il più possibile uniforme e bilanciato nelle due cavità e nell'anima; nel 99% dei casi, si spara prima la parte in gomma dura del pezzo e poi quella in gomma morbida, perché la parte in gomma morbida si deforma facilmente.
Quali sono i punti chiave dei prodotti di stampaggio a iniezione a due colori e della progettazione degli stampi?
La struttura dei prodotti stampati a iniezione bicolore è molto diversa da quella dei normali prodotti in plastica. Poiché per lo stampaggio a iniezione vengono utilizzati due materiali diversi, i prodotti hanno due proprietà e caratteristiche diverse, che sono fondamentalmente diverse da quelle dei normali prodotti stampati a iniezione; allo stesso tempo, prima dello stampaggio a iniezione, è necessaria un'attenta progettazione strutturale dei prodotti stampati a iniezione bicolore e le caratteristiche di compatibilità dei due materiali devono essere pienamente considerate.

Caratteristiche strutturali dei prodotti stampati ad iniezione a due colori
Scegliere due materiali
Two-color injection molding technology uses two different materials for injection molding, so the selection of two different materials is also an important process. Generally, two plastics with different colors are used, which can greatly improve the strength and durability of the injection molded product. It also makes it easier to fuse and shape. However, products with special uses may need to use two materials with extremely different properties.

È un problema difficile da risolvere, perché i due materiali sono relativamente diversi. I problemi principali sono la delaminazione e il distacco, che sono fatali per i prodotti stampati a iniezione. Pertanto, è necessario considerare attentamente il tasso di ritiro e le diverse condizioni di interfaccia e regolare la proporzione dei materiali.

Progettazione della struttura interna e della forma dei prodotti
Nel progettare la struttura e la forma del prodotto, dobbiamo innanzitutto considerare lo scopo e l'uso del prodotto e condurre una ricerca dettagliata sulle dimensioni e sulla struttura interna. In generale, è necessario aumentare l'area di contatto delle due materie prime per migliorare la compattezza.
Qui possiamo progettare molte piccole scanalature e scanalature convesse all'interno del prodotto per l'intarsio e la cucitura. In questo modo è possibile aumentare l'area di contatto tra i due materiali, in modo che, quando si esegue lo stampaggio a iniezione, si possa migliorare la resistenza e la durata del prodotto e aumentarne la praticità.
Stampo rotante a iniezione a due velocità
Questo tipo di stampo richiede considerazioni diverse nella parte di stampaggio. Innanzitutto, le scanalature concave e convesse dei due stampi a iniezione devono essere progettate con cura per garantire un accoppiamento perfetto durante l'aggancio. Allo stesso tempo, quando si progetta il meccanismo di sformatura, è necessaria una seconda iniezione prima di poter effettuare la sformatura.
I diversi metodi di stampaggio a iniezione devono essere differenziati in diversi dettagli. Dopo la sformatura della macchina a iniezione a rotazione verticale, il prodotto viene espulso per completare le operazioni pertinenti. Tuttavia, se la situazione di sformatura non può essere espulsa dalla macchina a iniezione, è necessario utilizzare un dispositivo idraulico per sformare lo stampo.
Quali sono i vantaggi dello stampaggio a iniezione a due colori?
Stampaggio in un colpo solo
La macchina per lo stampaggio a iniezione a due colori può completare lo stampaggio a iniezione di due colori o materiali in un unico processo di stampaggio a iniezione, evitando più fasi di stampaggio a iniezione e assemblaggio e migliorando l'efficienza produttiva.

Risparmio sui costi
Risparmia i costi di fusione e stampa, aumenta il bell'effetto visivo del prodotto e migliora il grado e il valore aggiunto del prodotto. Rispetto alla tradizionale tecnologia di stampaggio a iniezione monocolore, la tecnologia bicolore stampaggio a iniezione La macchina può ridurre le operazioni manuali e i collegamenti di produzione, riducendo i costi di produzione e di manodopera.

Posizionamento preciso
La macchina per lo stampaggio a iniezione a due colori è dotata di uno stampo e di un sistema di controllo dedicati, in grado di ottenere un posizionamento e un allineamento dei colori di alta precisione, garantendo la coerenza e la bellezza dell'aspetto del prodotto.

Innovazione del design
Non solo ha la funzione di antiscivolo e di aumentare l'attrito, ma il materiale in resina flessibile lo rende più ergonomico e piacevole al tatto. La tecnologia di stampaggio a iniezione a due colori offre maggiori possibilità al design del prodotto e può creare effetti colorati e unici per soddisfare le esigenze personalizzate dei consumatori.

Diminuire gli scarti
Gli stampi bicolore possono combinare due resine e colori con caratteristiche diverse in un unico prodotto bicolore, riducendo così le attività di assemblaggio e post-lavorazione dei prodotti stampati. Inoltre, la tecnologia di stampaggio a iniezione bicolore può ridurre gli errori causati dall'assemblaggio multiplo, diminuendo così gli scarti e migliorando la qualità e la consistenza del prodotto.

Alta qualità del prodotto Stabilità
I prodotti stampati a iniezione a due colori hanno un'elevata stabilità qualitativa, un facile controllo della deformazione del prodotto, un ciclo di stampaggio breve e un elevato valore di produzione. La perdita può essere 7% inferiore a quella dello stampaggio a iniezione con rivestimento in gomma e il costo di produzione del prodotto può essere 20%-30% inferiore a quello dello stampaggio a iniezione con rivestimento in gomma.

Quali sono le principali applicazioni dello stampaggio a iniezione a due colori?
Utilizzato negli interruttori di potenza, nei pulsanti dei telefoni cellulari, negli interruttori delle auto, ecc. per soddisfare determinati requisiti di guida o trasmissione della luce.
Utilizzato nei prodotti palmari, come i gusci dei walkie-talkie, i manici degli spazzolini da denti, i manici degli elettroutensili, le chiavi inglesi e le tazze thermos, ecc. per migliorare la sensazione al tatto.

Utilizzato in prodotti con requisiti di aspetto a più colori, come le tastiere, utilizzando lo stampaggio a iniezione a due colori, che è bello e non si preoccupa di essere strofinato durante l'uso.
Utilizzato in prodotti che richiedono un'impermeabilizzazione per raggiungere i requisiti di impermeabilità.

Il processo di stampaggio a iniezione a due colori è ormai ampiamente utilizzato in quasi tutti i settori della plastica, come automobili, prodotti elettronici, utensili elettrici, prodotti medici, elettrodomestici, giocattoli, ecc.
Utilizzato in prodotti che richiedono una galvanizzazione locale, come i pulsanti dei telefoni cellulari, ecc.

Nella famiglia delle materie plastiche, solo le superfici in ABS e polisulfone (PSU) possono essere galvanizzate. Se un'area locale o un lato del prodotto richiede la galvanoplastica, l'area galvanizzata deve essere iniettata con ABS, mentre l'area che non richiede la galvanoplastica deve essere iniettata con altri materiali come il PC, ecc.

Conclusione
In sintesi, la bicromia stampaggio a iniezione La tecnologia esiste da molto tempo, ma è stata riconosciuta e utilizzata solo negli ultimi anni perché i prodotti realizzati con essa si adattano all'ambiente in cui vengono utilizzati.

Allo stesso tempo, può essere stampato in un'unica fase, il che consente di risparmiare denaro, permette un posizionamento preciso, incoraggia l'innovazione del design, riduce gli scarti e garantisce la stabilità della qualità dei prodotti. Può soddisfare diversi requisiti, per cui viene utilizzato sempre più diffusamente e ha un grande impatto sull'industria automobilistica e su altri settori. Ha buoni vantaggi economici ed è una tecnologia con un grande potenziale.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.







