 Skip to content
Skip to content 

- Les moules à canaux chauds maintiennent le plastique fondu à l'intérieur de rampes et de buses chauffées, ce qui réduit les déchets de canal et peut raccourcir le temps de cycle.
- Les moules à canaux froids utilisent des canaux non chauffés, ils sont donc plus simples et moins chers mais créent des déchets de canal qui doivent être ébarbés ou regranulés.
- Le meilleur choix dépend du comportement de la résine, du volume annuel, de l'emplacement de l'entrée, des besoins de changement de couleur et du budget d'outillage de l'acheteur.
- Un RFQ sûr compare le coût total débarqué, pas seulement le prix du moule, car le gaspillage de matière, les temps d'arrêt, la maintenance et le risque d'échantillonnage modifient le résultat.
- Pour les programmes de production, demandez au fournisseur de montrer la réflexion sur l'écoulement du moule, la logique de disposition des canaux, le contrôle thermique et la responsabilité des corrections post-T1.
coureur à chaud1 et cold runner2 les moules d'injection résolvent la même tâche de base de différentes manières. Les deux acheminent la résine fondue de la buse de la machine vers la cavité, mais ils gèrent le système de canaux différemment. Un canal chaud maintient la résine fondue jusqu'à ce qu'elle atteigne l'entrée. Un canal froid laisse le canal refroidir avec la pièce, puis retire ce canal après le moulage.
Cette différence modifie le temps de cycle, le taux de rebut, le coût du moule, la charge de maintenance, la flexibilité de changement de couleur et la façon dont les ingénieurs conçoivent les portes. Les acheteurs entendent souvent que les canaux chauds sont toujours meilleurs, mais la réponse pratique est plus sélective. Le meilleur choix dépend du volume annuel, de la sensibilité de la résine, de la géométrie de la pièce, des aspects cosmétiques et du risque commercial que le projet peut absorber.
Utilisez ce guide comme cadre de décision pour les demandes de devis. Il explique comment chaque système fonctionne, où chacun excelle et ce qu'il faut demander avant d'approuver un conception de moules d'injection pour la production. Il relie également le choix technique à l'examen du fournisseur, car les décisions concernant les canaux de coulée sont rarement uniquement des décisions d'ingénierie.
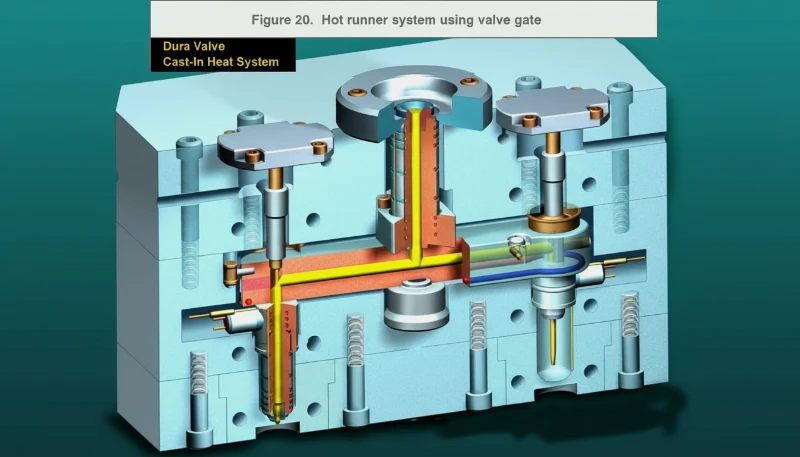 entrée à valve3 système à l'intérieur d'un moule d'injection” class=”wp-image-53434 size-full” style=”max-width:100%;height:auto;” />
entrée à valve3 système à l'intérieur d'un moule d'injection” class=”wp-image-53434 size-full” style=”max-width:100%;height:auto;” />Quelle est la différence entre les moules à canaux chauds et les moules à canaux froids ?
La principale différence est la température du canal. Un canal chaud utilise une rampe chauffée et des buses chauffées pour maintenir le plastique fondu jusqu'à l'injection. Un canal froid utilise des canaux usinés dans les plaques du moule, de sorte que la résine dans ces canaux refroidit et se solidifie avec la pièce moulée.
Dans un système à canaux froids, le canal devient une pièce physique de plastique qui doit être séparée du produit. Parfois, il peut être regranulé et réutilisé, mais cela dépend de la résine, des exigences cosmétiques et du plan qualité. Dans un système à canaux chauds, peu ou pas de déchets de canal sont produits car le plastique reste prêt pour le prochain tir.
Le compromis est le coût en capital et la complexité. Les moules à canaux chauds nécessitent des chauffages, des thermocouples, des zones de contrôle, un équilibre thermique minutieux et une discipline de maintenance accrue. Les moules à canaux froids sont plus faciles à construire, plus faciles à dépanner et souvent meilleurs pour les projets à faible volume ou sensibles aux matériaux, où un investissement en outillage plus faible importe plus que l'efficacité maximale du cycle.
« Les canaux chauds peuvent réduire les déchets plastiques lorsque le canal serait autrement volumineux. »Vrai
Le canal reste fondu, donc le moule n'éjecte pas un arbre de canal complet à chaque cycle. Cela importe surtout lorsque le poids du canal est élevé par rapport au poids de la pièce ou lorsque le coût de la résine est significatif.
“Les canaux chauds rendent automatiquement chaque moule moins cher.”Faux
Le moule lui-même coûte généralement plus cher car il nécessite un collecteur, des chauffages, des buses, un câblage et un support de contrôleur. Les économies n'apparaissent que lorsque la réduction des déchets, des cycles plus rapides ou une meilleure constance compensent le coût plus élevé de l'outillage et de la maintenance.
Comment fonctionne un moule à canaux chauds ?
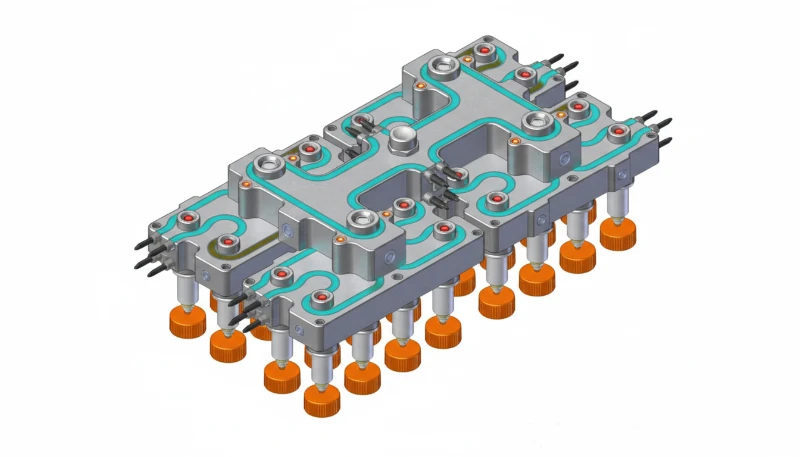
Un moule à canaux chauds est un système de canaux chauffé qui achemine la résine fondue à travers un collecteur et une disposition de buses contrôlés. Le collecteur distribue le flux vers une ou plusieurs buses, et chaque buse délivre la matière dans la cavité via une entrée. Une température de fusion stable aide à la constance du remplissage et peut réduire la variation de pression pendant le processus de moulage par injection.
Les configurations de canaux chauds peuvent utiliser des portes ouvertes ou des portes à valve. Les portes ouvertes sont plus simples et courantes lorsqu'un petit vestige de porte est acceptable. Les portes à valve offrent plus de contrôle sur le timing de la porte, le bavurage, les marques cosmétiques et le remplissage séquentiel, mais elles ajoutent une complexité mécanique. Pour les pièces multi-empreintes ou critiques pour l'apparence, ce contrôle supplémentaire peut valoir le coût.
L'ingénieur doit équilibrer le temps de séjour de la matière fondue, le cisaillement, la chute de pression, la dilatation thermique et l'accès pour l'entretien. Une mauvaise conception des canaux chauds peut causer des stries de couleur, des marques de brûlure, des bavures, un blocage de l'orifice ou une dégradation de la matière. Une bonne conception correspond au comportement de la résine, à la taille de la dose, à l'emplacement de l'orifice et au volume de production avant l'usinage de l'acier du moule.
Dans notre usine de Shanghai, nous exploitons 47 machines de moulage par injection de 90T à 1850T et soutenons la fabrication de moules en interne, donc le choix du canal est examiné en fonction de la taille de la presse, du comportement de la résine et de la maintenance de la production plutôt que du seul temps de cycle théorique.
Comment fonctionne un moule à canaux froids ?
Un moule à canaux froids est un système de canaux non chauffé qui déplace la résine de la carotte à l'entrée à travers des canaux usinés dans les plaques du moule. Après le remplissage, le canal refroidit en même temps que la pièce moulée. Lorsque le moule s'ouvre, la pièce et le canal sont éjectés ensemble ou via une disposition de séparation à trois plaques.
Cette structure est plus simple et plus tolérante. Les outilleurs peuvent usiner le canal directement dans les plaques du moule, ajuster la taille de la porte et résoudre les problèmes d'écoulement sans gérer les composants électriques des canaux chauds. C'est pourquoi les moules à canaux froids sont encore courants pour les prototypes, la production à faible volume, les pièces simples et les programmes avec des changements fréquents de matière ou de couleur.
L'inconvénient est visible à chaque tir : le canal consomme de la matière et du temps de manutention. Si le canal est épais ou si la résine est chère, le coût sur la durée de vie peut augmenter rapidement. Si la pièce est cosmétique, le recyclage peut ne pas être autorisé. Si le cycle est à haut volume, l'ébavurage ou la séparation des canaux peut aussi devenir un problème caché de main-d'œuvre et d'automatisation.

Quand devriez-vous choisir un moule à canaux chauds ?
Choisissez un canal chaud lorsque le volume de production est suffisamment élevé pour justifier le coût supplémentaire du moule. Plus le volume est important, plus l'économie de matière, le temps de cycle plus court, la main-d'œuvre d'ébarbage réduite et l'équilibre constant des empreintes deviennent importants. Les canaux chauds sont particulièrement utiles lorsque le poids du canal serait important par rapport au poids de la pièce.
Les canaux chauds ont également du sens lorsque la pièce a plusieurs portes, des exigences cosmétiques strictes ou de nombreuses empreintes nécessitant un remplissage équilibré. Les systèmes à portes à valve peuvent offrir une meilleure apparence de porte et un contrôle séquentiel. Dans les moules familiaux ou les grandes pièces, ils peuvent aider à gérer les fronts d'écoulement et la pression de compactage plus précisément.
Ne choisissez pas un système à canaux chauds uniquement parce qu'il semble avancé. Les résines sensibles à la chaleur, les changements de couleur fréquents, les séries à faible volume et les capacités de maintenance limitées peuvent transformer un canal chaud en une responsabilité. La bonne décision doit provenir des données sur la résine, du volume prévu, des exigences de l'entrée, des risques d'échantillonnage et d'un plan de maintenance réaliste.
| Facteur de décision | Hot runner mold | Moule à canaux froids |
|---|---|---|
| Tooling cost | Coût initial plus élevé dû au collecteur, aux chauffages, au câblage et aux zones de contrôle | Coût initial inférieur car le canal est usiné dans les plaques du moule |
| Material waste | Faible déchet de canal lorsqu'il est correctement conçu | Le déchet de canal est produit à chaque cycle et peut nécessiter un ébarbage |
| Maintenance | Nécessite un chauffage, une buse, une thermocouple et une gestion des fuites | Maintenance plus simple avec moins de composants électriques |
| Best fit | Programmes à haut volume, multi-empreintes, cosmétiques ou économisant de la matière | Faible volume, prototypes, pièces simples ou changements de couleur fréquents |
Quand choisir un moule à canaux froids ?
Choisissez un canal froid lorsque le budget de l'outillage doit rester limité, le volume de production est modéré ou la conception est encore en évolution. Un moule à canaux froids permet à l'équipe d'échantillonner rapidement, d'ajuster les dimensions du canal et de l'entrée, et d'éviter les exigences de service d'un collecteur chauffé. C'est souvent le choix pratique initial pour les projets en phase de démarrage.
Les canaux froids peuvent également être plus sûrs pour les matériaux qui ne tolèrent pas un long temps de séjour dans une rampe chauffée. Certaines résines se dégradent, se décolorent ou deviennent instables lorsque l'exposition à la chaleur est trop longue. Dans ces cas, un chemin de canal simple et un changement de matériau plus rapide peuvent réduire le risque davantage qu'un cycle théoriquement plus rapide.
Cependant, les acheteurs doivent calculer le coût réel des déchets de canaux. Un canal froid peut sembler moins cher lors du devis du moule, puis devenir coûteux après des milliers de cycles. Le calcul doit inclure le coût de la résine, les limites de recyclage, la main-d'œuvre, l'ébavurage, le risque qualité et si le canal peut être séparé proprement par l'automatisation.
« Les canaux froids sont souvent meilleurs pour les prototypes et les conceptions changeantes. »Vrai
Ils sont plus simples à usiner, plus faciles à modifier et moins dépendants de composants dédiés pour canaux chauds. Cette flexibilité est précieuse avant que la conception de la pièce, le matériau et le volume annuel ne soient stabilisés.
« Les déchets de canaux froids sont toujours inoffensifs car ils peuvent être regranulés. »Faux
Le regranulat n'est pas toujours autorisé. Les pièces esthétiques, les produits réglementés, les résines chargées de verre, les pièces critiques pour la couleur et les exigences mécaniques strictes peuvent limiter ou interdire la réutilisation de la matière des canaux.
Comment les acheteurs doivent-ils comparer le coût total ?
Le coût total est la somme du coût de l'outillage, du temps de cycle, du gaspillage de matière, de la maintenance, des temps d'arrêt et du risque de rebut. Un canal chaud peut coûter plus cher au lancement mais économiser de l'argent en production à grand volume. Un canal froid peut coûter moins cher au lancement mais réduire la marge à cause du gaspillage et de la main-d'œuvre si le projet prend de l'ampleur. Comparez cela avec machine de moulage par injection à vis hypothèses avant l'approbation finale.
Demandez au fournisseur de présenter ses hypothèses. Le RFQ doit indiquer le poids des canaux, le temps de cycle estimé, le prix de la résine, le nombre d'empreintes, les pièces de maintenance et le volume annuel prévu. Si ces hypothèses sont absentes, le prix du moule cité n'est qu'une réponse partielle. Une supplier sourcing guide aide à comparer à la fois la conception technique et le risque commercial.
La comparaison la plus claire est un modèle de seuil de rentabilité. Estimez le coût supplémentaire du moule à canaux chauds, puis divisez-le par les économies par cycle attendues sur la matière et le temps de cycle. Si le retour sur investissement est rapide et que le fournisseur peut maintenir le système, le canal chaud peut être justifié. Si le retour est faible ou que le risque de conception est élevé, le canal froid peut être plus judicieux.
Quelles questions d'ingénierie doivent être posées avant l'approbation finale ?
L'approbation technique est le moment où les acheteurs remettent en question l'emplacement de l'entrée, la perte de charge et la justification de la disposition des canaux. Le fournisseur doit expliquer comment le système de canaux choisi préserve la qualité de la pièce, y compris les risques tels que mold shrinkage, pas seulement comment il réduit le coût du moule.
Pour les moules à canaux chauds, renseignez-vous sur les zones chauffantes, les pièces de rechange, la prévention des fuites, l'accès aux buses, la compatibilité du contrôleur et la procédure de changement de couleur. Pour les moules à canaux froids, renseignez-vous sur le poids des canaux, l'ébarbage de l'attache, l'autorisation de regranulat, l'équilibre des canaux et si une séparation à trois plateaux est nécessaire. Dans nos revues de production, ces questions révèlent les futurs problèmes de production avant qu'ils ne deviennent des modifications tardives de l'outillage.
Vérifiez également le plan d'échantillonnage. Les problèmes liés aux canaux apparaissent souvent lors des essais T0 ou T1 sous forme de courts-tirs, de déplacement de ligne de soudure, de retassures, de marques d'attache, de bavures ou d'instabilité de pression. Nos ingénieurs recommandent de définir le chemin de correction avant l'échantillonnage, y compris la revue des données, les modifications en acier sûr et la responsabilité claire pour les ajustements post-échantillonnage.
Quelle est la recommandation pratique ?
La recommandation pratique est définie par la fonction, les contraintes et les compromis expliqués dans cette section. Utilisez les moules à canaux chauds pour des programmes stables à volume plus élevé où l'économie de matière, l'efficacité du cycle, le contrôle de l'attache et l'équilibre des empreintes peuvent rembourser le coût d'outillage plus élevé. Utilisez les moules à canaux froids pour les projets à volume plus faible, flexibles ou à un stade précoce où la simplicité, le coût de lancement plus bas et la facilité de modification sont plus importants.
La meilleure décision n'est pas de choisir entre chaud et froid de manière isolée. C'est le système de canaux qui correspond le mieux à la résine, à la géométrie de la pièce, au volume de production, aux exigences esthétiques, à la capacité de maintenance et à la trésorerie de l'acheteur. Un bon fournisseur doit expliquer ce compromis en chiffres et dans la logique de conception du moule avant de vous demander d'approuver l'outillage.
Si votre projet se situe entre les deux choix, demandez deux scénarios dans l'appel d'offres. L'un doit chiffrer une solution simple à canaux froids, et l'autre doit chiffrer une solution à canaux chauds ou à attache à valve avec les économies estimées en matériau et en temps de cycle. Comparer ces scénarios permet une décision plus claire que de se fier à un seul devis.
« Le choix du bon système de canaux est une décision commerciale autant qu'une décision technique. »Vrai
La conception des canaux affecte le prix du moule, le coût des matériaux, le temps de cycle, la manipulation par l'opérateur, la planification de la maintenance et le risque de modifications tardives de l'outillage. Les services d'ingénierie et d'approvisionnement doivent l'examiner ensemble.
« Le prix de moule le plus bas dans un devis est toujours le coût de production le plus bas. »Faux
Un moule à canaux froids moins cher peut devenir plus coûteux si les rebuts de canaux, la main-d'œuvre de finition, les cycles plus lents ou les corrections de qualité dépassent les économies réalisées sur le prix initial de l'outillage.
Questions fréquemment posées
Un moule à canaux chauds est-il toujours meilleur qu'un moule à canaux froids ?
Non. Un moule à canaux chauds n'est meilleur que lorsque ses économies et son contrôle de processus justifient le coût supplémentaire d'outillage et de maintenance. Il peut réduire les déchets de canaux, améliorer l'équilibre des empreintes et permettre une automatisation plus propre, mais il ajoute également des éléments chauffants, des contrôleurs, des buses et un risque de fuite. Pour les projets à faible volume, les conceptions instables, les résines sensibles à la chaleur ou les changements de couleur fréquents, un moule à canaux froids peut être le choix le plus pratique et le moins risqué. Les acheteurs doivent comparer le volume annuel, le prix de la résine, le poids prévu des canaux, la capacité de maintenance et le risque d'échantillonnage avant d'approuver le système de canaux final.
Pourquoi un moule à canaux chauds coûte-t-il plus cher au début ?
Un moule à canaux chauds nécessite un collecteur chauffé, des buses, des thermocouples, un câblage, une isolation, des détails d'étanchéité et un matériel de contrôle de température. La conception du moule nécessite également plus de revue d'ingénierie car l'équilibre thermique, la perte de charge, le temps de séjour et l'accès pour la maintenance doivent être corrects. Ces pièces et ces heures de conception augmentent le devis initial, même si le système peut réduire les déchets de matière ou le temps de cycle pendant la production. La vraie question est de savoir si ces économies se répètent suffisamment souvent pour rembourser le coût plus élevé du moule pendant la durée de production prévue.
Quand un moule à froid reste-t-il le meilleur choix ?
Un moule à canaux froids est souvent le meilleur choix lorsque le volume du projet est faible ou moyen, la conception de la pièce peut encore changer, ou le client veut le chemin de lancement le plus simple. Il est également utile lorsque les changements de matériau et de couleur sont fréquents. L'essentiel est de vérifier le poids des canaux et les règles de recyclage. Si les déchets de canaux sont petits ou réutilisables, l'économie des canaux froids peut rester solide. Les canaux froids facilitent également les changements d'outillage lors des premiers échantillons, car moins de composants chauffés doivent être redessinés ou réparés.
Comment les acheteurs peuvent-ils calculer le seuil de rentabilité ?
Commencez par le coût supplémentaire du système de canaux chauds. Ensuite, estimez les économies par cycle grâce à la réduction de matière dans les canaux, au temps de cycle plus court, à la main-d'œuvre de finition réduite et aux pertes de qualité moindres. Divisez le coût supplémentaire de l'outillage par ces économies pour estimer le retour sur investissement. Si le retour est rapide et que le fournisseur peut maintenir le système de manière fiable, l'outillage à canaux chauds peut être justifié pour la production. Si le retour dépend d'économies de cycle irréalistes ou d'un volume incertain, le choix d'un canal froid peut protéger la trésorerie et réduire le risque de lancement.
Que doit inclure un appel d'offres pour la comparaison de systèmes de coulée ?
L'appel d'offres doit inclure le volume annuel, la qualité de la résine, la fréquence des changements de couleur, le poids de la pièce, les exigences esthétiques, le nombre d'empreintes, le temps de cycle prévu, l'estimation du poids des canaux, l'emplacement de l'attache, et toute exigence d'automatisation. Demandez au fournisseur d'expliquer pourquoi le système de canaux recommandé correspond à ces contraintes. Une réponse solide doit relier la conception du moule, le risque d'échantillonnage, la maintenance et le coût de production à long terme. Elle doit également préciser quelles données seront vérifiées lors des essais T0 ou T1 et qui est responsable des corrections liées aux canaux après l'échantillonnage. Cela empêche le devis du moule de cacher des hypothèses techniques qui affecteront le coût de production réel.
-
hot runner: Le canal chaud est un système de canaux chauffé qui maintient le plastique à l'état fondu entre la buse de la machine et l'entrée du moule. ↩
-
cold runner: Le canal froid désigne un système de canaux non chauffé où le canal refroidit et est éjecté avec la pièce moulée. ↩
-
valve gate: L'attache à valve est un style d'attache contrôlé qui utilise une goupille pour ouvrir et fermer l'écoulement de matière à l'entrée de l'empreinte. ↩





