 Skip to content
Skip to content 

| Feature | DLP | SLA | MSLA (LCD) |
|---|---|---|---|
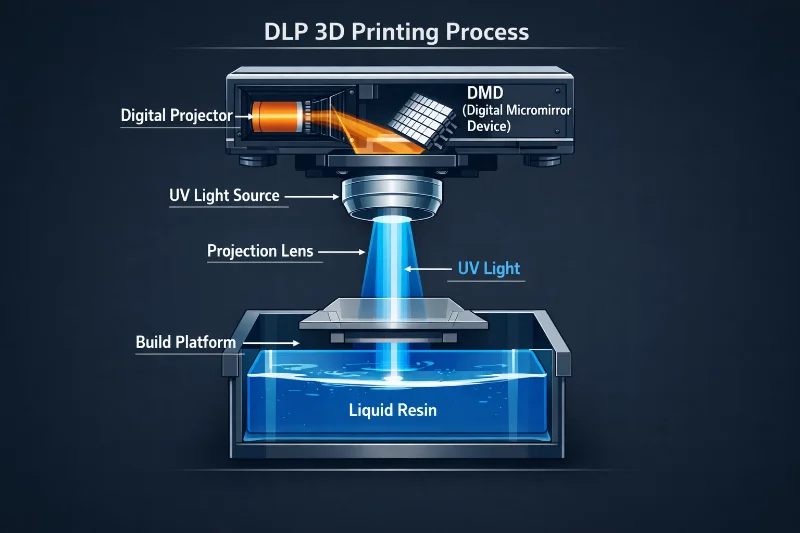
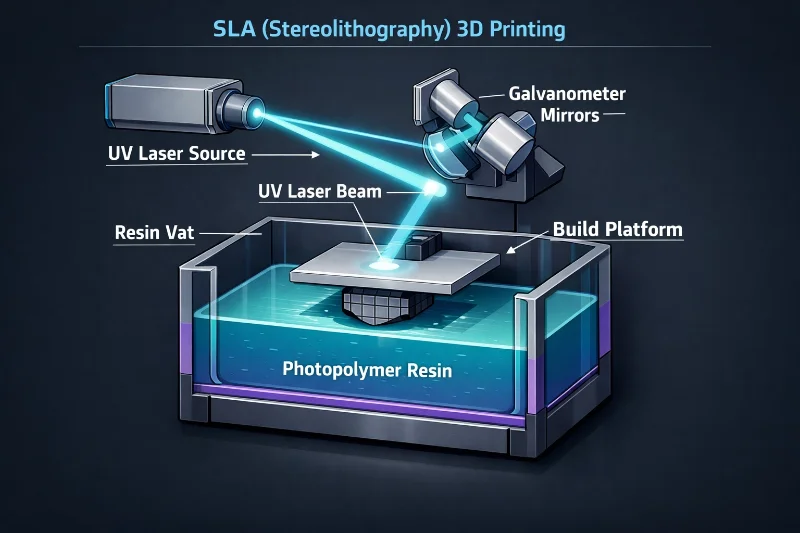
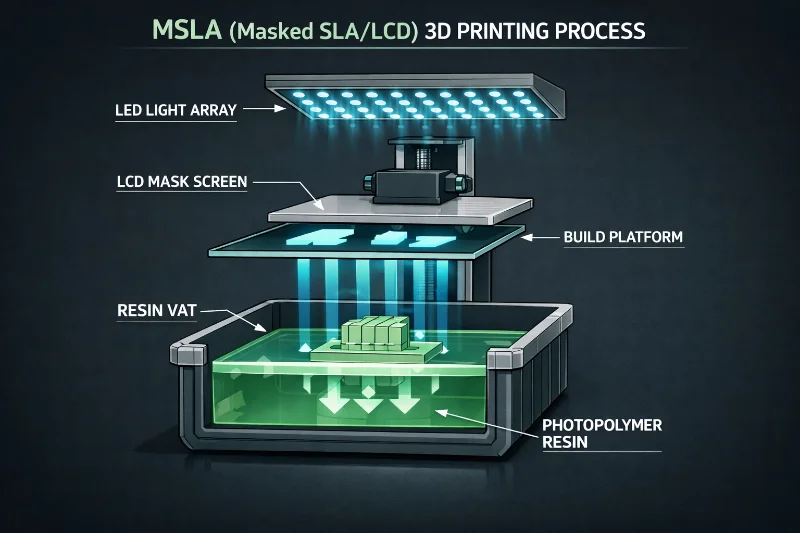
| Light Source | Digital Projector Screen (UV) | UV Laser | LED array with LCD masking screen |
| Accuracy | Highest (Voxels). Excellent edge sharpness. | High. Laser spot size defines detailing. | Medium-High. Limited by LCD pixel density. |
| Speed | Fast. Cures the whole layer at once. Unaffected by quantity. | Slow. Laser must trace every part outline and fill. | Fast. Similar mechanism to DLP. |
| Surface Finish | Very Smooth. Potential for voxel lines (rectified by anti-aliasing). | Very Smooth. No pixel lines. | Smooth, but pixelation can occur on lower-end machines. |
| Durability | Industrial grade. Long projector lifespan. | Laser degradation over time. | LCD screens are consumables (wear out fast). |
| Best For | Intricate Jewelry, Dental, Small Engineering Parts. | Large Prototypes, Clear Parts. | Hobbyist, Low-cost prototyping. |
Verdict for Buyers
If your project requires tight tolerances, intricate details (like jewelry settings), or small-batch production speed, DLP is the superior industrial choice. For large-scale prototyping with exceptional clarity, SLA excels. For budget-conscious hobbyists and rapid iteration, MSLA offers the best value proposition.
DLP and MSLA cure entire layers simultaneously, making them significantly faster than SLA's point-by-point laser approach.
SLA delivers the smoothest surface finish with zero pixelation, ideal for applications requiring optical clarity and premium aesthetics.
MSLA offers the lowest entry cost with competitive performance, making it perfect for learning and experimentation.


Standard Resins
(Rapid Prototyping)
Characteristics: Optimized for speed and ultra-high resolution. These resins deliver crisp details and a smooth, "injection-molded" finish with minimal post-processing.
Best For:
Aesthetic mock-ups, architectural models, and high-fidelity visual prototypes.
Available Pallet:
Opaque (White, Grey, Black) and Optically Clear.
Engineering & Tough Resins
(Functional Simulants)
Characteristics: Formulated to mimic the mechanical properties of ABS or Polypropylene (PP). These materials offer a balance of high impact strength, elongation, and durability.
Best For:
Functional housings, snap-fit assemblies, and rugged jigs or fixtures that require repeated use.

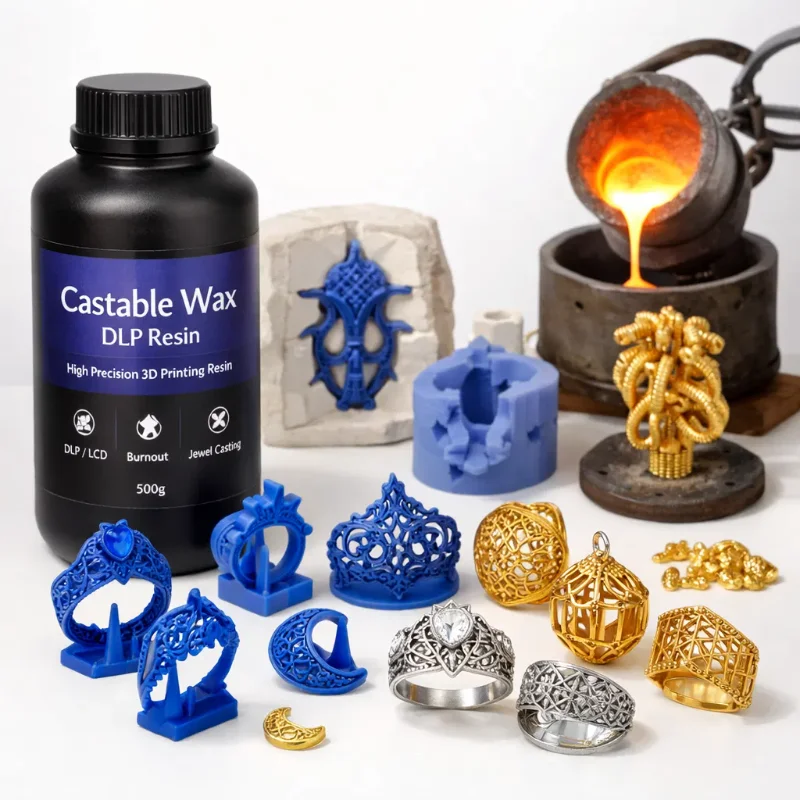
Castable Wax Resins
(Precision Casting)
Characteristics: Infused with liquid wax to ensure a clean, ash-free burnout. This material captures intricate filigree and complex geometries that traditional carving cannot reach.
Best For:
Direct investment casting for high-end jewelry (Gold, Silver, Platinum) and precision industrial components.
Dental & Bio-Compatible
(Medical Grade)
Characteristics: Rigorously tested and certified (Class I & IIa). These resins are designed for safety, sterilization, and long-term intraoral stability.
Best For:
Surgical drill guides, clear aligners, orthodontic splints, and temporary crowns.


High-Temp & Ceramic
(Extreme Performance)
Characteristics: Designed for extreme environments, boasting Heat Deflection Temperatures (HDT) up to 280°C. Ceramic reinforcement provides exceptional stiffness and minimal thermal expansion.
Best For:
Under-the-hood automotive testing, mold tooling for low-temp injection, and fluid dynamics testing.








Professional Surface Smoothing
Beyond standard support removal, we offer:

Transparent Resin Processing
Raw clear resin prints look frosted/icy. To achieve glass-like transparency:

Painting and Plating Services
Professional color and metallic finishes for your parts.
Fast-Track Production
Your orders are sent straight into production the moment they are placed, guaranteeing rapid processing for your time-sensitive projects.

How Can Manufacturers Effectively Reduce Costs in Injection Molded Part Production?
Key Takeaways – Material selection and wall thickness optimization are the primary drivers for reducing piece-part costs. – Investing in higher-quality tooling (Class 101/102) can lower long-term unit costs through

Family Molds vs. MUD Systems: Which Strategy Best Manages Multi-Part Injection Molding Projects?
Key Takeaways – Family molds produce multiple different parts in one shot, but a single compromised process window affects all cavities simultaneously. – MUD (Master Unit Die) systems use interchangeable

What is a High-Speed Injection Molding Machine?
Key Takeaways – A high-speed injection molding machine is defined by injection speed4s of 300–600 mm/s and clamp speeds exceeding 500 mm/s, compared to 100–200 mm/s for standard machines—enabling cycle

