 تخطي إلى المحتوى
تخطي إلى المحتوى 
Precision Custom PMMA & Acrylic Injection Molding Solutions
Unmatched optical clarity and engineering precision for your most demanding transparent component requirements.
Resources for The Complete Guide to PMMA & Acrylic Injection Molding
What is Polymethyl Methacrylate (PMMA) or Acrylic?

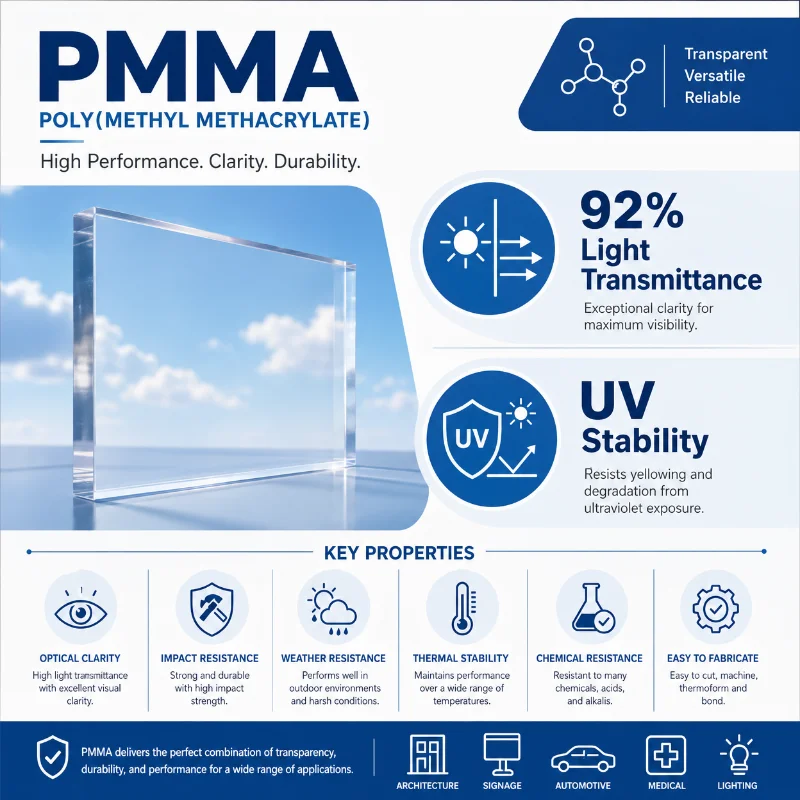
Polymethyl Methacrylate (PMMA), commonly known as acrylic or Optical Grade Acrylic, is a transparent thermoplastic engineered for applications where clarity, weather resistance, and surface finish are critical. For your project, PMMA offers a unique combination of glass-like transparency and polymer processability. With a light transmittance of up to 92% and a refractive index of 1.49, it is one of the clearest plastics available—making it ideal for optical lenses, light guides, and display covers.
Unlike amorphous polymers that tolerate wide processing windows, PMMA is highly sensitive to thermal history and moisture. Its molecular structure lacks internal flexibility, which is why it delivers rigidity and scratch resistance—but also why it is prone to internal stress and brittleness.
What are the Different Types and Grades of PMMA Materials?
Not all PMMA materials perform the same, and selecting the right grade is critical for meeting your optical, mechanical, and environmental requirements. PMMA is broadly categorized into general-purpose, optical-grade, impact-modified, and UV-stabilized variants.
1. General-purpose PMMA:
Suitable for non-critical visual components where cost efficiency is a priority.
2. Optical-grade PMMA:
Engineered for high clarity and minimal internal distortion. This is essential for your lenses, light diffusers, or precision display components.
3. Impact-modified PMMA:
Contains elastomeric modifiers to improve toughness, though at the expense of optical clarity.
4. UV-resistant PMMA:
Designed for outdoor applications, maintaining transparency and color stability over long exposure periods.
For your Bespoke PMMA Components, the selection often depends on a balance between clarity and durability. For example, if your product must withstand mechanical stress, impact-modified grades may be considered—but if optical precision is critical, pure PMMA with strict processing control is the better choice.
Additionally, PMMA can be supplied in extrusion-grade or injection-grade forms. Injection-grade PMMA is optimized for controlled melt flow and minimal degradation, ensuring consistent replication of high-polish mold surfaces.
What are the Core Characteristics and Physical Properties of Acrylic?
PMMA’s core characteristics define both its advantages and its processing challenges. For your application, these properties directly influence design decisions, tooling requirements, and molding strategies.
- Specific Gravity: ~1.18 g/cm³ (lighter than glass, reducing overall product weight)
- Light Transmittance: Up to 92%, higher than most transparent plastics
- Refractive Index: 1.49, enabling efficient light transmission and control
- Water Absorption: ~0.3–0.4%, indicating moderate hygroscopic behavior
This hygroscopic nature is particularly important. If your material is not properly dried (typically 80–90°C for 3–4 hours), moisture will vaporize during injection, leading to silver streaks, bubbles, and molecular chain degradation. These defects are especially visible in transparent parts and can compromise both aesthetics and structural integrity.
PMMA also exhibits excellent UV stability and weather resistance. Unlike many plastics, it does not yellow easily, making it ideal for outdoor optical applications. However, its relatively low heat distortion temperature means your design must account for thermal exposure during use.
Key Technical Properties of PMMA
When engineering your component, understanding PMMA’s technical performance is essential for predicting behavior under load, temperature, and environmental conditions.
| الخصائص الفيزيائية | متري | اللغة الإنجليزية |
|---|---|---|
| الكثافة | 0.700 - 1.30 g/cc | 0.0253 - 0.0470 lb/in³ |
| امتصاص الماء | 0.300 - 2.00 % | 0.300 - 2.00 % |
| امتصاص الرطوبة عند التوازن | 0.300 - 0.600 % | 0.300 - 0.600 % |
| امتصاص الماء عند التشبع | 0.300 - 2.20 % | 0.300 - 2.20 % |
| انكماش القالب الخطي | 0.00200 - 0.00800 cm/cm | 0.00200 - 0.00800 in/in |
| التدفق الذائب | 0.112 - 40.0 g/10 min | 0.112 - 40.0 g/10 min |
| المقاوماتية الكهربائية | 1.00e+10 - 1.00e+17 ohm-cm | 1.00e+10 - 1.00e+17 ohm-cm |
| مقاومة السطح | 2.60e+9 - 1.00e+16 ohm | 2.60e+9 - 1.00e+16 ohm |
| ثابت العزل الكهربائي | 2.44 - 4.00 | 2.44 - 4.00 |
| قوة العزل الكهربائي | 15.0 - 60.0 kV/mm | 380 - 1520 kV/in |
| عامل التبديد | 0.0200 - 0.190 | 0.0200 - 0.190 |
| مؤشر التتبع المقارن | 600 V | 600 V |
| Specific Heat Capacity | 1.46 - 1.50 J/g-°C | 0.349 - 0.359 BTU/lb-°F |
| التوصيل الحراري | 0.187 - 0.216 W/m-K | 1.30 - 1.50 وحدة حرارية بريطانية-بوصة/ساعة-قدم مربع-درجة فهرنهايت |
| درجة الحرارة القصوى للخدمة، الهواء | 50.0 - 100 درجة مئوية | 122 - 212 درجة فهرنهايت |
| درجة حرارة الانحراف عند 0.46 ميجاباسكال (66 رطل لكل بوصة مربعة) | 73.0 - 109 درجة مئوية | 163 - 228 درجة فهرنهايت |
| درجة حرارة الانحراف عند 1.8 ميجا باسكال (264 رطل لكل بوصة مربعة) | 51.7 - 106 درجة مئوية | 125 - 223 درجة فهرنهايت |
| نقطة تليين فيكات | 58.3 - 119 درجة مئوية | 137 - 246 درجة فهرنهايت |
| درجة حرارة التشوه الحراري | 85.0 - 105 درجة مئوية | 185 - 221 درجة فهرنهايت |
| درجة حرارة التحول الزجاجي، Tg | 102 - 122 درجة مئوية | 216 - 252 درجة فهرنهايت |
| القابلية للاشتعال، UL94 | HB | HB |
| مؤشر الأكسجين | 18.0 % | 18.0 % |
| اختبار سلك التوهج | 650 - 700 درجة مئوية | 1200 - 1290 درجة فهرنهايت |
| درجة حرارة المعالجة | 177 - 265 درجة مئوية | 350 - 509 درجة فهرنهايت |
| درجة حرارة الفوهة | 193 - 260 درجة مئوية | 380 - 500 درجة فهرنهايت |
| درجة حرارة المحول | 230 - 240 درجة مئوية | 446 - 464 درجة فهرنهايت |
| درجة حرارة القالب | 220 - 260 درجة مئوية | 428 - 500 درجة فهرنهايت |
| درجة حرارة الذوبان | 150 - 260 درجة مئوية | 302 - 500 درجة فهرنهايت |
| درجة حرارة القالب | 30.0 - 107 درجة مئوية | 86.0 - 225 درجة فهرنهايت |
| درجة حرارة اللفة | 80.0 - 100 درجة مئوية | 176 - 212 درجة فهرنهايت |
| درجة حرارة التجفيف | 60.0 - 109 درجة مئوية | 140 - 228 درجة فهرنهايت |
| ضغط الحقن | 58.8 - 147 ميجاباسكال | 8530 - 21300 رطل لكل بوصة مربعة |
| درجة حرارة التلدين | 60.0 - 90.0 درجة مئوية | 140 - 194 درجة فهرنهايت |
توفر صلابة البولي ميثيل ميثاكريلات استقرارًا أبعاديًا ممتازًا، وهو مفيد للمكونات الدقيقة. ومع ذلك، هذا يعني أيضًا أن لديها مقاومة منخفضة للصدمات، مما يجعلها أكثر عرضة للتشقق تحت الضغط المفاجئ.
لتطبيقاتك البصرية، فإن التحكم في الإجهاد الداخلي أمر بالغ الأهمية. يمكن لمعلمات القولبة بالحقن غير المناسبة—مثل سرعة الحقن المفرطة أو درجة حرارة القالب المنخفضة—أن تسبب إجهادًا متبقياً، والذي يظهر لاحقًا على شكل تشقق أو شقوق مجهرية.
لضمان النتائج المثلى، يجب استخدام تحليل تدفق القالب المتقدم خلال مرحلة التصميم. هذا يسمح لك بتوقع سلوك التدفق، وتحسين مواقع البوابات، وتقليل خطوط اللحام أو فخاخ الهواء.
What are the Primary Advantages and Limitations of Acrylic Injection Molding?
لإستراتيجية التصنيع الخاصة بك، يقدم قولبة الحقن من البولي ميثيل ميثاكريلات مزايا مميزة—ولكنه يتطلب أيضًا معالجة دقيقة.
وضوح بصري استثنائي
نفاذية الضوء تصل إلى 92%، مثالية للعديدات وتطبيقات العرض عالية الجودة.
نسخ ممتاز للسطح
يتيح إنهاء سطح مرآوي مباشرة من القالب، مما يقلل تكاليف المعالجة اللاحقة.
مقاومة قوية للأشعة فوق البنفسجية والعوامل الجوية
Superior outdoor stability compared to PC, resistant to yellowing over time.
ثبات أبعاد جيد
Low shrinkage rate ensures precision parts with tight tolerances.
Brittleness & Low Impact Resistance
More prone to cracking than PC; not recommended for high-impact applications.
Moisture Sensitivity
Requires thorough pre-drying; moisture can cause silver streaks and bubbles.
High Internal Stress Risk
Improper processing can lead to stress cracking, requiring careful parameter control.
Strict Processing Requirements
Demands high-quality tooling and precise process control to achieve optimal results.
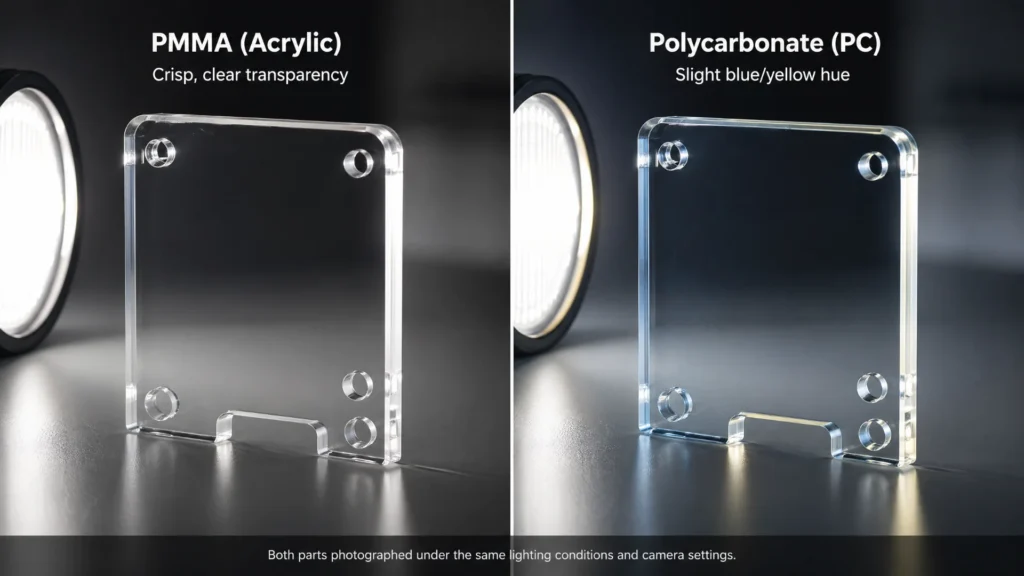
PMMA vs. Polycarbonate (PC): Which Material Should You Choose?
Choosing between PMMA and polycarbonate (PC) depends on your performance priorities. Both are transparent plastics, but they serve different engineering needs.
| الممتلكات | PMMA (Acrylic) | الكمبيوتر الشخصي (بولي كربونات) |
|---|---|---|
| Light Transmittance | ~92% | ~88–90% |
| مقاومة الصدمات | منخفضة | عالية جداً |
| Scratch Resistance | ممتاز | معتدل |
| التكلفة | Lower | أعلى |
| UV Resistance | ممتاز | Requires coating |
If your project prioritizes الوضوح البصري, تشطيب السطحو UV stability, PMMA is the better choice.
If your application involves الإجهاد الميكانيكي أو impact (e.g., safety shields), PC may be more suitable.
تبرز تكلفة FDM المناسبة للدفعات الصغيرة واحتياجات النماذج الأولية، بينما يتفوق SLS في قابلية التوسع والتشكيلات المعقدة للإنتاج المتسلسل.
Learn everything about FDM 3D printing, from how it works to its applications across industries. Upload your model for a quote today!

Resources for The Complete Guide to PMMA & Acrylic Injection Molding
Can PMMA (Acrylic) Materials be Injection Molded?
Lorem ipsum dolor sit amet, consectetur adipiscing elit. Ut elit tellus, luctus nec ullamcorper mattis, pulvinar dapibus leo.
What are the Common Applications of Custom Acrylic Injection Molding?
Lorem ipsum dolor sit amet, consectetur adipiscing elit. Ut elit tellus, luctus nec ullamcorper mattis, pulvinar dapibus leo.
Essential Design Guidelines for PMMA Injection Molded Parts
Lorem ipsum dolor sit amet, consectetur adipiscing elit. Ut elit tellus, luctus nec ullamcorper mattis, pulvinar dapibus leo.
How to Selecting the Right Mold Steel (S136 vs. NAK80) for Mirror-Finish PMMA?
Lorem ipsum dolor sit amet, consectetur adipiscing elit. Ut elit tellus, luctus nec ullamcorper mattis, pulvinar dapibus leo.
Common Issues in Acrylic Injection Molding and Solutions
Lorem ipsum dolor sit amet, consectetur adipiscing elit. Ut elit tellus, luctus nec ullamcorper mattis, pulvinar dapibus leo.
Post-Processing Options for Custom Acrylic Parts
What file formats do you accept for FDM printing orders?
We accept STL, STEP, OBJ, and IGES formats. STEP is recommended for complex assemblies as it retains dimensional accuracy.
اكتشف تقنية FDM للأجزاء المخصصة. حسّن التصاميم، اختر المواد، واحصل على عروض الأسعار للنماذج الأولية المتينة واحتياجات التصنيع.
There is no minimum order quantity. We support single prototype orders as well as batch production runs.
How do you ensure dimensional accuracy and consistency across multiple parts?
Each batch undergoes quality inspection using calibrated measuring tools. We maintain tolerances of ±0.1mm or 0.2% of part dimension.
What is the typical lead time for FDM orders?
Standard orders are fulfilled within 3–5 business days. Rush orders can be accommodated within 24–48 hours depending on complexity and volume.
Can you sign an NDA to protect our design files and intellectual property?
Yes. We routinely sign NDAs prior to receiving any design files and all data is handled under strict confidentiality protocols.
Do you provide material certifications or test reports for engineering-grade filaments?
Yes. Material datasheets and certifications are available for engineering-grade materials including PETG, Nylon, and Polycarbonate upon request.
Can FDM parts be used as end-use production components, or only for prototyping?
FDM parts can serve as functional end-use components, especially in low-volume production, jigs, fixtures, and enclosures — not just prototypes.
How do you handle design issues or DFM concerns before printing?
Our engineering team reviews every submitted file and proactively flags potential issues such as wall thickness, unsupported overhangs, or tolerance conflicts before production begins.
Frequently Asked Questions (FAQs)
What file formats do you accept for FDM printing orders?
We accept STL, STEP, OBJ, and IGES formats. STEP is recommended for complex assemblies as it retains dimensional accuracy.
اكتشف تقنية FDM للأجزاء المخصصة. حسّن التصاميم، اختر المواد، واحصل على عروض الأسعار للنماذج الأولية المتينة واحتياجات التصنيع.
There is no minimum order quantity. We support single prototype orders as well as batch production runs.
How do you ensure dimensional accuracy and consistency across multiple parts?
Each batch undergoes quality inspection using calibrated measuring tools. We maintain tolerances of ±0.1mm or 0.2% of part dimension.
What is the typical lead time for FDM orders?
Standard orders are fulfilled within 3–5 business days. Rush orders can be accommodated within 24–48 hours depending on complexity and volume.
Can you sign an NDA to protect our design files and intellectual property?
Yes. We routinely sign NDAs prior to receiving any design files and all data is handled under strict confidentiality protocols.
Do you provide material certifications or test reports for engineering-grade filaments?
Yes. Material datasheets and certifications are available for engineering-grade materials including PETG, Nylon, and Polycarbonate upon request.
Can FDM parts be used as end-use production components, or only for prototyping?
FDM parts can serve as functional end-use components, especially in low-volume production, jigs, fixtures, and enclosures — not just prototypes.
How do you handle design issues or DFM concerns before printing?
Our engineering team reviews every submitted file and proactively flags potential issues such as wall thickness, unsupported overhangs, or tolerance conflicts before production begins.

حقن البلاستيك بالضغط: العملية، المعلمات والعيوب
Key Takeaways PP requires no pre-drying — moisture absorption below 0.01% makes it the fastest-setup semi-crystalline resin. Optimal PP parameters: melt 200–260°C, mold 20–80°C, injection pressure 70–120 MPa; deviations cause

أي أنواع الصلب المقاوم للتآكل للقوالب تقدم أفضل أداء في حقن القوالب؟
عند تصنيع أجزاء البلاستيك1 التي تتضمن موادًا أكالة—مثل PVC، أو الفلوروبوليمرات، أو الراتنجات المملوءة بالزجاج—تتدهور قوالب الصلب القياسية بسرعة. اختيار الفولاذ المقاوم للتآكل المناسب يمكن أن يعني الفرق بين أداة

التحقق من عملية صب الحقن: دليل شامل للمهندسين
النقاط الرئيسية: يتبع التحقق من العملية ثلاث مراحل: IQ وOQ وPQ. التحقق مطلوب قانونيًا للأجزاء الطبية وأجزاء السيارات. التحقق الذي يتم إجراؤه بشكل جيد يوفر أموالًا أكثر مما يكلفه.
حلول التحسين المقدمة مجاناً
- تقديم ملاحظات التصميم والحلول المثلى
- تحسين الهيكلية وتقليل تكاليف القوالب
- تحدث مباشرةً مع المهندسين وجهاً لوجه

