 Skip to content
Skip to content 
Custom PE Injection Molding Factory
Explore our custom PE injection molding manufacturing with in-depth guides and expert solutions. Optimize your design and boost efficiency today!

Resources for The Complete Guide to PE Injection Molding
What is Polyethylene (PE)?
Polyethylene (PE) is one of the most widely used thermoplastic polymers in the world. It is produced from the polymerization of ethylene monomers (with the repeating unit –CH₂–CH₂–, often written as (C₂H₄)ₙ) and belongs to the polyolefin family. PE is known for its versatility, durability, and cost-effectiveness, which have made it indispensable in many industries—from packaging to automotive and medical applications.
Polyethylene’s blend of low cost, chemical resistance, flexibility, and durability has established it as a cornerstone material in modern manufacturing and consumer products. Whether it is used to create flexible packaging films or robust industrial pipes, the ability to tailor its properties through variations in molecular structure and processing methods ensures that PE continues to meet diverse and evolving technological and environmental demands.
What are the different types of PE materials?
Polyethylene (PE) materials are categorized based on their density, molecular structure, and production methods. Here’s a structured overview of the different types:
1. LDPE (Low-Density Polyethylene):
Characteristics: High branching, flexible, and transparent.
Applications: Plastic bags, packaging films, squeeze bottles.
2. LLDPE (Linear Low-Density Polyethylene):
Characteristics: Linear structure with short branches, enhanced toughness.
Applications: Stretch films, agricultural films, industrial liners.
3. HDPE (High-Density Polyethylene):
Characteristics: Minimal branching, rigid, chemical-resistant.
Applications: Bottles, containers, pipes, toys.
4. MDPE (Medium-Density Polyethylene):
Characteristics: Moderate density, balanced strength and flexibility.
Applications: Gas pipes, shrink films, carrier bags.
5. HMWPE (High Molecular Weight Polyethylene):
Characteristics: High strength and wear resistance.
Applications: Industrial equipment, large containers.
6. UHMWPE (Ultra-High-Molecular-Weight PE):
Characteristics: Long molecular chains, high toughness.
Applications: Medical implants, conveyor belts.
7. XLPE/PEX (Cross-Linked Polyethylene):
Characteristics: Cross-linked chains, heat and chemical resistance.
Applications: Plumbing systems, radiant heating, insulation.
8. VLDPE (Very Low-Density Polyethylene):
Characteristics: Highly flexible with low crystallinity.
Applications: Food packaging, stretch wrap, soft tubing.
9. mPE (Metallocene Polyethylene):
Characteristics: Produced with metallocene catalysts, superior clarity and strength.
Applications: Thin films, food packaging, specialty coatings.
10. rPE (Recycled Polyethylene):
Characteristics: Derived from post-consumer/post-industrial waste.
Applications: Sustainable products, construction materials, packaging.
Additional Notes:
Bimodal HDPE: A subtype with optimized molecular weight distribution for enhanced properties.
Blends/Modifications: PE can be blended with additives (e.g., UV stabilizers) for specific uses.
Each type serves distinct industrial and consumer applications based on its structural properties and performance characteristics.

What are the characteristics of PE?
PE (Polyethylene) is a widely used thermoplastic known for its flexibility, low density, and excellent chemical resistance. It is commonly used in packaging, containers, and piping. Key characteristics include good impact resistance, low moisture absorption, and ease of processing.
1. Physical Properties:
① Lightweight: Low density, making it easy to handle.
② Flexibility vs. Rigidity: LDPE is flexible; HDPE is rigid.
③ Surface Texture: Waxy feel, especially in LDPE.
④ Appearance: Translucent in natural form, easily colored.
2. Chemical Resistance:
① Inertness: Resistant to most acids, bases, and solvents.
② Moisture Resistance: Impermeable to water, ideal for packaging.
③ Non-Polar Nature: Challenges in adhesion without surface treatment.
3. Thermal Properties:
① Low Melting Point: ~120°C (248°F), limiting high-temperature use.
② Thermoplastic Behavior: Can be remelted and reshaped.
4. Electrical Properties:
Excellent Insulator: Used in cable coatings and electrical components.
5. Mechanical Properties:
① HDPE: High tensile strength, used in pipes and containers.
② LDPE: High ductility, suited for films and bags.
③ UHMWPE: Exceptional impact resistance, used in medical implants and bulletproof gear.
6. Environmental Impact:
① Non-Biodegradable: Persists in ecosystems, contributing to pollution.
② Recyclability: Recycled under resin codes #2 (HDPE) and #4 (LDPE), though rates vary.
7. Processing Methods:
① Extrusion: Common for films (LDPE) and pipes (HDPE).
② Blow Molding: Used for bottles (HDPE).
③ Injection Molding: For rigid products like containers.
8. Additional Considerations:
① UV Sensitivity: Degrades under sunlight without stabilizers.
② Flammability: Burns readily, emitting toxic fumes.
③ Biocompatibility: UHMWPE is medically approved for implants.

What are the properties of PE?
PE (Polyethylene) is a versatile thermoplastic with several excellent properties. It has a low density (0.91–0.96 g/cm³), making it lightweight and easy to handle. PE offers excellent impact resistance, especially at low temperatures, making it resistant to cracking and breakage. It also exhibits strong chemical resistance, with the ability to withstand exposure to various acids, bases, and solvents. Its melting point ranges from 120–180°C, making it suitable for different processing methods. PE has very low water absorption, ensuring stable performance even in humid environments. Additionally, PE is a good electrical insulator and offers excellent processability, making it widely used in applications such as packaging, piping, consumer goods, and cables.
PE Material Properties Table:
| Property Parameter | HDPE | LDPE | LLDPE |
|---|---|---|---|
| Density (g/cm³) | 0.94-0.965 | 0.910-0.925 | 0.915-0.940 |
| Melting Point (℃) | 126-136 | 105-115 | 120-125 |
| Molding Shrinkage (%) | 1.5-3.6 | 1.5-5 | 1.5-2.5 |
| Tensile Strength (MPa) | 20-30 | 10-20 | 15-25 |
| Chemical Resistance | Resistant to acids, alkalis, and organic solvents (except oxidizing acids) | Resistant to acids, alkalis, but susceptible to hydrocarbon corrosion | Resistant to acids, alkalis, and organic solvents |
| Electrical Insulation | Excellent, suitable for cable sheathing | Good, suitable for thin film insulation | Good |
HDPE Injection Molding Process:
| Parameter | Range/Requirement | Notes |
|---|---|---|
| Drying Temperature/Time | 65-75℃ / 0.5 hours (can be undried) | Low moisture absorption, can be stored well without drying |
| Melt Temperature (℃) | 180-220 | Barrel temperature divided into three zones: rear 140-160, middle 180-220, front 170-200 |
| Mold Temperature (℃) | 40-70 | High mold temperature can reduce internal stress and improve surface gloss |
| Injection Pressure (MPa) | 80-130 | Equivalent to 800-1300 kg/cm² |
| Back Pressure (MPa) | 7-18 | Increase back pressure appropriately to reduce air bubbles |
| Screw Speed (rpm) | 60-100 | Standard screw, straight-through nozzle |
| Clamping Force (ton/in²) | 2 | Adjust according to the thickness of the product |
| Regrind Usage Rate (%) | 20-40 | Clean regrind to avoid contamination |
LDPE Injection Molding Process:
| Parameter | Range/Requirement | Notes |
|---|---|---|
| Melt Temperature (℃) | 140-170 | High temperature can cause decomposition, must be strictly controlled |
| Injection Pressure (MPa) | 50-70 | Low viscosity material, pressure requirement is low |
| Mold Temperature (℃) | 40-60 | Low mold temperature can shorten cooling time |
| Injection Speed | Low to medium | High speed can cause defects on the surface of the product |
LLDPE Injection Molding Process:
| Parameter | Range/Requirement | Notes |
|---|---|---|
| Melt Temperature (℃) | 180-210 | Need to heat evenly to prevent local overheating |
| Mold Temperature (℃) | 40-70 | Similar to HDPE |
| Injection Pressure (MPa) | 70-100 | Needs to be higher than LDPE to improve flowability |
Can PE materials be injection molded?
Yes, polyethylene (PE) materials can be successfully injection molded, and they are widely used in this manufacturing process. Here are the key considerations and details:
1. Material Types:
① HDPE (High-Density Polyethylene): Known for high strength, rigidity, and a higher melting point (~130–145°C). Commonly used for containers, automotive parts, and household items.
② LDPE (Low-Density Polyethylene): More flexible, with a lower melting point (~105–115°C). Used for squeeze bottles, caps, and toys.
2. Thermoplastic Nature:
PE is a thermoplastic, meaning it can be melted repeatedly, making it ideal for injection molding.
3. Processing Parameters:
① Temperature: Adjusted based on PE type (higher for HDPE, lower for LDPE).
② Pressure and Speed: Optimized to ensure proper mold filling and avoid defects (e.g., short shots).
③ Cooling Time: Critical due to PE’s high shrinkage rate; longer cooling may reduce warping.
4. Shrinkage Management:
① PE typically shrinks 1.5–4% during cooling. Mold designs account for this with precise tolerances, cooling channels, and gate placement.
② Additives (e.g., fillers) can reduce shrinkage and improve dimensional stability.
5. Flow Characteristics:
LDPE flows more easily than HDPE due to lower viscosity. Adjustments in injection speed/pressure ensure complete mold filling.
6. Applications:
Common products include buckets, toys, containers, automotive components, and packaging.
7. Recyclability:
PE scrap can be recycled, though repeated processing may degrade properties. Virgin material is often blended with recycled PE.
8. Limitations:
① Not suitable for high-temperature applications (PE has lower heat resistance vs. materials like ABS).
② Thick sections may exacerbate shrinkage; design modifications help mitigate this.
In conclusion, PE is a versatile material for injection molding, provided that process parameters, mold design, and material selection are carefully tailored to its properties.
What are the key considerations for PE Injection Molding?
When considering polyethylene (PE) injection molding, several key factors must be addressed to ensure optimal part quality and process efficiency. Here’s a structured overview:
1. Material Selection:
① Type of PE: Choose between HDPE (high-density) and LDPE (low-density) based on required mechanical properties (e.g., rigidity vs. flexibility).
② Additives: Consider UV stabilizers, colorants, or fillers that may affect processing parameters.
③ Recycled Content: Evaluate the use of recycled PE for sustainability, noting potential impacts on material consistency.
2. Processing Parameters:
① Temperature:
● Melt Temp: HDPE typically 200-300°C; LDPE 160-260°C.
● Mold Temp: 20-60°C to control cooling and crystallization.
② Pressure: Optimize injection pressure (typically 70-140 MPa) to balance flow and avoid defects (e.g., flash, short shots).
③ Cooling Time: Adjust based on part thickness to minimize warpage and cycle time.
④ Clamping Force: Ensure sufficient force to keep the mold closed during injection, influenced by part size and material flow.


3. Mold Design:
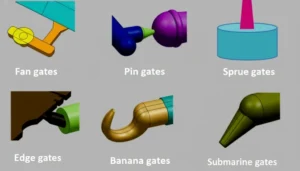
① Gate Design: Position gates to ensure uniform filling (e.g., edge or fan gates for PE).
② Venting: Incorporate vents to prevent air traps and burn marks.
③ Draft Angles: Use 1-2° angles to facilitate ejection and reduce surface damage.
④ Shrinkage Compensation: Account for shrinkage rates (HDPE: 1.5-4%; LDPE: 1-3%) in mold dimensions.
⑤ Cooling Channels: Design for uniform cooling to minimize warping.
4. Part Design:
① Wall Thickness: Maintain uniformity (2-4 mm for HDPE; up to 5 mm for LDPE) to avoid sink marks.
② Ribs and Bosses: Design with thickness ≤60% of adjacent walls to prevent sink marks.
③ Radii: Use fillets (≥0.5 mm) to reduce stress concentrations.
5. Post-Processing:
① Trimming: Remove flash or gates carefully to avoid part damage.
② Annealing: Optional for stress relief in high-precision parts.
③ Secondary Operations: Consider compatibility with welding, printing, or bonding.
6. Quality Control:
① Dimensional Checks: Verify shrinkage compensation and tolerances.
② Mechanical Testing: Assess tensile strength, impact resistance, and elongation.
③ Defect Inspection: Check for voids, warpage, or surface flaws.
7. Cost and Efficiency:
① Cycle Time Optimization: Balance cooling time and part quality.
② Material Waste Reduction: Recycle sprues/runners if possible.
8. Environmental Considerations:
① Energy Efficiency: Optimize heating/cooling systems to reduce consumption.
② Recyclability: Design for end-of-life recyclability.
9. Additional Factors:
① Moisture: PE is generally not hygroscopic, but pre-drying (2-4 hours at 60-80°C) may be needed for certain grades.
② Flow Behavior: Higher melt flow index (MFI) grades fill molds more easily but may require lower injection pressures.


Resources for The Complete Guide PE Injection Molding Manufacturing
Design guidelines for PE Injection Molding
Polyethylene (PE), one of the most commonly used thermoplastics, needs to be optimized based on its material properties and general design guidelines in injection molding. Below are the key design points and implementation suggestions:
1. Wall Thickness Design Principles:
① Uniform Wall Thickness Preferred:
PE has a high shrinkage rate (HDPE around 1.5%-4%, LDPE around 1%-2.5%), and uneven wall thickness can cause sink marks, warping, and other issues. Recommendations include:
● Wall Thickness Range: 1.5-4mm (thin-walled parts can go as low as 0.5mm, requiring high-flow PE).
● The thickness of reinforcing ribs should not exceed 50%-60% of the main wall thickness, and radii should be applied at the base to reduce stress concentration.
② Gradual Transition Design:
● Use tapered transitions at the junction between thick and thin areas to avoid sharp changes that could induce internal stress.

2. Structural Detail Optimization:
① Fillet Radius and Draft Angle:
● Fillet Radius: The inner corner radius should be at least 1 times the wall thickness, and the outer corner radius should be at least 0.5 times the wall thickness to improve melt flow and reduce stress.
● Draft Angle: A draft angle of 1°-2° is recommended (higher angles may be needed for high-gloss surfaces) to ensure smooth ejection from the mold.
② Reinforcing Ribs and Support Structures:
● Reinforcing ribs can replace thicker wall designs to improve rigidity while reducing material usage and cooling time. Rib height should not exceed 3 times the wall thickness.
3. Mold Design Key Parameters:
① Injection System Design:
● Gate Type: Point gates are suitable for thin-walled parts, while side gates or fan gates are used for thick-walled parts.
● Runner Size: The main runner diameter should be 0.5-1mm larger than the injection molding machine nozzle. The diameter of the branch runner should be 4-8mm (adjust based on part size).
② Cooling System Optimization:
PE has a high crystallinity, and cooling rate directly affects shrinkage and dimensional stability. Recommendations include:
● Mold Temperature: 40-80°C (higher for HDPE, lower for LDPE).
● Use conformal cooling channels to ensure uniform heat dissipation and reduce warping.
③ Ventilation and Shrinkage Compensation:
● Vent depth should be ≤0.03mm to avoid flash.
● Mold cavity dimensions should be enlarged to compensate for PE shrinkage (HDPE shrinkage compensation is about 2%-3.5%, LDPE around 1%-2%).
4. Process Parameter Control:
① Temperature Settings:
● Barrel Temperature: 180-280°C (LDPE: 180-240°C, HDPE: 200-280°C).
● The nozzle temperature should be slightly lower than the barrel end temperature to prevent drips.
② Pressure and Cycle Time:
● Injection Pressure: 50-100 MPa (higher pressures required for thin-walled or complex parts).
● Holding time and cooling time should be extended to reduce post-molding shrinkage (cooling time for HDPE is 20%-30% longer than for LDPE).
5. Material Selection and Pre-treatment:
① Flowability Matching:
● Choose a melt flow index (MFI) based on part complexity. High MFI (>20g/10min) is suitable for thin-walled parts.
② Drying Requirements:
● PE has low moisture absorption and typically does not require pre-drying. However, if stored in a humid environment, it can be dried at 80°C for 1-2 hours.


How to Perform PE Injection Molding: A Step-by-Step Guide
PE injection molding involves selecting the right material, controlling temperature and pressure, and ensuring proper cycle times to achieve high-quality parts. Efficient molding reduces waste, lowers costs, and improves part consistency across production runs.
1. Material Preprocessing:
① Material Characteristics:
● PE (Polyethylene) is a crystalline polymer with very low moisture absorption (<0.01%) and does not require drying treatment.
● LDPE (Low-Density Polyethylene) shrinkage rate: 1.5% 5.0%.
● HDPE (High-Density Polyethylene) shrinkage rate: 25% 60%.
② Material Selection:
● Select LDPE (for high flexibility) or HDPE (for high strength) based on the application of the product.
● Note that LDPE has low melt viscosity and good flowability, making it suitable for thin-walled, long-flow products.
2. Equipment and Mold Preparation:
① Injection Molding Machine Parameter Settings:
| Parameter | LDPE Range | HDPE Range | Notes |
|---|---|---|---|
| Barrel Temperature | 140-200°C | 140-220°C | Use low values for the rear and high values for the front of the barrel |
| Injection Pressure | 50-80 MPa | 60-100 MPa | For thin-walled parts, appropriately increase the pressure |
| Injection Speed | Medium-High | Medium-Low | Avoid overheating and oxidation of the melt |
② Mold Design Key Points:
● Injection System: Prefer side gates or point gates, avoid direct gates to prevent uneven shrinkage.
● Cooling System: Design must be uniform to control shrinkage (LDPE mold temperature 30-45°C, HDPE mold temperature 40-65°C).
● Draft Angle: It is recommended to be ≥1° to prevent scratches on the product during ejection.
3. Molding Process Steps:

① Melt Plastification:
● Screw Speed: Adjust according to melt flowability (HDPE requires lower speeds).
● Melt Temperature Monitoring: Avoid exceeding 300°C (PE decomposition temperature).
② Injection and Holding Pressure:
● Injection Phase: Quickly fill the mold cavity, minimizing cooling at the melt front.
● Holding Pressure Phase: Pressure should be 80%-90% of injection pressure, with time adjusted according to wall thickness (typically 2-5 seconds/mm).
③ Cooling and Ejection:
● Cooling Time: Accounts for 70%-80% of the cycle, and must be sufficient to reduce deformation.
● Ejection Method: Use ejection pins or pneumatic ejection, avoid forced ejection to prevent stress concentration.
4. Common Problems and Solutions:
| Problem Type | Cause Analysis | Solution |
|---|---|---|
| Uneven Shrinkage | Improper mold temperature control | Optimize cooling water circuit layout |
| Warping | Poor gate positioning | Use multi-point gates or adjust gate sizes |
| Surface Sink Marks | Insufficient holding pressure or too short a duration | Increase holding pressure and time |
5. Post-Processing and Quality Inspection:
① Annealing (Optional):
● Temperature: 60-80°C (LDPE), 80-100°C (HDPE).
● Time: 2-4 hours to eliminate internal stress.
② Inspection Items:
● Dimensional accuracy (reference tolerance: ±0.2-0.5mm).
● Surface gloss (controlled through mold temperature adjustments).

What are the advantages of PE Injection Molding?
Polyethylene (PE), as a widely used thermoplastic, exhibits several significant advantages in injection molding. Below is a detailed analysis of its core benefits:
1. Simple Material Preprocessing:
① No drying required: PE has extremely low moisture absorption (<0.01%), making it suitable for direct injection molding without the need for drying, saving preparation time and energy consumption.
② Reduced production costs: Simplified preprocessing helps shorten the production cycle and improve overall efficiency.
2. Excellent Flowability and Molding Performance:
① High flowability: PE melt has excellent flow characteristics, allowing it to fill complex mold structures under lower injection pressure, especially suitable for producing thin-walled products and long-flow parts.
② Strong adaptability: PE is sensitive to pressure, and by adjusting injection pressure, the filling speed and quality can be flexibly controlled, reducing the risk of defects.
3. High Process Stability:
① Wide molding temperature range: PE has a large processing temperature window (e.g., LDPE barrel temperature 140–200°C, HDPE around 220°C), making it less sensitive to temperature fluctuations and providing high process tolerance.
② Excellent thermal stability: PE does not easily decompose below 300°C, reducing material waste caused by thermal degradation during production.
4. Energy-saving and High-efficiency Production:
① Low energy consumption: Due to its good flowability, PE requires lower injection pressure (typically 50–100MPa) and has high plasticization efficiency, reducing equipment energy consumption.
② Fast molding cycle: The cooling speed can be optimized through mold design, and combined with high flowability, it shortens the production time per unit.
5. Product Performance Advantages:
① Chemical corrosion resistance: PE exhibits strong resistance to chemicals like acids and alkalis, making it suitable for chemical pipelines, seals, and other corrosion-resistant applications.
② Electrical insulation: PE has excellent high-frequency insulation properties, commonly used in electrical and electronic components (such as cable sheaths and connectors).
③ Lightweight and high strength: PE products are lightweight yet impact-resistant, making them ideal for applications where weight reduction is essential (such as automotive parts and packaging materials).
6. Flexibility in Design and Manufacturing: meters:
① Easy mold release: PE’s relatively soft texture allows for the release of shallow recessed structures through forced ejection, reducing mold complexity.
② Versatile applications: PE injection molded parts are used in various industries, from medical devices (such as catheters and mattresses) to building waterproof materials.
7. Environmental and Economic Benefits:
① Recyclability: PE materials are 100% recyclable, aligning with circular economy principles and reducing environmental impact.
② Cost-effectiveness: The raw material cost is relatively low, and when combined with efficient production processes, the overall cost advantage is significant.

What are the disadvantages of PE Injection Molding?
While polyethylene (PE) injection molding is widely used due to its cost-effectiveness and versatility, there are some drawbacks to consider:
1. Shrinkage and Deformation Issues:
① High shrinkage rate and directional shrinkage: PE has a relatively large shrinkage range, with Low-Density Polyethylene (LDPE) having a shrinkage rate of approximately 1.22%, while High-Density Polyethylene (HDPE) can reach up to 1.5%. Shrinkage is directional, which can lead to product deformation and warping, especially in thick-walled or complex structural parts.
② Mold temperature sensitivity: The crystallinity of PE is significantly affected by the mold temperature. If the mold temperature is too high, crystallinity increases, and shrinkage becomes more pronounced; if the temperature is too low, internal stress may accumulate, impacting mechanical performance.
2. Processing Challenges:
① Slow cooling rate: PE melt has a relatively slow cooling rate, requiring an efficient mold cooling system to shorten the molding cycle. Otherwise, it may extend production time and reduce efficiency.
② Excessive flowability: PE melt has low viscosity and excellent flowability, which helps in filling complex molds but may lead to flash (overflowing material). Therefore, it is necessary to strictly control mold closure precision and injection pressure.
③ Heat oxidation sensitivity: PE melt is prone to oxidation and degradation at high temperatures, so processing should avoid exposure to oxygen (e.g., using nitrogen protection). Otherwise, material performance may deteriorate.
3. Material Property Limitations:
① Narrow softening temperature range: PE has a small softening temperature range, making precise temperature control during processing essential. Temperature fluctuations can cause changes in melt viscosity, affecting molding stability.
② Mechanical property limitations: PE products have a relatively soft texture, low wear resistance, and low rigidity, making them unsuitable for high-load or high-precision applications (e.g., gears, bearings).
4. Mold and Equipment Requirements:
① Gate design limitations: Direct feed gates may lead to stress concentration and uneven shrinkage. To improve filling uniformity, it is recommended to use multiple gates or fan-shaped gates.
② Higher energy consumption: PE has a relatively high specific heat capacity, which requires more energy for plasticization. This results in higher heating power requirements for injection molding machines.

Common issues and solutions in PE Injection Molding
Polyethylene (PE) injection molding is a widely used manufacturing process, but like all processes, it can face some common issues. Below are some of the typical problems and possible solutions:
1. Flash:
Cause Analysis:
① Improper process parameters: Excessive injection pressure or speed can cause the melt to overflow from the mold parting line.
② Mold design defects: Insufficient mold strength, excessive gap at the parting line, or poor venting.
③ Material properties: PE’s high flowability (especially LDPE) makes it prone to penetrating mold gaps.
Solutions:
① Optimize injection parameters: Reduce injection pressure to a reasonable range (for reference: HDPE typically 60-100MPa), and use segmented injection speed control.
② Mold improvement: Increase mold rigidity, and the parting line gap should be ≤0.02mm; add vent channels (depth 0.02-0.03mm).
③ Raw material control: Choose PE grades with moderate melt index (e.g., injection-grade HDPE melt index 20-30g/10min), and avoid using more than 30% regrind.
2. Sink Marks and Bubbles:
Cause Analysis:
① Insufficient holding pressure: PE has a high shrinkage rate (1.5-4%), and inadequate holding pressure time results in failure to compensate for shrinkage.
② Uneven cooling: When the wall thickness ratio is >2:1, the thick-walled areas cool and shrink at different rates, leading to vacuum bubbles.
③ Moisture content in raw materials: Although PE has low moisture absorption (<0.01%), improper storage may introduce moisture.
Solutions:
① Process adjustment: Holding pressure time should be ≥ wall thickness (mm) × 1.5 seconds, with holding pressure at 80% of injection pressure.
② Mold optimization: Use conformal cooling channels to ensure uniform cooling rates for varying wall thicknesses; gate thickness should be ≥ 50% of product wall thickness.
③ Raw material treatment: Dry at 80°C with air circulation for 2-4 hours; a dehumidifying dryer with a dew point ≤ -40°C is ideal.
3. Silver Streaks:
Cause Analysis:
① Degradation issue: PE can undergo thermal oxidative degradation if it stays too long in the barrel (>5 minutes).
② Contamination or mixing of materials: Mixing PE grades with different melt indices or introducing other plastics (e.g., PP).
Solutions:
① Temperature control: Set different temperature zones in the barrel (rear section 180-200°C, front section 200-220°C) to avoid local overheating.
② Clean production: Thoroughly clean the barrel during material changes (use HDPE for transitional cleaning), and use dedicated drying hoppers.
4. Warpage:
Cause Analysis:
① Orientation stress: PE molecular chains align highly in the flow direction, leading to anisotropic shrinkage during cooling.
② Ejection imbalance: Uneven distribution of ejector pins or an ejection angle <1° causes localized stress concentration.
Solutions:
① Process optimization: Control mold temperature between 30-50°C to reduce melt shear stress; use slow cooling processes (increase cooling time by 20% when mold temperature >60°C).
② Mold design: Ensure an ejection angle ≥1.5°; the ejection system should ensure uniform distribution of ejecting force (at least one ejector pin for every 100cm²).
5. Weld Lines:
Cause Analysis:
① Multiple gate convergence: When the temperature difference between the leading edges of the PE melt exceeds 10°C, effective fusion of the melt front cannot occur.
② Poor venting: Trapped air causes oxidation of the melt, resulting in visible weld lines.
Solutions:
① Gate design: Use fan-shaped gates to expand the confluence area, with gate spacing ≤150mm (for HDPE).
② Process improvement: Increase mold temperature to 60-80°C, and raise injection speed by 20%-30% to improve melt fusion.
6. Uneven Surface Gloss:
Cause Analysis:
① Insufficient mold polishing: PE easily replicates the surface condition of the mold, and a Ra >0.2μm may result in a matte surface.
② Low injection speed: Cooling of the melt front reduces the ability to replicate the surface.
Solutions:
① Mold treatment: Mirror-polish the cavity to Ra 0.05-0.1μm and perform regular electro-polishing maintenance.
② Speed optimization: Use high-speed injection (filling time <3 seconds) and ensure end-switching precision within ±0.5mm.
What are the applications of PE Injection Molding?
Polyethylene (PE) Injection Molding is widely used in various fields due to its excellent physical properties and processing characteristics. Below are the main application scenarios and typical products:
1. Packaging and Logistics Containers:
① Returnable Boxes and Pallets: High-density polyethylene (HDPE) injection molding is widely used in the production of returnable containers such as beer crates, beverage crates, food boxes, and vegetable crates. These products feature low-temperature resistance and impact resistance. HDPE injection-molded pallets also offer high rigidity and wear resistance, making them ideal for logistics and transportation.
② Bottle Caps and Thin-Walled Containers: Injection-molding and compression molding are used to produce bottle caps (such as for mineral water and juice bottles) and thin-walled food containers, meeting the requirements for sealing and lightweight design.
2. Industrial and Automotive Components:
① Industrial Drums and Parts: HDPE injection-molded products are used in the production of industrial drums, trash bins, and other items, offering excellent chemical resistance, making them suitable for chemical storage scenarios. Additionally, small injection-molded parts like PE dust plugs serve as protective components in mechanical and electronic equipment.
② Pipeline Fittings: PE injection molding is used to produce heat-fusion pipe joints and reducing pipe connectors for PE piping systems, commonly used in water supply and gas pipeline systems.
3. Daily Necessities and Household Products:
① Household Items and Miscellaneous Goods: PE injection molding is used to produce everyday items (such as storage boxes and trash bins) and household tools. Its lightweight and durable properties make it a popular choice.
② Toys and Stationery: PE's flexibility and safety make it suitable for molding toys, stationery, and other children’s products.
4. Special Function Parts:
① Customized Mold Products: For example, grid-patterned PE pallets, produced through custom molds, meet specific storage and logistics needs, demonstrating the flexibility of injection molding.
② Composite Material Products: By combining glass fiber-reinforced materials or soft inner coatings, composite injection-molded parts (such as components for sowing systems) are produced, offering both structural strength and functional properties.

Injection Molding Supplier Mold Ownership: What Buyers Should Confirm Before Paying Tooling
You just paid thirty thousand dollars for a production mold. Six months later, your supplier says you cannot move it to another factory. Sound familiar? Mold ownership is one of
Injection Molding Supplier Cost Breakdown: Tooling, Unit Price, Materials, and Hidden Fees
When you request a quote from an injection molding supplier, the number you get back is rarely the full story. Behind that unit price1 sits tooling amortization, material markups, setup

Injection Molding Supplier Inspection Checklist Before Mass Production
Selecting an injection molding supplier is only half the battle. Before you commit to mass production, you need a systematic inspection process that catches capability gaps, quality risks, and hidden
Optimization Solutions Provided For Free
- Provide Design Feedback and Optimization Solutions
- Optimize Structure and Reduce Mold Costs
- Talk Directly With Engineers One-On-One

