 Skip to content
Skip to content 

Introduction: In the injection moulding process, plastic resin is the main material for manufacturing plastic parts. Through the manufacturing process, molten plastic flows into the mold halves, filling the mold cavity to form the desired shape.
Different plastic materials and rubber injection moulding methods can meet the needs of various applications and ensure the quality and performance of the finished product.

Mold processing is a big deal in plastic injection molding projects. It decides the final shape and quality of the part or product you’re making. But an injection mold isn’t just one part that hardens the melted plastic stream. Instead, the different parts of the injection mold do different things in a tight design structure throughout the process.
In this article, we’re going to talk about the different systems and components of the injection mold and how they affect the overall structure and function of the mold.

What is the Meaning of Injection Mold?
An injection mold is a tool for making plastic products. It’s also a tool that gives plastic products a complete structure and precise dimensions. Because the main production method is to inject high-temperature molten plastic into the mold through high pressure and mechanical drive, it’s also called a plastic injection mold.
What are the Materials for Injection Molds?
There are a bunch of different metals and alloys you can use to make injection molds, like carbon steel, stainless steel, aluminum, titanium, beryllium copper, and so on. But you can also use ceramic molds for materials that have really high melting points.
The material you use for your mold depends on a bunch of things, like how many parts you’re making, what kind of plastic you’re using, how complicated the part is, how easy it is to machine, and how tight the tolerances are.
For example, stainless steel can withstand up to a million cycles, while aluminum is good for a few thousand cycles. In summary, the minimum requirement for mold materials is that their melting point should be higher than the injection plastic.
Here is a brief description of common injection mold materials;
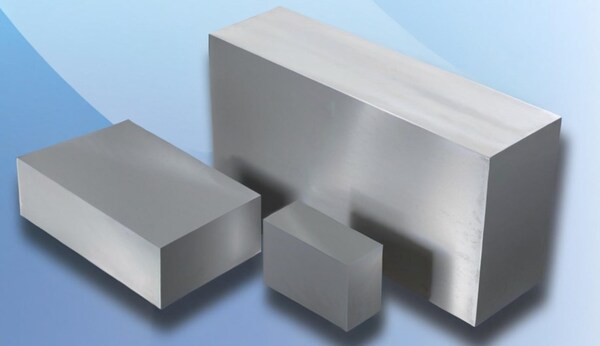
Iron
Steel is a great material for making molds because it’s tough. It can last for 5,000 cycles and works with ABS, nylon, PP, PC, acrylic, and many other plastics. You can use A-2, D-2, and M-2 steel to make cores, cavities, and other parts of injection molds.
Stainless Steel
Adding more chromium and carbon improves the corrosion resistance, wear resistance, and abrasion resistance. So, stainless steel grades like 420, 316-L, 174-PH can make more complex and durable molds. But, because the thermal decomposition rate is low, the cycle time may be longer.

Tool Steel
Tool steel is a cast iron alloy that contains carbon and other alloying elements. Different tool steel alloys and grades give machine molds custom properties. Examples include H-10, H-13, T-15, A6, and M2 tool steels.
Aluminum Materials
Aluminum can’t take multiple shots, but it’s a popular material for rapid tooling. That means you can make aluminum injection molds cheaply and quickly because the material is cheap and easy to machine. Plus, the high thermal conductivity of 6061 and 7075 also cuts cycle time.
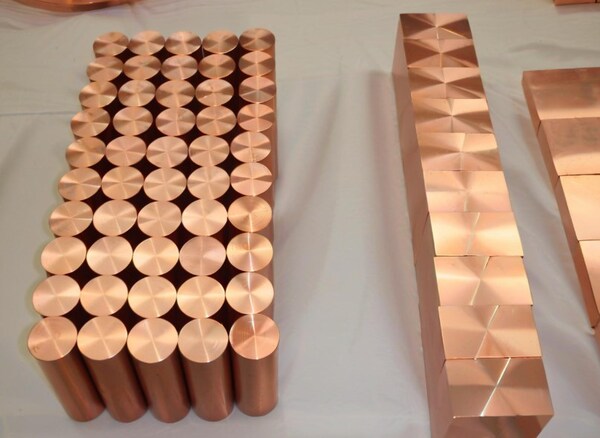
Beryllium Copper
This copper alloy is known for its excellent thermal conductivity and corrosion resistance, which makes it a great mold material for high-precision plastic parts. Manufacturers use this metal for hot runners, mold inserts, cores, and other stuff.
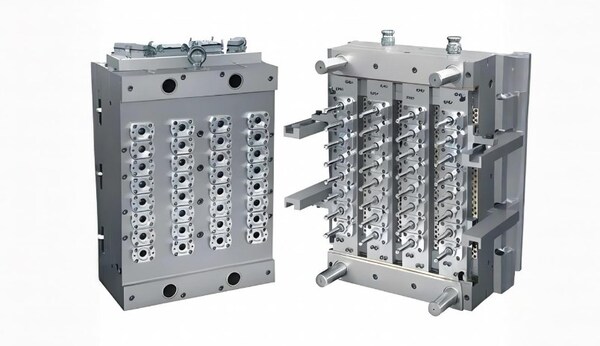
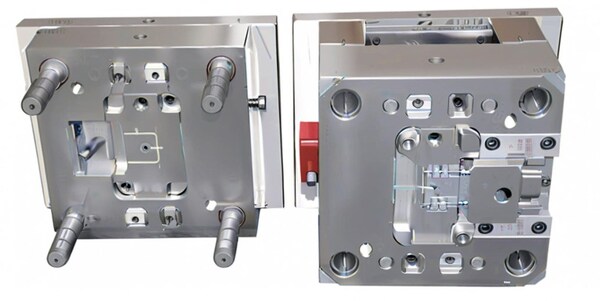
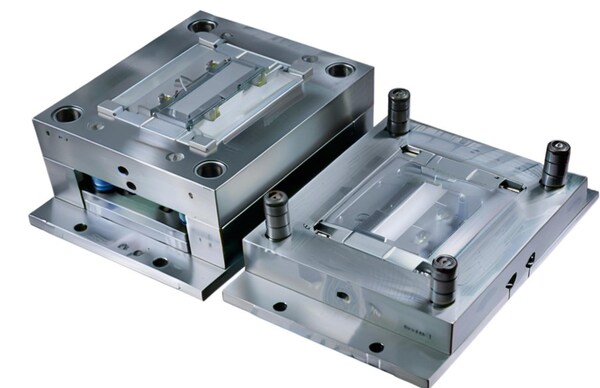
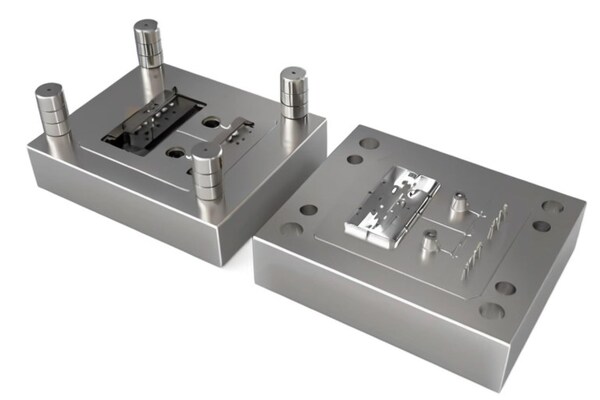
What are the Core Components of an Injection Mold?
There are two basic parts to any injection mold: cavity side A (stationary) and cavity side B (moving). The stationary part defines the outer contour of the part and forms the cavity to fill the material, while the B side moves to the parting line.

Cavity A Side (Stationary Side)
Cavity side A is attached to the fixed plate of the molding machine and does not move during the molding process. It houses the runner system and is kept in precise alignment with the moving side B using guide pins and bushings. Therefore, this side also contains cooling channels to flow coolant during solidification.

Cavity B Side (Moving Side)
The B side of the mold is important for opening and closing the mold. It usually has an ejector system and a way to hold the insert. Also, the moving platen of the molding machine connects to this side to help open and close the mold. It is important that this side moves and lines up correctly so the part is the right size and comes out of the mold easily.

What Does the Injection Mold Include By Function?
After the core components, here are the various components of the injection mold, classified by their functions. Some of these components transport raw plastic material, guide opening and provide cooling. This means that a specific set of components performs some specific functions to achieve the desired result.

Runner System
Think of it this way: the barrel shoots the molten stuff out the nozzle, and you need some channels to get the flow from the barrel nozzle to the injection gate, where the stuff goes into the part. The runner system helps the stuff get to the gate. Also, the runner system can have a bunch of channels to spread the stuff around if you have a mold with more than one part.
Sprue bushing: It is usually a tapered or cylindrical channel that transfers the molten plastic from the nozzle tip to the inlet point of the runner. In single-cavity molds, the main gate extends directly to the gate location.
Runner network: The main gate splits the melt into different cavity gates through a network of runners.
Gate: The runner network feeds the melt to the gate, which is a small opening in the mold cavity. The gate can be edge, pin, fan-shaped or other types.

When you talk about these runner components of injection molds, you think about pressure and temperature. The nozzle itself maintains a high injection pressure. So, the material flows evenly within the desired viscosity level.

Runners can be divided into two types: cold runners and hot runners. Hot runners have high-temperature runners and additional heating devices to keep the flow temperature so it doesn’t solidify too soon. On the other hand, cold runners only have the inlet air flow without any additional heating.
Cooling System
The cooling phase is responsible for 50% to 80% of the injection molding process time, so you can imagine how important it is to produce defect-free plastic parts.

Basically, a cooling system is a network of water pipes around the injection mold assembly, mainly around the main cavity where the molten feed is molded. While water is the most common coolant, glycol or other oils are circulated in high-temperature molding.

The cooling system regulates and adjusts the temperature and flow rate, allowing for better control of the operation. Thus, proper cooling prevents entanglement, increases production efficiency, and slows mold wear.
For big and complex molds (e.g., core sizes of 50 mm or more), the water circulation is conformal, not linear. The following are the injection mold components that belong to the cooling system;
Baffles: They redirect the coolant to the sub-channels and are usually blade-shaped metal strips.
Bubblers: These are hollow tubes that connect the channels within the drilled holes.
Hot Pins: They are cylinders filled with liquid that absorb and dissipate heat through continuous circulation.
External Pump: It provides enough pressure for the determined flow rate and maintains the cooling cycle.

Molding Component System
These are the main parts of the injection mold and are responsible for the final shape, size, fit and accuracy. As the name implies, they shape the parts, giving them the details of the cavity surface and internal features. Molding components include cores, cavities, molding bars, lifters, etc.
You can quickly spot these parts. Each part that touches the feed material once it enters the cavity from the gate.

Here are the common parts of the molding part system;
Mold Cavity: It stays put with the machine and takes the injection pressure of the plunger.

Core: The other half that moves and locks with the cavity during the process to make a complete inside feature.
Molding Rod: A core pin used to make skinny and long features like shafts or holes in the part.
Lifters: They keep the fixed draft angles of different features to help the mold close and open.
Venting System
When the plastic flows, it brings air into the cavity. When the plastic solidifies, it produces molding gases. These gases can cause voids, bubbles, weak spots, burn marks, and incomplete filling.

Therefore, the venting system in the injection mold and mold is important to remove trapped air and solve these problems. In addition, the vent helps to limit excessive injection pressure.

In small standard molding processes, the vent holes are set on the plating line of the middle cavity body together with the vent pin, but as the mold becomes more complex, the system parts of the injection mold are becoming more and more complex.
Some other typical venting systems include:

Grooves and channels: Narrow channels or grooves at the parting line and pins and venting points:
Air evacuation: The air is removed with an external vacuum pump before injection.
Vent valves: Micro valves are located on both the inside and outside of the cavity.
Vents around components: Generally, vents are located on all parts related to the heating flow, such as the main gate, runners, and gates.
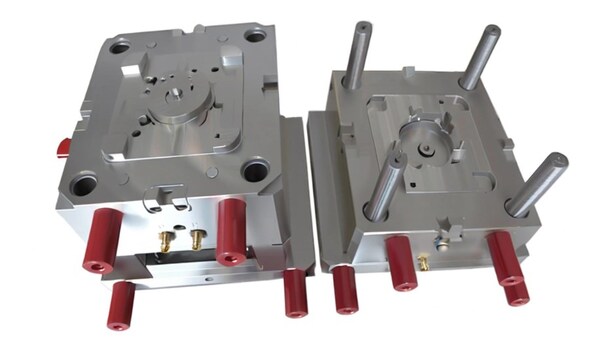
Guide System
Guide system components make sure that the two halves of the mold and other components are lined up when the mold opens and closes. So, they are important to make sure that each cycle is accurate and consistent.
Because of this, the clamping force can move out of position over time. Guide system components like guide pins, bushings, and guide plates can help prevent this.

Guide pins and bushings: These two things work together to guide the movement of the two halves of the mold. Guide pins are little metal sticks that stick out of one half of the mold and fit into corresponding holes (bushings) in the other half of the mold.
Ejection System
Once the cooling time is up, the mold opens and the ejection system helps to get the part and runners out safely and smoothly. Usually, ejector pins are used for this purpose. These thin cylindrical pins are fixed in the ejector plate attached to the moving side. The contact point of the pin is the flat surface, so the force is evenly distributed and there is no damage to the part.
Other components include:
Return pins: These components help position and stabilize the mold when it opens. They limit the force of the ejector pin on the stationary side.

Ejector sleeves: Sleeves are used to remove parts from cylindrical cavities. The thin sleeve covers the mold surface and the rebound force ejects the part from the mold.
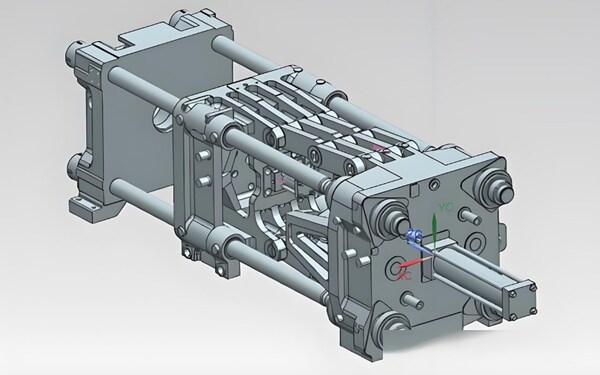
What Does the Injection Mold Include by Structural Classification?
The classification of injection mold components is divided into mold bases, mold cores, and various auxiliary parts and systems.
Mold Base
It is the foundation for all other parts of the mold. The mold base is usually made of a hard, rigid material, such as hardened steel. However, the term “base” does not refer to a single component. Instead, different types of plates are combined into a single plate with various assembly functions, such as drilling holes.

The different plates get clamped between the upper and lower clamping plates. The lower clamping plate connects the mold to the injection molding machine: mold plate, ejector plate, ejector fixing plate, etc., depending on the specific mold characteristics.
Mold Core
The mold core combines with the cavity to form the cavity with hollow and internal geometry. It provides structure and bears a certain part of the clamping pressure. The shape of the core usually includes fillets and edges with suitable draft angles. When you interlock the core and cavity in the correct alignment, they form a gap or cavity to suck in the molten plastic feed.

After molding, the core is pulled back and the ejection system removes the part from the static cavity part. Common core pulling mechanisms are mechanical core pulling, hydraulic core pulling, and pneumatic core pulling.
Auxiliary Parts
Auxiliary parts are support parts that are not mounted underneath the mold structure. They are temporarily assembled to facilitate the function of the closed injection mold parts. Although auxiliary parts have no role in shape and geometry, they are essential to maintain the tight tolerances, structural integrity and overall quality of the injection molded plastic parts.
Locating Ring: A round ring on the moving side that guides the mold and holds it to the machine. It puts the nozzle tip, sprue bushing, and other mold-position-related parts in the right place.
Sprue Bushing: A little channel between the nozzle tip and the runner inlet.

Ejector Pins: They make sure the final part comes out safely.
Material Grabber: A thing that holds and guides plastic pellets into the barrel of the machine.
Support Columns: Vertical solid things between the front clamp and the mold top plate. They hold things up and spread the pressure around.

Ejector Plate: A plate in the bottom that holds the ejector pins.
Guide Pins and Bushings: One half of the long pin and the other half of the bushing fit together to make sure everything lines up right.
Ejector pins: They hold the ejector assembly as the ejector pins remove the part.
Auxiliary Systems
Auxiliary systems are like auxiliary components. Typical examples of injection molding are runners, ejection and cooling systems, which we talked about earlier in this article.

Auxiliary Settings
The two main auxiliary devices in injection molds are eyebolt holes and KO holes. These devices allow you to move or reposition the mold and help you get the part out.
Eyebolt Holes: These threaded holes are for eyebolts. They’re used to move big molds with a crane or hoist.

KO Holes: The KO holes are on the back clamp plate. They let the ejector plate and part move back when the ejector rod pushes them.

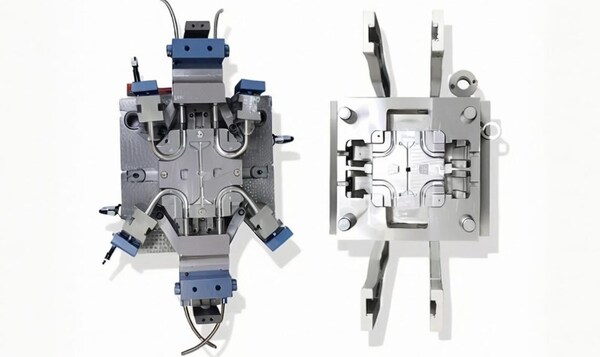
Dead Corner Handling Structures
First, dead corners are areas or corners that are hard to reach for processing (filling, cooling, etc.). Examples include undercuts, sharp corners, deep grooves, etc. Here, structures like corner ejectors, hydraulic cylinders, and slides can help with this complexity.

Slide: The slide is located on the side with the undercut. The slide insert and bolt mechanism support the undercut during solidification and help remove the undercut side without causing physical damage.
Hydraulic Cylinder: A cylinder that provides the force needed to move the slide.
Angle Ejector: An ejector pin that moves at a specific angle to push the part out of the mold from tricky or hard-to-reach areas.
What are the Types of Injection Molds?
There are many different types of injection molds, each with its own unique production capabilities and assembly structures of the components and systems included. Here are some popular types of injection molds.

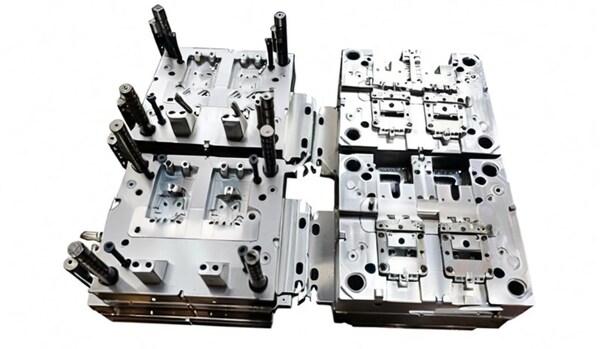
Family Molds
Let’s first understand single cavity molds and multi-cavity molds. Single cavity molds produce one product in one production cycle, while multi-cavity molds produce multiple identical products.
In addition, family molds have multiple cavities with different geometries. This means that multiple designs are made on one mold setup, for example, molding the housing, button, and internal bracket of a medical diagnostic device using the same material.
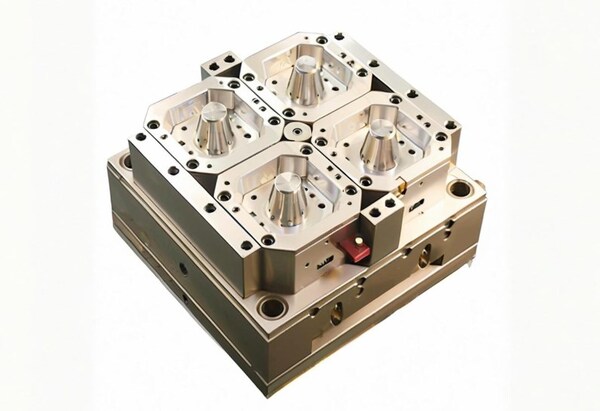
Mold design and operation can be complex, which means there’s a risk of certain defects, like uneven solidification and inconsistent dimensions.
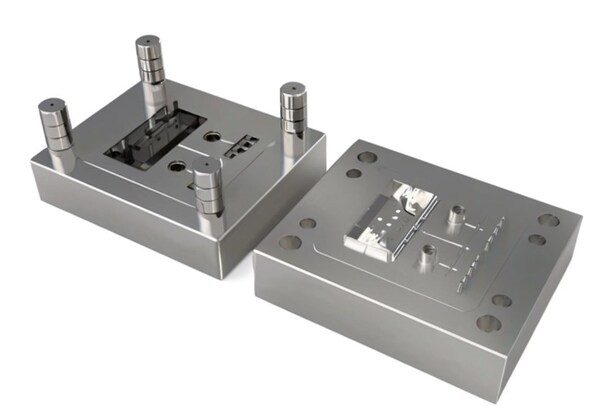
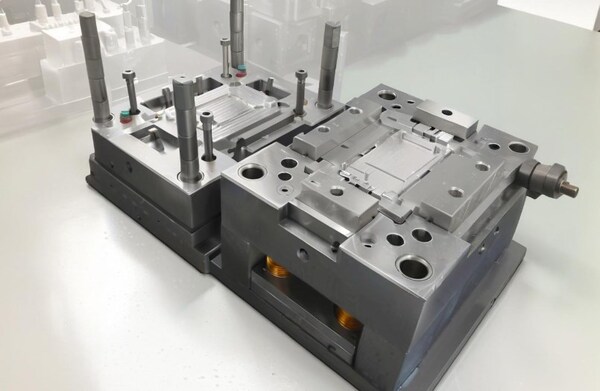
Two-Plate Molds
This is a simple mold form that includes only one moving mold half and one fixed mold half, which meet at the parting line. The main feature of two-plate molds is that a single parting line facilitates direct opening of the injection mold cavity and core to eject the solidified part.

If the mold has multiple cavities, the runners and gates are kept near the parting line. Manufacturers use these molds to produce small parts without any complex features at a low cost. However, high pressure causes flashing, and the simple structure limits the flexibility of mold design.
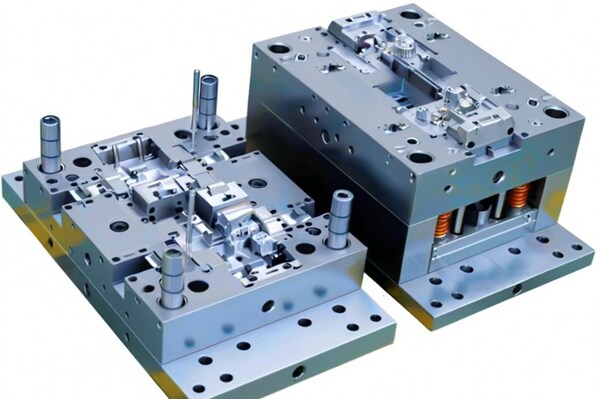
Three-Plate Molds
Three-plate molds have two or more parting lines; you can’t just open the cavity and core to get the final part. Instead, the extra runner plate separates the runner and gate so you can take the molded part off the runner by itself.

The feed section or plate does not require the location of the runner and gate to be located near the parting line of the cavity and core, so the gate can be placed separately from the runner. These types of molds are suitable for complex shapes and multi-point gate requirements. However, the injection mold tooling and production costs are relatively expensive.
Stacked Molds
You take multiple molds and stack them together. So, the cavity is bigger than a regular injection mold. When one mold is ejecting the part, the other mold is injecting the part, and the cycle is running at the same time.

That’s how you double the number of parts in one cycle. Also, the cavity doesn’t have to be the same shape or size on all sides. This is really good when you have different injection mold components that need to be assembled.
Stack molds are a great way to improve production efficiency, especially for high-volume molding. With the help of advanced machines, you can automate the plastic injection molding process and maintain tight tolerances.

Twist-Out Mold
Twist-out molds are used to make threaded surfaces, like bottle stoppers. They have a threaded core that pushes the solid part out through the twist-out cycle. At the same time, a rack and pinion mechanism helps the internal core twist out.

If you need a lot of precision threaded parts with similar surface features, then the twist-out mold is the best choice.
Insert Mold
These special molds have metal parts inside the plastic part. The plastic goes around the metal parts and holds them in place when it cools down. Insert molding is used for screws in plastic parts and metal parts for electronics.

The insert is placed and fixed inside the mold by either manual or automatic means. When done manually, it is placed in the mold by hand. Alignment and proper positioning are achieved using pins, slots, or magnetic brackets. Alternatively, robotic systems or feeders automatically perform insertions before each molding cycle.
Multi-Shot Mold
This mold is used to make parts with multiple colors and materials. The mold has multiple injection machines that can inject molten material into the cavity at the same time. After the first injection is molded, more injections are made on top of it. To make multiple injections easier, the mold is connected to a rotating, moving, or core return mechanism.

Multi-shot molds are great for combining thermosetting materials and thermoplastic materials. You can combine multiple thermoplastic materials into one part, or you can combine multiple thermoplastic materials into one part. For example, you can use them to add grips to thermosetting tool handles, toothbrush bristles, seals, gaskets, O-rings, and so on.
Summary
Injection molds are tools used to make plastic products. They decide the shape and size of the product and have a lot of parts and systems. The main parts are mold bases, mold cores, cooling systems, runner systems, ejection systems, and guide systems.
There are many types of plastic injection molds, such as two-plate molds, three-plate molds, stacking molds, spin-out molds, multi-shot molds, etc., which are suitable for different production needs. Each mold type has specific structural characteristics and production capabilities.
The material of the injection mold is usually selected from high-strength metals to meet the requirements of producing durable and precise plastic products.
To explore ZetarMold’s full range of injection mold manufacturing capabilities, visit our injection mold service page for tooling specifications, lead times, and pricing.






