 Skip to content
Skip to content 

Introduction: The screw of the injection molding machine is a key component in the injection molding process. It is responsible for melting, mixing, and compressing the plastic raw material. In this article, we will discuss the role of the screw in the injection molding machine.
What is the Injection Molding Screws?
The injection molding screw is a very important part of the injection molding machine. It has the functions of conveying, compacting, melting, stirring and pressurizing the plastic. All of this is done by the rotation of the screw in the barrel.

When the screw turns, the plastic rubs and slides against the inside of the barrel, the bottom of the screw thread, the screw’s pushing edge, and between the plastics. The plastic moves forward because of all these movements, and the heat from the rubbing is also absorbed by the plastic, which makes the plastic hotter and melts the plastic.
What are the Differences Between the Screws of the Injection Molding Machine?
The screw is a very important part of the injection molding machine.The screw is responsible for conveying, compacting, melting, stirring, and pressurizing the plastic in production.

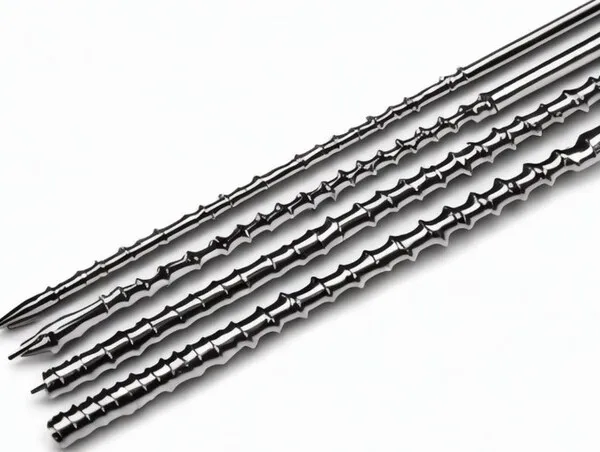
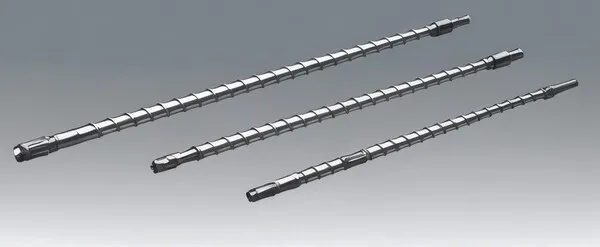
The screws for the injection molding machine can be divided into three types: gradual type, sudden type, and universal type. These three types of screws have their own shapes and functions.The gradual screw is mainly used to process non-crystalline plastics with a wide softening temperature range and high viscosity.
The quick screw is mainly used to process plastics that are crystalline and have a clear viscosity and melting point; the general screw is mainly used to process plastics that are crystalline and non-crystalline.

The screw is the most important part of the injection molding machine. It can be divided into different types according to different functions and requirements.
Classification by Function
According to the function, the plasticizing screw can be divided into four zones, which are the solid conveying zone, the melting delay zone, the solid solution zone, and the melt conveying zone.

The screws in these four areas work independently but also work together. The screw in the solid conveying area is connected to the feed hopper to move the plastic forward with increasing temperature.
The screw in the melting delay zone makes the sol accumulate in the screw groove to form a melting pool. The screw in the solid solution zone has two functions. One is to help the molten material to plasticize, and the other is to transport the molten plastic to the melting pool.

The screw in the last melting zone will help keep the plastic at the same temperature and keep the plastic flowing smoothly.
Differentiation by Geometric Shape
Based on the shape, it can be divided into three parts: feeding zone, compression zone, and metering zone.The feeding zone is to fix the groove depth of the screw groove, which is used to push the plastic solid to start melting before the end of feeding .
the screw in the compression zone is the depth of the groove of the tapered screw groove, which can help the melting, mixing, shear compression and pressurized exhaust of the plastic raw materials.
The metering zone is the fixed depth of the screw groove. In addition to compressing the plastic, it also provides more pressure to ensure the plastic is at a uniform temperature and is stable.
What is the Working Principle of the Screw of the Injection Molding Machine?
Working Principle
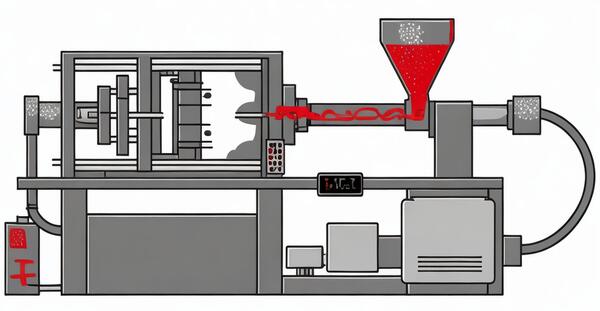
The extrusion screw melts the material as it continuously pushes it, and builds up a pretty high pressure at the die head, and gets continuously extruded products out through the molding die head.
When designing an extrusion screw, you need to think about three things: how much plastic it can push through, how consistent that flow is, and how well it melts the plastic.

The injection screw does two things: it pre-plasticizes solid materials and injects molten materials for the injection process. It doesn’t need to extrude steadily.
The pre-plasticization of the injection screw is just a front process of the injection molding process, which is not a big deal compared to the extrusion screw.

Material Heating
Besides the heat generated by the shearing effect, similar to the extrusion screw during plasticization, the pre-plasticized material in the injection machine barrel is heated by more external heaters because it stays in the barrel longer.
Also, when the material is injected into the mold, it flows through the nozzle at a high speed and experiences a lot of shearing, which creates heat from the shearing.

In Terms of Plasticizing Pressure Regulation
When you’re making stuff, it’s hard for the extrusion screw to change how much it’s squishing the plastic, but the injection screw can change how much it’s squishing the plastic by changing the back pressure, so it’s easy to control how good the plastic is getting squished.
In Terms of Screw Length Change
During pre-plasticization, the injection screw rotates and retracts, causing the effective working length to change.The extrusion screw needs to be at a constant temperature, constant pressure, constant quantity, and continuously extruding.

It has to be positioned and rotated during extrusion, and the effective working length of the screw can’t change.
In Terms of the Impact of Plasticizing Capacity on Production Capacity
The plasticizing capacity of the extrusion screw directly affects the production capacity, while the pre-plasticizing time of the injection screw is shorter than the cooling time of the product in the mold cavity.

Therefore, the plasticizing capacity of the injection screw is not the main factor affecting the production capacity.
In Terms of Screw Head Structure
The injection screw head is different from the extrusion screw head. The extrusion screw head is mostly round or blunt, and the injection screw head is mostly pointed, and the head has a special structure.

A pointed screw head or a screw head with a thread. This type of screw head is mainly used to process materials with high viscosity and poor thermal stability.It can prevent the phenomenon of stagnant material decomposition caused by dirty discharge during injection.
What is the Function of the Screw of the Injection Molding Machine?
Function of the Screw Conveying Section
The injection unit plays a key role in the injection molding machine, responsible for pushing the molten plastic into the mold cavity to form the desired finished product.The screw conveying part of the injection molding machine is responsible for conveying, pushing and preheating the plastic.

The material should reach the melting point temperature after passing through the conveying section. Typically, the screw conveying section is about 50% of the total screw length.
The deeper the screw groove in the conveying section, the more material it can move, but you have to make sure the screw is strong enough.
Function of the Screw Compression Section
The screw compression section is responsible for compressing, pressurizing, and exhausting the plastic. After passing through this section, the material is almost completely melted, but it is not uniformly mixed. Typically, the compression section accounts for 20-25% of the total screw length.
In this part, the plastic slowly melts, and the screw groove volume must slowly decrease, otherwise the material pressure won’t be solid, the heat transfer will be slow, the exhaust will be bad, and it will also cause the workpiece to have pores.

The screw compression ratio is the ratio of the last screw groove depth of the feed section to the first screw groove depth of the metering section.When the compression ratio is constant, the longer the screw compression section, the less shear heat.
Also, if the length of the compression section is constant, the smaller the compression ratio, the smaller the shear heat. So, the structure of the compression section is the main thing that determines the size of the shear heat.
Typically, you want to use a screw with a low shear heat and a compression ratio of 1.8-2.2. For the metering section screw groove depth, you want to use 0.09-0.1 times the screw diameter.
The Function of the Screw Metering Section
The screw metering section usually makes up about 20-25% of the total screw length and is primarily responsible for uniformly mixing the plastic to make sure all the plastic is melted.
The longer the metering section, the better the plastic mixing effect. If it is too long, the melt will stay too long and produce thermal decomposition.If it’s too short, the temperature won’t be even.
Generally, when we select an injection molding machine to process products, it is best that the product weight is 70%-80% of the injection volume.

If the injection volume is too large, the melt will stay in the metering section for a long time. This will cause the material to decompose from the heat, create pores in the final product, and even affect the mechanical properties of the product.
Plasticizing Effect
The main function of the screw in the injection molding process is to melt the solid plastic material with heat, turn it into a liquid state, and push it directly or indirectly into the mold cavity to make a product.

So, the screw in the injection molding machine is called a plasticizer. The plasticizing process is affected by many factors, such as screw length and diameter, pitch, speed, etc. The reasonable adjustment of these factors has a huge impact on the plasticizing effect.
Pressurization Effect
The screw in the injection molding machine has the job of pushing the melted plastic material into the mold cavity.To do this, the screw in the injection molding machine uses different screw pitches and high-pressure nozzles as needed.

The screw with a high-pressure nozzle can increase the injection pressure of the plastic material to ensure the density and quality of the product. So, the pressurization effect is also one of the important functions of the screw in the injection molding machine.
Temperature Regulation Function
The screw is usually made of metal, so it can be heated or cooled to control the temperature of the plastic. Temperature control is very important in the injection molding process because it directly affects how the plastic flows and how fast it hardens.

The screw is usually made of metal, so it can be heated or cooled to control the temperature of the plastic. Temperature control is very important in the injection molding process because it directly affects how the plastic flows and how fast it hardens.
The screw in the injection molding machine usually has a heating and cooling system to keep the temperature constant during the injection molding process.

When the injection molding machine is running, the screw’s high and low temperature sections alternate to make sure the plastic material is fully melted and the injection molding process is stable.
Cleaning Function
Because there are many different types of plastic materials used in injection molding, and sometimes you need to add stuff to them, there will always be some dirt left over when you run the injection molding machine.
These impurities will affect the product and even damage the mold. In this case, the screw in the injection molding machine will play a cleaning role.
The high temperature and high pressure generated by the screw’s rotational friction can discharge impurities and residues, ensuring the product’s quality.

Melting and Mixing of Plastic Materials
As the screw of the injection molding machine moves, it also pushes the plastic pellets forward, causing the plastic pellets at the front to be pushed to the back, fully mixing the melted plastic pellets with the unmelted plastic pellets.
With the mixed plastic pellets, the screw of the injection molding machine pushes the plastic pellets to the heating zone, and then pushes them to the melting zone after heating.
In the plastic melting zone, the screw does its main job, heating and melting the plastic by turning and pushing it forward.
Filling the Mold Cavity
The screw not only pushes the plastic material, but also applies high pressure to make sure the mold cavity is filled. This pressure helps to overcome the thickness of the plastic and make sure it fills every part of the mold.
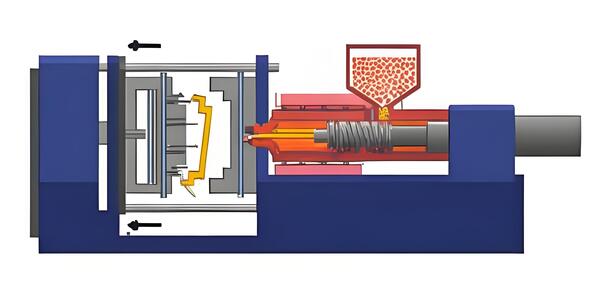
Once the plastic material is melted and mixed, the screw pushes it into the filling cavity of the mold. The pushing action of the screw makes sure that the plastic material fills every detail of the mold cavity to make the shape of the product you want.
The molten plastic from the injection molding machine screw is sent to the mold cavity to make the finished product you want. You can control how fast the screw turns so you can send just the right amount of plastic to the mold cavity. This makes sure the molded product is good and helps you make things faster.

What are the Methods for Selecting the Screw of the Injection Molding Machine?
Pitch and Thread Type
The pitch is the distance the plastic moves forward per rotation of the screw. The larger the pitch, the shorter the distance the plastic moves forward per rotation, which is suitable for plastics that are difficult to melt. The thread types of the screw are deep groove thread and shallow groove thread.
Material Selection
Screws are made from a few different materials. The most common ones are regular steel, high-quality alloy steel, and special wear-resistant materials. Regular steel screws are good for most plastics. But if you’re using engineering plastics that need to be really tough, you should use screws made from high-quality alloy steel or special wear-resistant materials.

Diameter and Length
Choose the diameter and length of the screw according to the specifications and production requirements of the injection molding machine. The larger the diameter of the screw, the larger the injection molding capacity, and the more suitable for large injection molding; the smaller the diameter of the screw, the more suitable for small injection molding.

In terms of length, in general, the length of the screw should be 3-4 times the diameter to ensure that the plastic is fully plasticized.
Compression Ratio
The screw’s compression ratio refers to the ratio of the screw thread area’s depth and shallowness, also known as the plasticizing capacity.

Different plastics require different compression ratios to ensure that the plastic is fully plasticized without over-plasticizing and causing thermal decomposition.
How to Use the Screw of the Injection Molding Machine Correctly?
Startup Preheating
Before you start the injection molding machine, you need to preheat the screw. The purpose of preheating is to heat the screw to the right working temperature and reduce the cooling of the plastic in the screw, so that the plastic can be fully plasticized and avoid problems caused by incomplete melting of the plastic.
Control Temperature
The key is to keep the temperature of the screw and the barrel of the plastic injection molding machine. If the temperature is too high, the plastic will decompose. If the temperature is too low, the plastic will not be plasticized. Therefore, the temperature of the screw and the barrel should be adjusted according to different plastics to ensure that they work within the appropriate temperature range.
Cleaning and Maintenance
Keep the screw clean and tidy to prevent plastic residue and metal dust from affecting the quality of injection molding. Use special cleaning agents and tools for cleaning, and avoid using hard objects to scratch the surface of the screw to avoid damage.
Avoid Overuse
Don’t run the plastic injection molding machines at full throttle for long periods of time. It’ll wear out the screw and shorten its life.Make a reasonable production plan, take proper rest and maintenance, and extend the service life of the screw.

Conclusion
In short, the screw in the injection moulding machine has many jobs to do, and each job has a big effect on how good the final product is and how fast it gets made. So, when you’re doing injection molding, you have to know how to use the screw right.







