 Skip to content
Skip to content 

Injection molding is a widely used manufacturing process for making plastic parts with high precision and efficiency. But a common problem manufacturers face is flash, which can affect the quality of the final product. In this complete guide, we’ll look at what causes flash and explore different techniques and strategies to reduce flash in the injection molding process.

I. What is Flash?
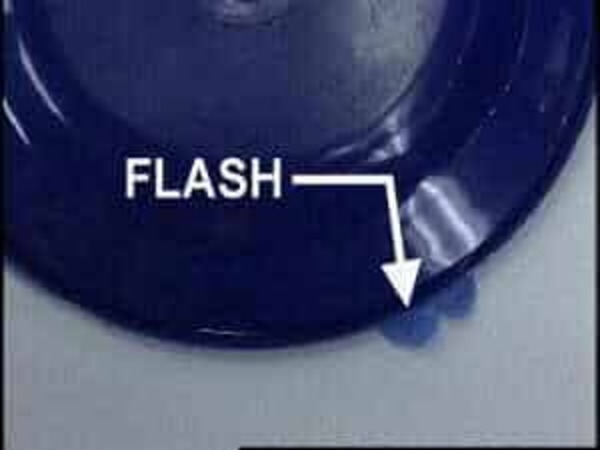
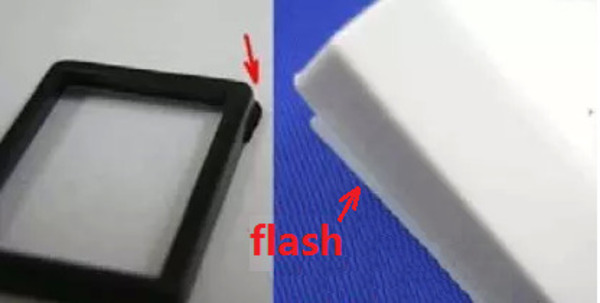
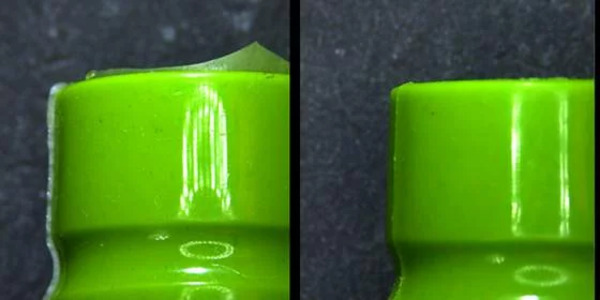
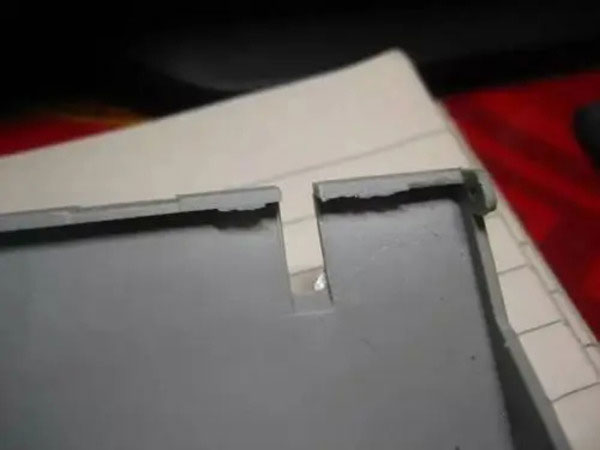
Flash, also known as burrs or excess material, is a thin layer of plastic that sticks out from the expected shape of the molded part. It usually happens at the parting line or along the edges of the mold cavity because extra material escapes during the molding process. Even though flash might seem like a small problem, it can cause the final product to have the wrong size, look bad, or not work right.
Flash typically happens at the mold parting lines, like the parting surfaces of the moving and stationary molds, slide fits, insert clearances, and core pin clearances. Flash is mostly caused by the mold or machine clamping force not being enough. In general, it’s impossible for plastic parts to be completely flash-free because of a bunch of different factors.

II. Causes of Flash in Injection Molding Parts
1. Excessive Injection Pressure
When the injection pressure is too high, the molten plastic gets forced into all the little gaps and crevices in the mold, and that’s how you get flash.
2. Inadequate Venting of Plastic Gas by the Mold
When plastic materials are injected into a mold, they produce gas. If the mold doesn’t vent the gas properly, you’ll get flash.
3. Non-uniform Mold Temperature
Flash can also be caused by inconsistent mold temperature. When the mold temperature is not uniform, the plastic does not flow evenly, which can cause flash.
4. Poor Mold Design
Bad mold design, like narrow flow channels or corners, can mess up plastic flow and cause flash.

5. Issues with Plastic Cylinder or Feeder
If the plastic cylinder or feeder is messed up, like if the plastic isn’t the right size or there’s junk in it, the plastic won’t flow right and you’ll get flash.
6. Improper Injection Process Control
If you don’t adjust the parameters right, like mold temperature, pressure, and speed, you’ll get flash when you’re injection molding.
7. Misalignment or Unsuitability of the Mold
If the mold is installed incorrectly or the mold is not positioned correctly, the parts will not be positioned correctly during the injection molding process, which will cause flash.
8. Non-uniform Temperature During Injection Process
When plastic melts unevenly during injection, it shrinks unevenly as it cools. This can cause flash.
9. Excessive Injection Speed of the Injection Molding Machine
If you inject the plastic too fast, the mold won’t fill completely. This means the plastic won’t flow right and you’ll get flash.
10. Inadequate Mold Venting
If the mold isn’t vented properly during injection molding, gas can’t escape fast enough, and that’s when you get flash.
11. Insufficient Clamping Force
If the clamping force isn’t enough, the mold won’t close all the way, and molten plastic will leak out and make flash.
12. Material Characteristics
Some thermoplastic materials are more likely to flash because of how thick they are, how much they shrink, and how they flow.

13. Molding Parameters
If you don’t have the right settings, you’re going to get flash. You can get flash from too much injection speed, too much temperature variation, or too much cooling time.
14. Excessive Injection of Plastic into the Mold
15. Plastic Temperature Too High. Reduce melt temperature.
16. Intermittent stops during production operation.
17. Uneven distribution of injection pressure within the mold.
18. Foreign objects become protrusions on the mold surface.
19. No injection parts in the mold and/or on the mold surface.
20. Projection area is too large.
21. Improper venting causes plastic to leave the mold cavity.

III. Solutions to Flash in Injection Molding Parts
Flash is a big problem in injection molding. It makes your parts look bad and costs you money. You need to attack flash from a bunch of different angles. Here are some things you can do to get rid of flash:
1. Adjust Injection Time
If you inject too fast, the plastic will go around the edges of the mold and cause flash. If you adjust the injection time, you can reduce the amount of time the plastic is at the edges of the mold.
2. Adjust Injection Pressure
If you use too much injection pressure, the molten material will fill the mold too fast and you’ll get flash. You can control how fast the molten material fills the mold by adjusting the injection pressure.

3. Adjust Mold Design
If your mold design is bad, you might not get an even fill of molten material, which can cause flash. You can fix flash problems by redesigning your mold, especially the gate and overflow channel sections.
4. Adjust Material Quality
If you use bad material, your injection molding process will be unstable and you’ll get flash. If you use good material, your injection molding process will be stable and you won’t get flash.
5. Check Equipment Conditions
If your equipment is in bad shape, your injection molding process will be unstable and you’ll get flash. You need to inspect and maintain your equipment regularly to keep it running right and reduce flash.
6. Use Deflashing Tools
Using special deflashing tools can effectively remove flash from injection molds, ensuring the appearance and quality of your products.

7. Optimize Production Processes
If you want to make your injection molding process more automated, reduce the amount of manual work you have to do, and reduce the amount of flash you get, you need to optimize your production process.
8. Adjust Mold Structure
If flash is caused by poor mold design, you may need to redesign the mold to avoid narrow flow channels or corners.
9. Adjust Mold Temperature
If you’re getting flash because the mold temperature is uneven, you may need to adjust the mold temperature to make it even.
10. Adjust Injection Molding Process Parameters
If you see flash, you can fix it by changing the injection molding process. You can change the injection speed and pressure.
11. Regular Maintenance of Molds
To avoid flash and other defects, you need to maintain your molds. This means cleaning your molds and replacing mold components.
12. Use High-Quality Raw Materials
If you use poor-quality raw materials, you’ll get flash. So, to avoid that, use high-quality raw materials.
13. Adjust Melt Temperature
If you find that the melt temperature is too high or too low, you should adjust it accordingly.
14. Check Mold Clamping Force and Increase Clamping Force if Necessary
If the mold isn’t closed tightly, you can increase the clamping force as needed.
15. Check Mold Installation and Positioning
Make sure the mold is installed correctly and positioned accurately to avoid misaligning the mold.
16. Adjust Temperature Control System During Injection Molding Process
Make sure the temperature is the same all over when you’re doing injection molding. If it’s not, the plastic will melt unevenly and you’ll get flash.
17. Adjust Injection Speed of Injection Molding Machine
Adjust the injection speed of the injection molding machine according to the shape and size of the injection molded product to ensure that the mold cavity is completely filled and to prevent flash.

18. Check Mold Venting System
Make sure the mold venting channels are clear, which helps to get the gas out of the mold cavity quickly and avoid flash. Better mold venting lets trapped air and extra material get out better, so you’re less likely to get flash.
19. Use Mold Release Agents
Spray mold release agents or coatings on the mold surface to help parts come out easier and reduce friction, which will help prevent flash.
20. Implement Process Monitoring
Use advanced process monitoring systems to keep an eye on important stuff like temperature, pressure, and cycle time. That way, you can make changes right away and stop burrs from happening.
21. Post-Molding Operations
To get rid of burrs and make the part look right, you need to trim, deflash, and finish the surface.
So, to sum up, you need to do a bunch of things to fix flash in injection molding. You need to adjust the injection time and pressure, make sure the mold is designed right, use good materials, check your equipment, use deflashing tools, and make sure your process is good. If you do all that, you’ll have a better chance of making good parts and not having flash.
Also, when it comes to dealing with flash problems in injection molding, you need to be detail-oriented and patient. You have to keep trying different things and making adjustments until you find the best way to fix the problem. You also need to stay in touch with your production team and your customers so you can fix problems quickly and make your whole operation run better.

IV. Conclusion
Flash formation is a common problem in injection molding, but with the right strategies and techniques, you can minimize its impact on product quality and production efficiency. By optimizing mold design, fine-tuning injection parameters, and implementing advanced process monitoring, you can achieve great results and stay ahead of the competition.
In conclusion, reducing flash in injection molding requires a combination of technical expertise, strategic planning, and continuous improvement. By making flash reduction a priority, you can improve product quality, reduce costs, and drive business success in today’s competitive manufacturing environment.







