 Skip to content
Skip to content 

Introduction
ABS (Acrylonitrile Butadiene Styrene) is one of the most widely used thermoplastics in injection molding1—and for good reason. It balances strength, surface finish quality, and processing ease in a way few other materials can match. From automotive interior trim to consumer electronics housings, medical device enclosures to power tool casings, ABS shows up everywhere engineers need a tough, paintable, and dimensionally stable part.
But here’s what most guides won’t tell you: ABS is forgiving to mold, but ruthless when you cut corners. Get the melt temperature wrong by 15°C, and your parts will show sink marks or weld lines that no amount of post-processing can hide. Design your wall sections unevenly, and you’ll fight warpage on every single cycle. This guide walks through the parameters, design rules, and real-world tradeoffs that actually matter when you’re molding ABS parts at production scale.
- ABS processes best at 220–260°C melt temperature with 40–80°C mold temperature
- Uniform wall thickness (2–3 mm ideal) prevents sink marks and warpage
- MFI grades range from 5 to 35 g/10 min—match the grade to your part geometry
- Drying at 80–85°C for 2–4 hours before molding is non-negotiable
- ABS offers excellent surface finish for painting, plating, and texture molding
What Is ABS Plastic and Why Is It So Popular in Injection Molding?
ABS is a terpolymer—three monomers blended to give a material that none of them could deliver alone. Acrylonitrile contributes chemical resistance and thermal stability. Butadiene adds toughness and impact strength. Styrene provides rigidity, a glossy surface, and easy processability. The result is an amorphous thermoplastic that doesn’t have a sharp melting point but gradually softens over a range, making it remarkably tolerant of minor processing variations.
In our experience running ABS across dozens of production programs, what sets it apart from other commodity plastics is its versatility in secondary operations. You can paint it, plate it with chrome, ultrasonically weld it, solvent-bond it, and apply textures directly in the injection mold2. That’s why it dominates in applications where the part has to look as good as it performs.
The material also fills molds cleanly. Its relatively low viscosity at processing temperatures means you can pack complex geometries—thin ribs, boss features, snap-fit clips—without excessive injection pressure. This is a practical advantage that reduces wear on both the mold and the machine, extending tooling life in high-volume programs.
What Are the Key Material Properties of ABS?
The key material properties of abs are the main categories or options explained in this section. Understanding ABS properties at a glance helps you predict how the material will behave during processing and in service. The following table summarizes the critical specifications engineers need when specifying ABS for injection molding projects.
| Property | Typical Range | Why It Matters |
|---|---|---|
| Tensile Strength | 29–48 MPa | Determines load-bearing capability of structural parts |
| Izod Impact (Notched) | 200–400 J/m | Drop-test and impact resistance for enclosures |
| Heat Deflection Temp (HDT) | 85–100°C @ 0.45 MPa | Upper service temperature limit for automotive and appliance parts |
| Melt Flow Index (MFI) | 5–35 g/10 min | Higher MFI = easier flow for thin-wall parts; lower MFI = better mechanical strength |
| Glass Transition Temp (Tg) | ~105°C | Defines the upper limit before the material softens significantly |
| Density | 1.04–1.07 g/cm³ | Lightweight advantage over metals and some engineering plastics |
| Mold Shrinkage | 0.4–0.7% | Critical for dimensional accuracy—dictates mold steel sizing |
| Rockwell Hardness | R100–R115 | Surface scratch and dent resistance |
One detail that catches engineers off guard: the glass transition temperature3 of standard ABS sits around 105°C, but continuous-use temperature is typically rated at 60–80°C. If your part needs to survive under-hood automotive temperatures or sustained heat above 80°C, you should be looking at ABS-PC blends or heat-stabilized ABS grades, not standard ABS.
How Do You Set Optimal Injection Molding Parameters for ABS?
Getting ABS parameters right is less about memorizing numbers and more about understanding the interaction between temperature, pressure, and time. Here’s what actually works in production.
Melt Temperature
Target 220–260°C, with 240°C as a reliable starting point for most general-purpose grades. Go below 220°C and you’ll see short shots, poor weld line strength, and noticeable flow marks. Push above 260°C and the material starts to degrade—you’ll see silver streaks (moisture or gas), reduced mechanical properties, and potential discoloration. The Melt Flow Index of your specific grade should guide where you land: high-MFI grades (20+ g/10 min) process well at 220–240°C, while low-MFI structural grades need 240–260°C to fill properly.
Mold Temperature
Run your mold at 40–80°C. The lower end (40–50°C) gives faster cycle times and is fine for simple geometries. The higher end (60–80°C) improves surface finish, reduces weld line visibility, and minimizes internal stresses—critical for parts that will be painted or chrome-plated. At our facility, we typically run ABS molds at 60°C for visible-surface parts and 50°C for structural parts where cycle time matters more than cosmetics.
Injection Speed and Pressure
ABS responds well to moderate-to-fast injection speeds (40–80 mm/s on most machines). Thin-wall parts need higher speeds to prevent premature freezing; thick-wall parts can use slower fills to minimize air traps. Injection pressure typically lands between 70–120 MPa, with hold pressure at 40–70% of peak injection pressure. Hold time should be maintained until the gate freezes—usually 2–5 seconds depending on wall thickness and gate size.
Drying Requirements
This is non-negotiable: dry ABS at 80–85°C for 2–4 hours before molding, targeting moisture content below 0.1%. Skip this step and you’ll see splay marks, reduced impact strength, and dimensional instability. In humid climates or during rainy seasons, extend drying time or use a dehumidifying hopper dryer. We’ve seen parts from undried ABS fail drop tests at half the expected impact energy—that’s how much moisture degrades the material.
What Mold Design Considerations Apply to ABS Parts?

Good ABS parts start with good mold design. The material is forgiving, but it has specific design rules that, when ignored, guarantee production headaches.
Wall thickness should be uniform, ideally 2.0–3.0 mm. Variations beyond ±10% across the part will cause differential shrinkage, leading to warpage and sink marks. When thickness transitions are unavoidable, use a gradual taper (1:3 ratio minimum) rather than a sharp step. Bosses should be cored to maintain uniform wall thickness—the outside diameter should be 2.0–2.5 times the nominal wall, with a core diameter that leaves 50–60% wall thickness in the boss sidewall.
Draft angles of 1–2° per side are sufficient for most ABS parts, thanks to the material’s relatively low shrinkage and good release characteristics. For deep draws or textured surfaces, increase to 3° per side. The textured surface itself adds effective draft—a coarse texture (VDI 33+) might need an extra 1.5° per 0.025 mm of texture depth.
Gate design for ABS typically favors edge gates or submarine gates for aesthetic parts, and direct sprue gates for structural parts where gate vestige is acceptable. Gate diameter should be 50–80% of the wall thickness at the gate location—too small and you get shear-induced discoloration, too large and you extend cycle time with excessive gate freeze time. Runner systems should be balanced, full-round, and sized to deliver adequate pressure without excessive material waste.
“ABS parts require drying at 80–85°C for 2–4 hours before molding to prevent splay marks and reduced impact strength.”True
ABS is moderately hygroscopic and absorbs moisture from the atmosphere. Without proper drying (targeting <0.1% moisture content), trapped water vapor creates splay marks on the part surface and hydrolytically degrades the polymer chains, significantly reducing impact resistance.
“ABS has a sharp melting point at 180°C, so you must maintain melt temperature within ±2°C of that target.”False
ABS is an amorphous thermoplastic—it has no sharp melting point. Instead, it gradually softens over a temperature range, which is actually one of its processing advantages: it tolerates minor temperature variations (typically ±10°C) without catastrophic defects, unlike semi-crystalline materials like POM or PEEK.
What Are Common ABS Injection Molding Defects and How Do You Fix Them?
Common abs injection molding defects and how do you fix them are the main categories or options explained in this section. Even with ABS’s process-friendly nature, defects happen. Here are the ones we see most often in production, ranked by frequency, along with their root causes and fixes.
| Defect | Root Cause | Fix |
|---|---|---|
| Sink marks | Thick sections shrinking more than surrounding thin walls | Core out thick areas, reduce wall ratio below 1.5:1, increase hold pressure and time |
| Splay / silver streaks | Moisture in melt or excessive melt temperature | Dry material thoroughly (80–85°C, 2–4 hrs), reduce barrel temperature 5–10°C |
| Weld lines | Flow fronts meeting around an obstacle (hole, boss, core) | Increase melt and mold temperature, move weld line to non-cosmetic area, add overflow well |
| Warpage | Uneven cooling or non-uniform wall thickness | Equalize wall thickness, optimize cooling channel layout, reduce injection speed for thick parts |
| Short shots | Insufficient fill—low melt temp, inadequate pressure, blocked vent | Increase melt temperature 5–10°C, raise injection pressure, verify vent clearance (0.01–0.02 mm) |
| Jetting | Melt streaming through gate without spreading | Reduce injection speed, increase gate size, relocate gate to create flow impingement |
The single most impactful thing you can do to prevent defects: optimize your cooling circuit layout before cutting steel. In our mold shop, we run mold flow simulations on every new ABS tool to identify hot spots and ensure balanced cooling. Fixing cooling in the design phase costs nothing compared to reworking a hardened steel mold after you discover uneven shrinkage on your first trial run.
How Does ABS Compare to Other Common Injection Molding Materials?
Engineers rarely choose ABS in isolation. Here’s how it stacks up against the materials it most often competes with for similar applications.
| Property | ABS | Polycarbonate (PC) | PP | Nylon 6 (PA6) |
|---|---|---|---|---|
| Tensile Strength | 29–48 MPa | 60–70 MPa | 25–40 MPa | 50–85 MPa |
| Impact Strength | High | Very High | Low (notched) | Moderate (dry) |
| Processing Temp | 220–260°C | 280–320°C | 200–250°C | 240–280°C |
| Mold Temp | 40–80°C | 80–120°C | 20–60°C | 60–90°C |
| Moisture Absorption | Low (0.2–0.4%) | Low (0.15–0.2%) | Very Low (<0.01%) | High (1.5–2.5%) |
| Surface Finish | Excellent | Excellent | Poor–Fair | Good |
| Cost (relative) | $$ | $$$ | $ | $$ |
| Best For | Housings, trim, enclosures | Transparent/bullet-resistant parts | Living hinges, containers | Gears, bearings, structural |
ABS-PC blends deserve special mention. They combine ABS’s processability with PC’s impact resistance and heat performance. If your application needs better impact strength than standard ABS but doesn’t justify the cost of pure PC, ABS-PC (typically 50/50 or 70/30 blends) is often the sweet spot. These blends process at 240–280°C and offer HDT values of 95–110°C—significantly better than standard ABS.
For applications requiring chemical resistance that ABS can’t provide—exposure to oils, fuels, or aggressive solvents—nylon variants like PA6 or PA66 are the usual upgrade path. However, nylon’s high moisture absorption means dimensional stability suffers in humid environments, and you’re trading surface finish quality for chemical resistance.
“ABS-PC blends offer higher heat deflection temperature (95–110°C) than standard ABS (85–100°C) while maintaining better processability than pure polycarbonate.”True
The addition of polycarbonate raises the thermal performance ceiling, while the ABS component keeps processing temperatures 20–40°C lower than pure PC would require, reducing energy costs and extending equipment life.
“ABS absorbs more moisture than nylon (PA6), so it requires longer and more aggressive drying before molding.”False
The opposite is true. ABS absorbs only 0.2–0.4% moisture at equilibrium, while PA6 absorbs 1.5–2.5%. Nylon requires more stringent drying (often 6+ hours at 80°C) compared to ABS’s 2–4 hours. ABS is actually one of the easier materials to dry properly.
What Quality Standards and Testing Apply to ABS Molded Parts?
Quality control for ABS injection molding isn’t just about measuring parts at the end of the line—it’s a layered system that starts before material hits the hopper and continues through every stage of production.
Incoming material verification includes checking the MFI against the supplier’s certificate of analysis, visual inspection of pellet color and consistency, and moisture testing with a halogen or Karl Fischer moisture analyzer. If the MFI is more than 15% outside specification, reject the lot—it indicates either degradation during transport or a grade mix-up that will cause processing problems.
In-process quality checks should cover critical dimensions (using CMM or calibrated gauges), visual inspection for surface defects (splay, sink, weld lines, color consistency), and weight monitoring as a proxy for fill consistency. A part weight variation exceeding ±0.5% from the established baseline signals a process drift that needs investigation.

At our Shanghai facility, we run a six-step quality control workflow—IQC, in-process sample checks, process inspection, packaging and assembly inspection, FQC, and OQC—across 45 injection molding machines ranging from 90T to 1850T. With 10+ dedicated QC specialists and measurement tools including CMMs, profile projectors, and hardness testers, we catch defects before they reach the customer. It’s not glamorous work, but it’s the difference between a reliable supply chain and one that generates costly surprises.
How to Choose the Right ABS Injection Molding Partner?
Selecting an injection molding supplier for ABS parts comes down to three practical questions: Can they build the mold? Can they maintain consistent quality at volume? And can they communicate effectively when problems arise?
In-house mold manufacturing capability matters more than most buyers realize. When your mold needs modification—which it almost certainly will during qualification—waiting 3–4 weeks for an external mold shop to squeeze you into their schedule adds directly to your timeline. A supplier with their own mold shop can turn around modifications in days, not weeks. Look for CNC machining centers, EDM capabilities, wire cutting, and precision grinding equipment on-site.
Machine tonnage range tells you about the supplier’s capability envelope. ABS parts range from tiny electronic clips (needing 50–90T machines) to large automotive panels (requiring 800–1500T). If a supplier only has machines in one tonnage band, they’re optimized for a narrow range of parts. A broader range—like our 90T to 1850T fleet covering 45 machines—means they can handle your current parts and scale to larger or more complex geometries without you needing to find another vendor.
Material expertise is the third differentiator. A supplier who works with 400+ materials has seen the edge cases—how different ABS grades behave, what blend ratios work for specific applications, and how to troubleshoot the defects that show up in real production environments, not just in a textbook. Ask potential suppliers about their drying protocols, their typical process parameter ranges for ABS, and how they handle material lot-to-lot variation. The answers tell you whether they’re running a commodity molding operation or a precision manufacturing process.
Communication capability rounds out the evaluation. If your engineering team can’t communicate directly with the people running the machines, every issue becomes a game of telephone. We employ 30+ English-speaking project managers specifically because miscommunication in manufacturing is expensive—often more expensive than the cost of the parts themselves. When you’re evaluating suppliers, test this directly: call their engineering contact, not just sales, and see how quickly you get a technically competent response.
“In-house mold manufacturing capability can reduce mold modification turnaround from weeks to days during part qualification.”True
External mold shops typically require 3–4 weeks for modifications because your job goes into their queue. An in-house mold shop can prioritize your modifications immediately, often completing simple steel changes in 1–3 days, which directly shortens your time to production-ready parts.
“ABS injection molding requires specialized machines that cannot process any other thermoplastic materials.”False
Standard reciprocating screw injection molding machines process ABS just fine—the same machines can also run PP, PE, PS, PC, and most other thermoplastics with appropriate screw design and temperature profile adjustments. The machine requirements for ABS are actually quite mainstream.
Frequently Asked Questions
What temperature should I set for ABS injection molding?
Target a melt temperature of 220–260°C (starting at 240°C for most general-purpose grades) and mold temperature of 40–80°C. Higher mold temperatures (60–80°C) improve surface finish and reduce weld line visibility but increase cycle time. Lower mold temperatures (40–60°C) speed up cooling for structural parts. Always adjust within this range based on the specific ABS grade’s Melt Flow Index—high-MFI grades flow better at lower temperatures, while low-MFI grades need more heat to fill completely and achieve proper packing throughout the mold cavity.
Does ABS need to be dried before injection molding?
Yes, absolutely. Dry ABS at 80–85°C for 2–4 hours to bring moisture content below 0.1% before processing. Even though ABS absorbs significantly less moisture than hygroscopic materials like nylon or polycarbonate, undried ABS will still produce splay marks (silver streaks) on the part surface and suffer reduced impact strength due to hydrolytic degradation of polymer chains during melting. Use a desiccant dryer and verify moisture content with a dew point meter for best results on critical parts, especially those with cosmetic surface requirements.
What is the typical mold shrinkage rate for ABS?
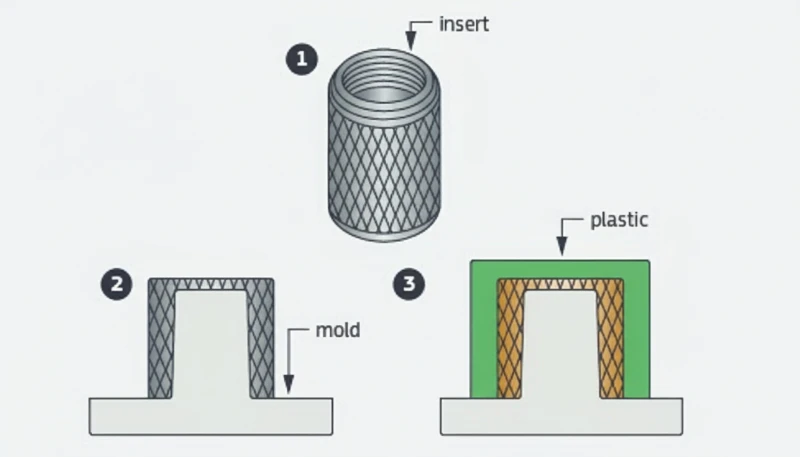
ABS shrinkage ranges from 0.4–0.7%, depending on the specific grade, wall thickness, and processing conditions. This relatively low and predictable shrinkage makes ABS one of the more dimensionally stable commodity thermoplastics available today, which is exactly why it’s favored for precision-fit enclosures, assembled components, and parts that mate with metal inserts. Always account for this shrinkage during mold design by scaling cavity dimensions accordingly and test your first articles to fine-tune compensation factors before committing to full production runs and costly tooling modifications.
Can ABS be used for food-contact or medical applications?
Standard ABS grades are not FDA-approved for direct food contact applications. However, specific ABS grades are available with FDA-compliant formulations designed for indirect food contact scenarios. For medical device enclosures (non-implantable housings, equipment casings), ABS is widely used due to its excellent surface finish and sterilization compatibility. Always verify the specific grade’s regulatory compliance documentation directly with the material supplier before specifying for any regulated food or medical application to avoid costly requalification delays, regulatory violations, or redesigns later in development.
How does ABS-PC blend compare to standard ABS for injection molding?
ABS-PC blends offer 20–40% higher impact strength and 10–15°C higher heat deflection temperature than standard ABS, while processing at only slightly higher temperatures (240–280°C vs 220–260°C). The tradeoff is higher material cost (typically 30–50% more) and slightly more attention to drying requirements (85–90°C for 3–4 hours). ABS-PC is the right choice when standard ABS doesn’t meet impact or thermal requirements but pure PC is over-engineered and too expensive for the application’s specific performance requirements and budget constraints, making it an ideal middle-ground material solution.
What injection pressure is needed for ABS molding?
Typical injection pressure for ABS ranges from 70–120 MPa (10,000–17,000 psi), with hold pressure set at 40–70% of peak injection pressure. Thin-wall parts and complex geometries require the higher end of this range to ensure complete fill. The key is maintaining adequate hold pressure until the gate freezes (usually 2–5 seconds depending on wall thickness) to prevent sink marks and ensure dimensional stability throughout the cooling phase. Insufficient hold pressure leads to voids, weak weld lines, and reduced overall part strength.
Why does my ABS part have sink marks and how do I fix them?
Sink marks occur when thick sections (like bosses or rib intersections) shrink more than surrounding thinner walls during cooling. Fix them by coring out thick areas to maintain uniform wall thickness, reducing wall thickness ratios below 1.5:1, increasing hold pressure and hold time, and lowering melt temperature to reduce volumetric shrinkage. Design-stage prevention through uniform wall thickness is far more effective than trying to fix sink marks with process adjustments alone, which can lead to other defects like flash or warpage.
What wall thickness is recommended for ABS injection molded parts?
The ideal wall thickness for ABS parts is 2.0–3.0 mm, with uniformity being more important than the absolute value. Maintain wall thickness variation within ±10% across the part. Walls below 1.0 mm risk short shots and filling issues; walls above 4.0 mm cause excessive cycle times, internal voids, and sink marks. When transitions are necessary, use gradual tapers with a minimum 1:3 ratio to minimize stress concentrations and ensure smooth flow during filling while maintaining consistent cooling rates throughout the part geometry.
-
injection molding: injection molding refers to a manufacturing process where molten thermoplastic is injected into a mold cavity to produce precision parts at scale. ↩
-
injection mold: injection mold refers to a custom-engineered tool, typically made of steel or aluminum, that shapes molten plastic into a specific part geometry during the injection molding cycle. ↩
-
glass transition temperature: glass transition temperature refers to the temperature range at which an amorphous polymer transitions from a hard, glassy state to a soft, rubbery state, critical for determining processing and service temperature limits. ↩






