 Skip to content
Skip to content 

Introduction: Injection molding is a great manufacturing process for making beautiful rapid prototypes and plastic injection molded parts. But without a strict production process control system, plastic molded parts may develop defects such as sink marks.

So, what are sink marks in injection molding? Why do they happen and how can you as a manufacturer prevent them from happening? Read on as we provide you with the answers to these questions and the important information you need to know about sink marks.
What are Sink Marks in Injection Molding?
A sink mark is a defect on the surface of an injection molded parts that varies with the thickness of the wall. In other words, sink marks occur in the thicker sections of a molded part, and this defect looks more like a pit or groove on its surface.

The thicker a section of a product is, the more parts it contains. In addition, these thicker areas extend their cooling time. In contrast, the outside of a plastic part that is in contact with the mold steel usually cools very quickly.

So, the difference in cooling time between the outside and inside of the molded part causes the defect. How? When the molecules in the thicker section of the part start to cool, they shrink, causing the outside to shrink inward, forming a sink mark. But, if the outside is strong enough, this shrinkage will instead cause voids.

The sink’s visibility depends on its depth, the color and texture of the product. However, it is important to note that small sink marks are often visible because they are able to reflect light in different directions.
Causes and Remedies of Plastic Injection Molding Sink Marks
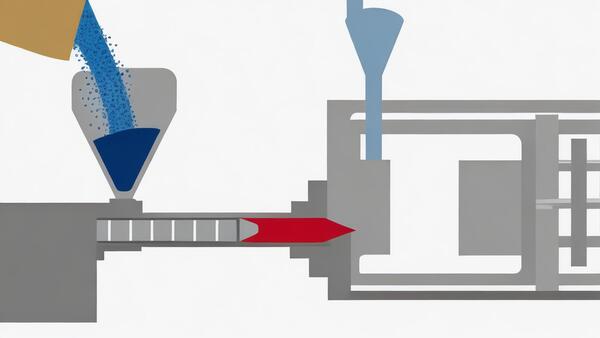
When you make parts with injection molding, you shoot melted stuff into a mold. The stuff cools and turns into the part you want. Then you take it out.

Sink marks in injection molding usually happen when the part you’re molding is too thick for the resin you’re using. But there are other reasons for sink marks. Let’s look at what causes them and how to reduce sink marks in injection molding.
Incorrect Melt Temperature
Using wrong temperatures when melting the resin can cause sink marks on the surface of the finished plastic. Usually, sink marks are caused by low insert temperature, and if this is the case, increasing the temperature can solve these problems.
To avoid this, adjust the molten resin within the manufacturer’s recommended temperature range. Verify the melt temperature before injecting the resin into the mold.
Short Holding Time
If the hold time is too short, it can also cause depressions on the surface of the part. Ideally, the pack and hold times should be long. This ensures that the gate of the part is properly sealed, which prevents the plastic resin from flowing into or out of the mold cavity. If the gate is not properly sealed, the plastic resin will flow out of the cavity when it is stationary .

To avoid sink marks, hold long enough to ensure that the gate solidifies after filling the mold. This will help prevent the molten material from flowing out of the mold, thereby preventing sinking. In other words, where there are marks or depressions near the gate, extending the holding time will help eliminate it.
Rib is too Thick
When the rib is thicker, the junction of the rib and the main wall thickness is also thicker. The plastic is concentrated here. When cooling, the rib and the main thicker wall sections surface are solidified first. The center of the junction of the rib and the main wall thickness remains molten.

The plastic that solidifies later shrinks on the plastic that solidifies first, and has a suction force on the plastic around it. If any place has a weaker solidification layer (usually on the mold surface opposite to the rib), the surface there may collapse into a depression.
Sink marks can be caused by material properties, holding pressure, and distance from the gate. Sometimes, the rib thickness should be designed to be 50% of the main wall thickness, or even thinner. Human experience judgment is sometimes inaccurate.

It is recommended to analyze it through CAE mold flow analysis. The risk can be predicted based on the shrinkage index of mold flow analysis to understand the impact of different rib thickness designs on shrinkage. The risk of shrinkage can also be predicted in the same way at the column position and corner of the product.
The Size of the Runner and Gate
The runner and gate are too small, and the material flow resistance is too large. If the injection pressure and pressure are not enough, the mold cavity cannot be filled with dense material, and the melt density is small, which can easily cause surface depression and shrinkage marks.

Some products have uneven local glue flow or too small flow channels, which can also cause large material flow resistance and insufficient local pressure, and the probability of shrinkage marks will also increase. I suggest that we use CAE mold flow analysis software to analyze material flow and pressure before mold design, and simulate the filling process.
The software will provide reasonable data to help us reasonably design the runner and gate size, and analyze the area where the product structure hinders flow. Modify the product according to the analysis results to fully prevent shrinkage on the product surface.

High Mold Temperature
The effect of mold temperature on shrink marks or shrink holes is relative. When the mold temperature is too low, the surface layer of the part tends to condense and thicken, the thickness of the core layer is relatively reduced, the channel for holding pressure and shrinkage is narrowed, and the far end of the part cannot get enough shrinkage, forming shrink marks or shrink holes;
Also, the low mold temperature causes the gating system, especially the gate, to freeze easily, and the part doesn’t get enough holding pressure and shrinkage, which also causes shrinkage cavities or shrinkage marks.
When the mold temperature is too high, the cooling efficiency of the mold is low and the cooling is slow. Due to the long cooling time, the shrinkage is also larger. If there is not enough holding pressure and shrinkage, it is easy to cause shrinkage marks or shrinkage cavities.
Setting the temperature too high may prevent the gate from sealing correctly and on time. To solve this problem, use the correct mold temperature range and ensure the correct pipeline.

Improper Holding Pressure or Holding Pressure
Another reason for dents in molded parts is improper distribution of holding pressure. In other words, applying the right amount of holding pressure to different parts of the product helps to keep the product’s shape.
To avoid sink marks or warpage, the typical cavity pressure range is 8,000 to 15,000 psi. The rule of thumb is that the holding or packing pressure should be 50-70% of the injection pressure.

The best way to apply pressure is to measure the thickness. So, thicker mold parts require more plastic and pressure to maintain shape than thinner parts.
Because this defect is caused by the shrinkage of plastic resin and other materials in the thick area during the drying process, putting enough plastic into the thick area at the appropriate pressure may help eliminate this defect.

Injection Molding Machine Screw Check Valve Damage Failure
Injection molding technicians know that the check valve on the injection molding machine is to prevent the molten plastic material in front of the screw in the material tube from flowing back during injection and holding pressure.
If the check valve on the injection molding machine is worn and cracked during long-term use, serious damage will cause plastic to flow back through the gap, the buffer and holding pressure will be reduced or disappear, and the product will easily cause shrinkage depression.

So, you need to check, maintain and clean it often. Also, you need to keep the plastic pellets clean and free of debris, especially the secondary recycled materials should never be mixed with hard objects like blades and iron cuttings. If you find any serious defects, you should replace them right away.
The Temperature of the Injection Molding Machine Barrel is Too High
If the temperature of the injection molding machine barrel is too high, the density of the melt will decrease. When the product cools, the melt in contact with the mold surface will solidify into a condensation layer first. The plastic shrinks in volume, causing the density of the melt in the center of the cavity to be smaller.

When the core solidifies slowly, a void will form in the center of the core. The inner wall of the void will form a shrinkage stress. If the strength of the surface solidification layer is not enough, the surface of the product will be sunken inward, forming a shrinkage mark.
The improvement method is to set a reasonable barrel temperature. Within the range allowed by the material, try not to use the extreme value as much as possible, which can effectively reduce the probability of shrinkage of the product. CAE mold flow analysis can also analyze reasonable reference values to prevent shrinkage marks in the product in advance.

The Number and Position of the Mold Gates are Not Designed Reasonably
The position and number of gates can also cause shrink marks on the product. Here is a parameter that you can share with your colleagues. The flow length ratio of the material is the ratio of the flow length of the material to the thickness of the main wall of the product. It is an important reference value for us to design the number and position of the gates.
Please pay special attention to this. You can find this data reference value in the regular material property table to judge the fluidity of the material. If the unreasonable number and location of the gates cause the material flow length ratio to be too large, it will cause too much flow resistance.
If the injection pressure is not enough, the mold cavity cannot be filled with dense material, the melt density is low, and the probability of shrinkage depression of the product is high.
A lot of old molders design the gate position and number based on experience. I think it’s not recommended to rely on experience completely now. CAE computer simulation analysis results can provide us mold designers with very accurate reference data.

Mold flow analysis can comprehensively analyze material properties, product structure, mold temperature, water cooling, etc. to get more accurate results. Mold designers must learn to use scientific analysis tools to reduce errors in mold design.
Product Cooling Time is Too Short
If the cooling time of the product is not enough, the condensation layer on the surface of the product will be too thin, and there will be insufficient rigidity to resist the stress caused by the shrinkage of the internal melt, which will easily form shrinkage depressions on the surface of the product.

How to set the cooling time can refer to the recommended values provided by CAE mold flow analysis and material property table.
How many machine adjustment guys have looked at the material property table before they adjust the machine? When you adjust the machine, you should set the cooling time based on the recommended value from the analysis, and shorten the cooling time as much as you can within the acceptable range of product surface quality to reduce the molding cycle.

To reduce sink marks during the injection molding cycle, manufacturers should optimize cooling time and holding pressure settings to ensure that the plastic part cools evenly throughout the molding process.
Improper Part Geometry
If you don’t get the part geometry and mold design right, you can also get sink marks. It’s important to know that the most common places to get sink marks are in ribs and bosses.
Conclusion
Product defects have many causes. We need to consider the product design, mold design, and injection molding process. We need to analyze and find the root cause of the problem. We need to consider cost, efficiency, and product quality. Sometimes we can’t meet all the requirements. We need to consider and calculate and make reasonable trade-offs.
The principle of Zetar mold is: priority is given to those that can be improved through product structure, which is the first choice. If it is really not possible, it will be improved through mold design. Even if the mold cost is increased, the problem should not be left to injection molding adjustment .

Because the cost increase of the mold is one-time, and the cost of injection molding is long-term and large-scale, and injection molding only makes reasonable small adjustments. Therefore, considering the problem requires systematic analysis, careful calculation, and reasonable trade-offs to be a good mold technician.







