 Skip to content
Skip to content 

Introduction: Precision injection molding is a plastic injection molding method that requires precision molds and precision machines. The content of this blog includes concepts, characteristics, influencing factors, selection of plastic materials, precision molds, and characteristics of precision plastic injection machines.

The Concept of Precision Injection Molding
Precision injection molding is a method of injection molding where the dimensional repeatability of the molded parts is so high that it is difficult to achieve the requirements using a general-purpose injection molding machine and conventional injection molding processes.
Precision injection molding is different from conventional injection molding. It is based on the rapid development of polymer materials and uses precision plastic parts to replace high-precision metal parts in the fields of instrumentation and electronics.

The current definition indicators for precision injection products include product size repeatability and product quality repeatability.

Strict Tolerances
When you’re designing and manufacturing parts using injection molding, it’s crucial to get the dimensions and tolerances right. If you don’t, your parts might not work or they might fail. This is especially true for complex parts made from plastic injection molding.

Tight tolerances are a big deal. For injection molding, typical tolerances are +/-0.1mm, with very tight tolerances of +/-0.025mm. As a general rule, the dimensional tolerance of the precision injection mold should be controlled to be less than 1/3 of the dimensional tolerance of the product.
Material Selection
Choosing plastics for precision injection molding can be tricky. The shrinkage rate of plastic products can vary a lot during molding. Different types of plastic have different flow properties and ratios during injection molding because of the types and amounts of polymers and additives used.

This means that even if you use the same plastic with the same amounts of the same stuff, the products you make with it can still be different shapes and sizes. They can also be different shapes and sizes because of things like who made the plastic, what time of year it is, and what the weather is like.

So, in addition to having good flow properties and molding properties, plastics for precision injection molding also have to make products that keep their shape and size. Otherwise, you can’t make sure that the product is the right size.
That’s why, when you’re making precision plastic products with injection molding, you have to think really hard about what kind of plastic you’re using and how it works when you’re molding it. You should try to use plastics that don’t shrink much and that stay the same shape and size for a long time.

When choosing materials for precision injection molding, you want ones that have high mechanical strength, good dimensional stability, good wear resistance, and can adapt to a wide range of environments.

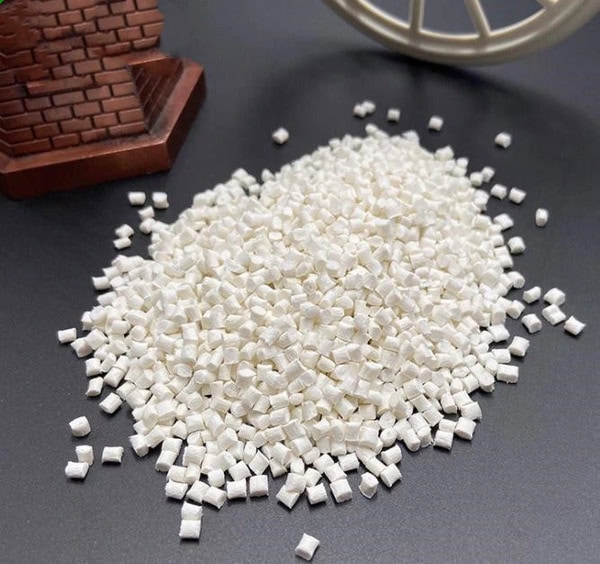
There are Four Commonly Used Materials
POM and carbon fiber reinforced (CF) or glass reinforced (GF). This material has good creep resistance, good fatigue resistance, good weather resistance, good dielectric properties, is not easy to burn, and is easy to release lubricants.

PA and glass fiber reinforced PA66. It has strong impact resistance and wear resistance, good flow performance, and can form products with a wall thickness of 0.4mm. Glass fiber reinforced PA66 has heat resistance (melting point 250°C). Its disadvantage is that it absorbs moisture. Generally, it should be dried after molding.

PBT reinforced polyester. It has a short molding time. The molding time is as follows: PBT=POM=PA66=PA6.

D.PC and GFPC. Features: Good wear resistance, enhanced rigidity, good dimensional stability, weather resistance, flame retardancy, and formability.
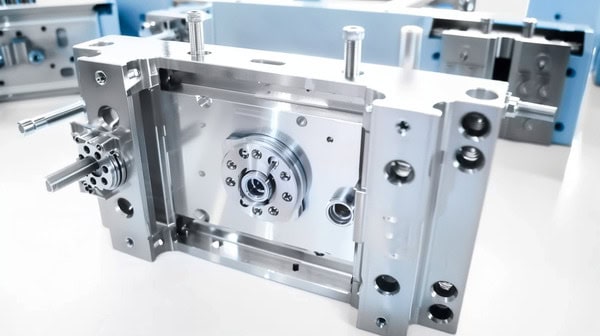
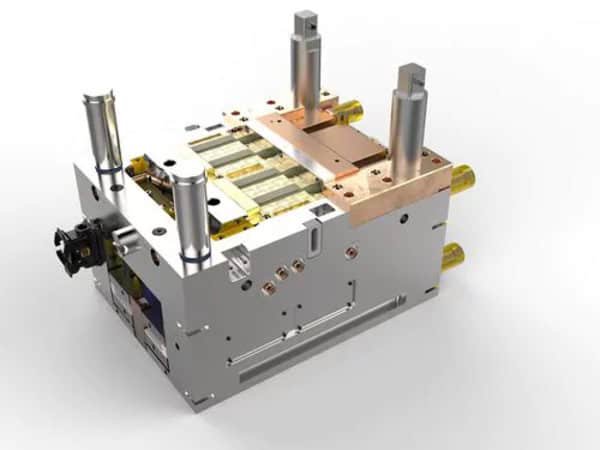
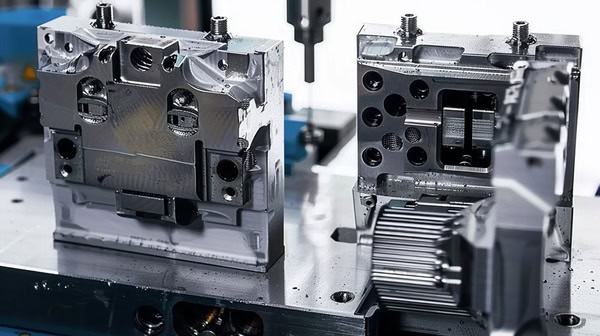
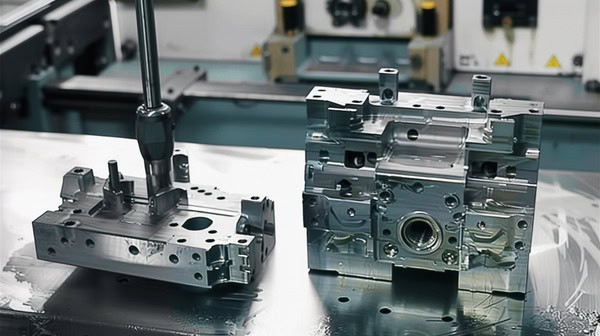
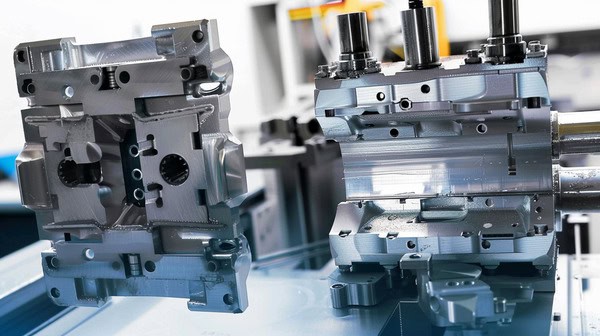
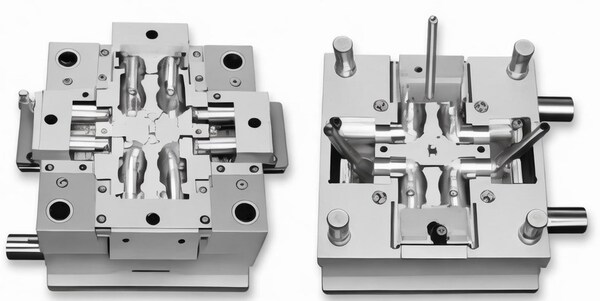
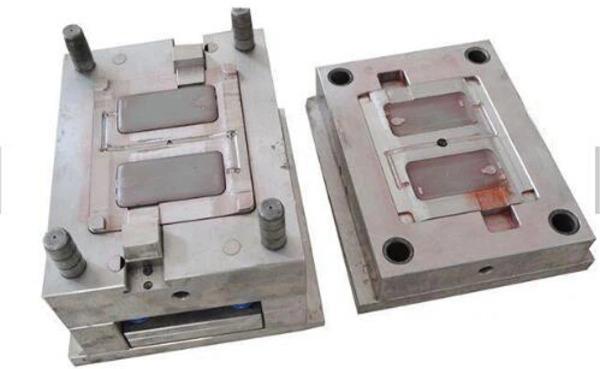
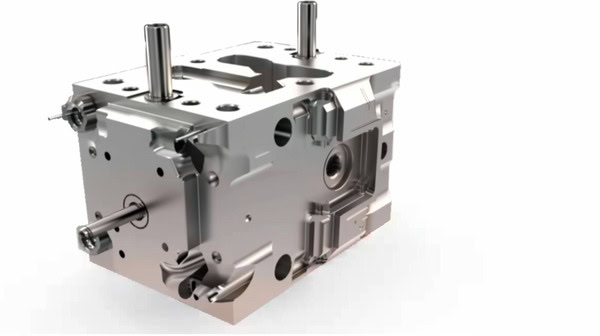
Precision Injection Mold
The mold gotta be super accurate. The accuracy of the mold is closely related to the processing and assembly technology. If you don’t put forward the right technical requirements during the design, or if the mold structure design is not good, no matter how good your processing and assembly technology is, you can’t guarantee the accuracy of the mold. To make sure that the precision of the precision injection mold is not affected by design issues, you gotta pay attention to the following four points:
The design accuracy and technical requirements of the parts should be compatible with the accuracy of the product. The mold should ensure the accuracy of the product. First, the mold cavity accuracy and parting surface accuracy must be consistent with the accuracy of the product. Generally speaking, the dimensional tolerance of the precision injection mold cavity should be less than one-third of the product tolerance, and needs to be determined based on the actual situation of the product.

The parting surface accuracy (parting surface parallelism) is mainly used to ensure the mold cavity accuracy. For small precision injection molds, the technical requirement for parting surface parallelism is about 0.005mm. Although the structural parts in the mold will not directly participate in injection molding, they will affect the accuracy of the mold cavity and thus the accuracy of the product. Therefore, appropriate and reasonable accuracy should be provided for their structural parts.
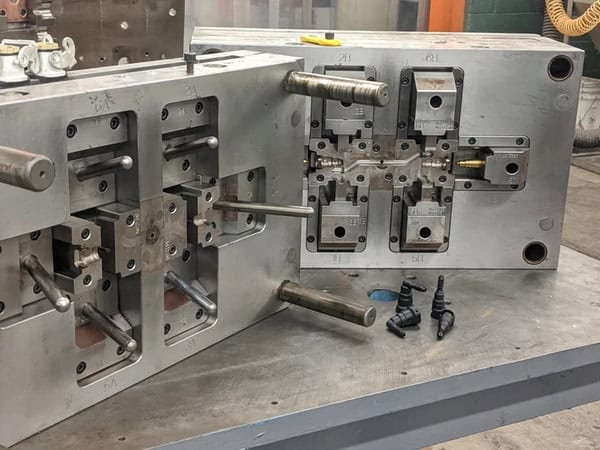
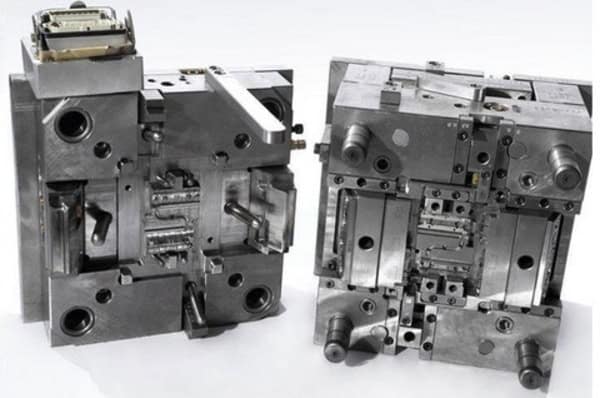
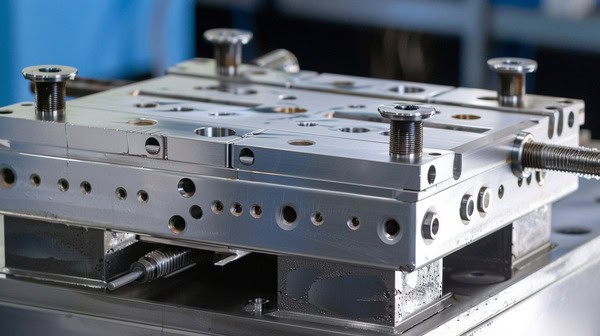
Check the matching accuracy of the moving and fixed molds. In general, ordinary injection molds mainly rely on the guide pillar guide mechanism to ensure their matching accuracy. However, due to the clearance fit between the guide pin and the guide hole, there is always a certain gap between the two, whether large or small. This gap often affects the installation accuracy of the mold on the injection molding machine, resulting in misalignment of the movable mold and the fixed mold, so it is difficult to use for injection molding precision products.

In addition, under high-temperature injection molding conditions, the thermal expansion of the movable and fixed templates sometimes causes misalignment between the two, ultimately leading to changes in product accuracy.
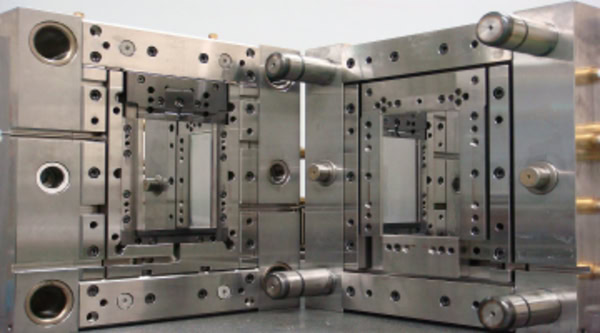
In precision injection molds, the misalignment between the movable and fixed molds should be minimized and efforts should be made to ensure the alignment accuracy of the movable and fixed molds. A cone positioning mechanism or a cylindrical guide pin positioning mechanism and a guide pillar guide mechanism can be designed. For use.

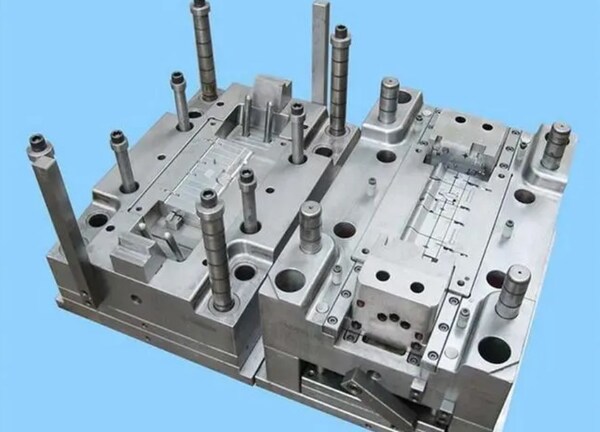
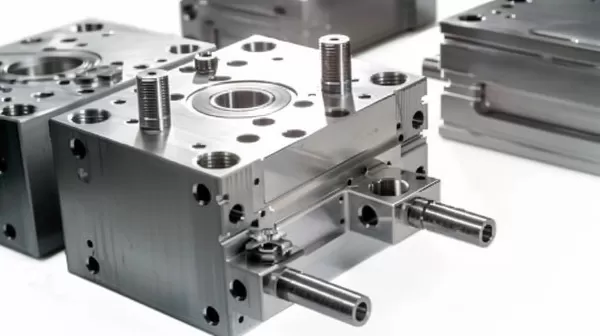
The mold structure should be stiff enough. Precision injection molds must be stiff enough. Otherwise, they will bend a lot when the injection pressure or the mold clamping force is applied. This will change the mold’s accuracy and then affect the product’s accuracy.
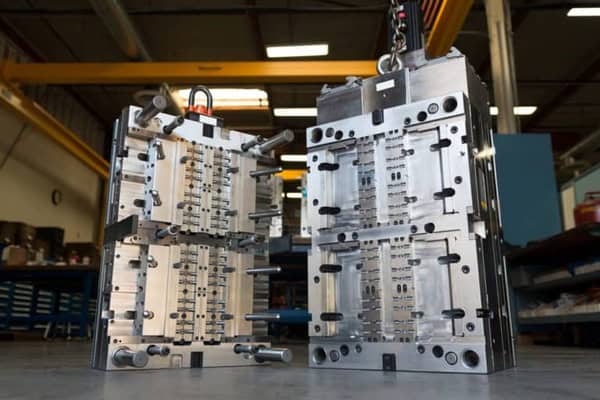
For molds that are one piece, their shape, size, and the material they’re made of should make them stiff enough. For molds that have inserts, how stiff they are often depends on the mold frame that holds the inserts in place. The mold frame should be made of 40Cr alloy structural steel. It should be heat treated to a hardness of about HRC30.

The movement of movable parts in the mold should be accurate. Injection molds often have some movable molding inserts or movable cores. If the movement of these movable parts is inaccurate, that is, they cannot accurately return to the original position after each movement, then no matter how high the processing accuracy of the mold parts, the structural accuracy of the mold itself, and the accuracy of the product will fluctuate greatly. In order to solve this problem, some special motion positioning structures need to be adopted.

Precision Injection Machine
Precision injection molding machines are machines used to mold and produce precision plastic products. There are usually two indicators for precision injection molding machines: one is the repeated deviation of the product size, and the other is the repeated weight deviation of the product. The former is difficult to compare due to different sizes and product thicknesses, while the latter represents the overall level of the injection molding machine.

Generally, the weight repeatability error of ordinary injection molding machines is about 1%, and better machines can reach 0.8%. If it is less than 0.5%, it is a precision machine, and if it is less than 0.3%, it is an ultra-precision machine. As mentioned before, precision injection molding machines require product dimensional accuracy generally within 0.01~0.001mm.
Characteristics of Precision Injection Machines in Terms of Control
For injection molding parameters with high requirements on repetition accuracy (reproducibility), multi-level injection feedback control should be used: multi-level position control; multi-level speed control; multi-level pressure holding control; multi-level back pressure control; multi-level screw speed control.

The accuracy of the displacement sensor is required to reach 0.1mm, which can strictly control the metering stroke, injection stroke and the thickness of the remaining material pad (injection monitoring point) to ensure the accuracy of each injection and improve the molding accuracy of the product.
The barrel and nozzle temperature control must be precise, the overshoot during temperature rise must be small, and the temperature fluctuation must be small. Precision injection molding should use PID control to ensure that the temperature accuracy is within -0.5°C.

Requirements for plasticization quality. The uniformity of plastic plasticization not only affects the molding quality of injection molded parts, but also affects the resistance of the molten plastic when passing through the gate. In order to obtain uniform plasticization, a special screw and the use of specialized plasticizing technology are essential.
In addition, the temperature of the barrel should also be accurately controlled. Nowadays, the temperature of the screw and barrel is mostly controlled by PID (proportional, differential, integral). The accuracy can be controlled within ±1°C, which can basically meet the requirements of precision injection molding. If FUZZY control is used, this method is more suitable for precision injection molding.
The working oil must be kept at a high temperature. If the oil temperature changes, the injection pressure will change. To keep the oil temperature at 50 to 55°C, you need to use a heating and cooling system that can control the oil temperature.

The effect of holding pressure. Holding pressure has a big effect on the quality of plastic parts. In other words, holding pressure can help the plastic parts fill better, reduce the deformation of the plastic parts, and control the accuracy of the plastic parts. The stability of the holding pressure determines the quality of the plastic parts. The position of the screw at the end of the injection molding cycle and the stability of the holding pressure are the two most important factors that determine the quality of the plastic parts.
If the mold temperature control requirements are the same, if the cooling time is the same, the thickness of the product with a low mold cavity temperature will be larger than that of the product with a high temperature. For example, for POM and PA materials, the thickness of products with a thickness of 50-100 μm when the mold temperature is 50°C is reduced to 20-40 μm at 80°C, and to only 10 μm at 100°C. Room temperature also affects the dimensional tolerances of precision products.

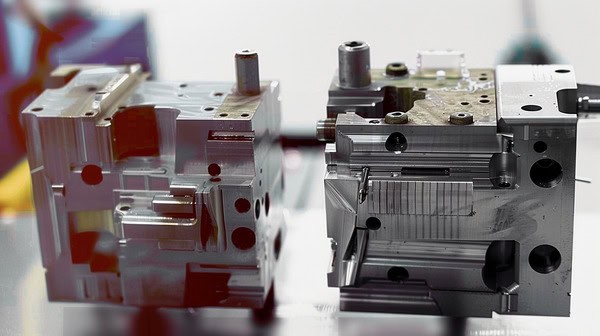
Structural Features of Precision Injection Molding Machine
Because precision injection machines have high injection pressures, the mold clamping system must be rigid. The parallelism of the moving and fixed templates is controlled within 0.05~0.08mm. It requires low-pressure mold protection and accurate control of the mold clamping force. The size of the mold clamping force affects the degree of mold deformation, which ultimately affects the dimensional tolerance of the part.

The mold opening and closing speed should be fast, usually around 60mm/s. The plasticizing components, such as the screw, screw head, check ring, and barrel, should be designed with a structure that has strong plasticizing ability, good homogenization, and high injection efficiency.
The screw driving torque should be large and capable of infinitely variable speed. Regardless of the type of precision injection molding machine, it must be able to stably control the dimensional repeatability and quality repeatability of the product.

Shrinkage Problem in Precision Injection Molding
Precision injection molded products not only have the concepts of dimensional tolerance, geometric accuracy, and surface finish, but also have the concept of repeatability, stable accuracy for the day, month, year, and application environment. These accuracy are not only related to the properties of the finished materials and mold accuracy, but also to the It is related to the molding shrinkage that affects the manufacturing accuracy.

There are four factors that affect shrinkage: thermal shrinkage, phase change shrinkage, orientation shrinkage and compression shrinkage.
Thermal Shrinkage
It is an inherent thermophysical property of molding materials and mold materials. If the mold temperature is high, the temperature of the product will also be high, and the actual shrinkage rate will increase. Therefore, the mold temperature of precision injection should not be too high.
Phase Change Shrinkage
Phase change shrinkage is caused by the decrease in specific volume due to the crystallization of the polymer during the orientation process of the crystalline resin, which is called phase change shrinkage.
The mold temperature is high, the crystallinity is high, and the shrinkage rate is large; but on the other hand, increased crystallinity will increase the density of the product, reduce the linear expansion coefficient, and reduce the shrinkage rate. Therefore, the actual shrinkage rate is determined by the combined effect of the two.
Orientation Shrinkage
Due to the forced stretching of molecular chains in the flow direction, macromolecules tend to re-curl and recover when cooled, and shrinkage will occur in the orientation direction. The degree of molecular orientation is related to injection pressure, injection speed, resin temperature and mold temperature. But the main thing is the injection speed.
Shrinkage from Compression
compression shrinkage and elastic recovery. Plastics are generally compressible, meaning that their specific volume changes significantly under high pressure. At normal temperatures, increasing the pressure on a molded product will reduce its specific volume, increase its density, decrease its coefficient of expansion, and significantly reduce its shrinkage rate.
Corresponding to this compressibility, the molding material has an elastic recovery effect, which reduces the shrinkage of the product. The factors that affect the molding shrinkage of a product are related to the molding conditions and the operating conditions.
Characteristics of Precision Injection Molding
The process characteristics of precision injection molding are mainly high injection pressure, fast injection speed, and precise temperature control.
High Injection Pressure
Tests have proven that for different plastic varieties, shapes, and sizes, the pressure required for precision injection molding should be 180-250MPa (the injection pressure used for ordinary injection molding is generally 40-200MPa). In some special cases, it is required to be higher. The highest has reached about 450MPa.
Fast Injection Speed
The injection speed not only significantly affects the productivity of the product but more importantly, it can reduce the dimensional tolerance of the product. In order to improve the accuracy of injection molded parts, especially for the molding of complex-shaped products, variable-speed injection has been developed in recent years, that is, the injection speed changes, and its changing rules are determined according to the structural shape of the part and the performance of the plastic.

Temperature Control Must Be Precise
Temperature has a big effect on the quality of product molding and is one of the three big process conditions for injection molding. For precision injection molding, there are not only temperature issues, but also temperature control accuracy issues.
Obviously, during the precision injection molding process, if the temperature control is not accurate, the fluidity of the plastic melt and the molding performance and shrinkage rate of the product will not be stable, so the accuracy of the product cannot be guaranteed.

From this perspective, when using precision injection molding, the temperature range of the barrel and nozzle, or the injection mold, must be strictly controlled. For example, in precision injection molding, a PID controller is used to control the temperature of the barrel and nozzle, and the temperature fluctuation range is controlled within 1°C, while for ordinary injection molding machines, the temperature there can reach 20°C to 300°C.

When doing precision injection molding production, in order to ensure the accuracy of the product, in addition to strictly controlling the temperature of the barrel, nozzle and mold, we must also pay attention to the impact of the ambient temperature on the accuracy of the product after demolding.

Difficulties in Precision Injection Molding
Plastic Shrinkage Rate
When designing precision plastic products, it is necessary to consider the shrinkage rate of plastic.
Choice of Precision Injection Molding Plastics
The shrinkage rate of plastic products fluctuates greatly during the molding process. In addition, due to the different types of polymers and additives used in different plastics, their flow properties and molding properties during injection molding will also be different.
There are Big Differences,Due to the influence of factors such as the manufacturer, factory season, and environmental conditions, there are also problems with the shape and size stability of the molded products.
Product Shape and Size
The shape and size of plastic parts have a great influence on the accuracy of the parts. Production practice shows that the more complex the shape and size of the product, the lower the precision.
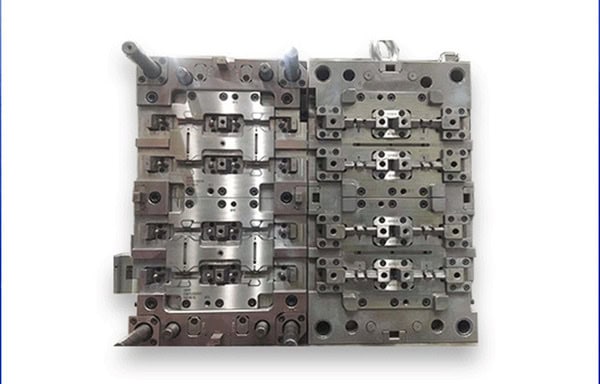
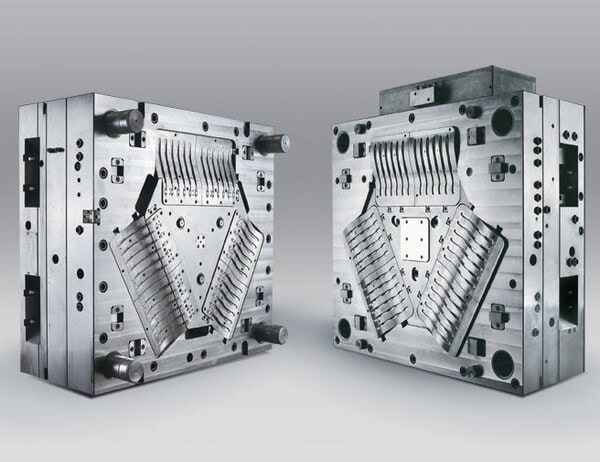
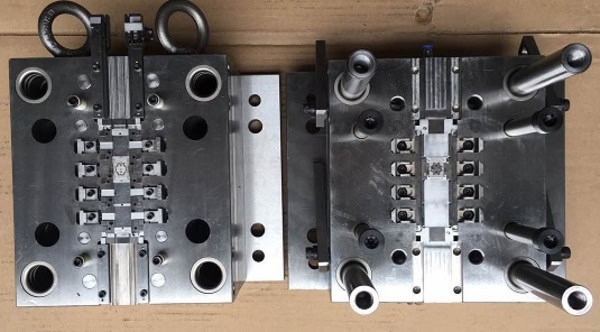
Mold Structure
The accuracy of injection molded parts is closely related to the number of mold cavities and production batches. It also shows that the accuracy of single-cavity mold structures is higher than that of multi-cavity mold structures, and the accuracy of small-batch production is higher than the accuracy of large-batch production.
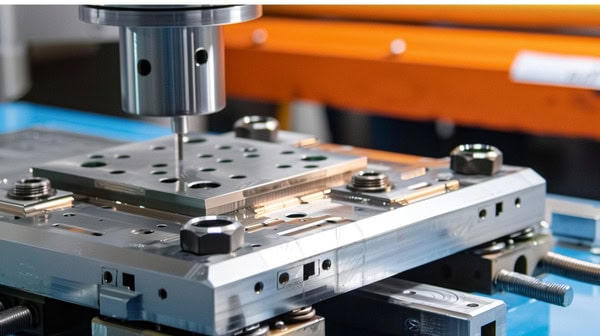
Accuracy of Mold Processing
When injection molded products are formed, they are formed in the mold cavity. The accuracy of the product will never exceed the accuracy of the mold cavity. Generally, the accuracy of injection molded products is one to two tolerance levels lower than the accuracy of the mold.
As far as current mold manufacturing technology is concerned, most mold cavities are manufactured by high-speed milling, grinding, polishing or electrical machining, which can achieve the highest required precision.

Injection Molding Machine
Precision injection molding requires high accuracy of products. Therefore, they generally need to be performed on special precision injection molding machines. The injection power of the precision injection molding machine must be large, the control accuracy must be high, the response speed of the hydraulic system must be fast, and the mold clamping system must have sufficient rigidity.
Conclusion
In conclusion, there are several key factors that affect precision injection molding, such as tight tolerances, material selection, precision injection molds, precision injection machines, shrinkage issues in precision injection molding, and so on, which make precision injection molding challenging.







