 Skip to content
Skip to content 

- Injection molding efficiency is determined by cycle time optimization, scrap rate reduction, machine utilization, and overall equipment effectiveness (OEE).
- Cooling time accounts for 60–80% of total cycle time and represents the single largest opportunity for efficiency improvement.
- Scientific molding methodology — establishing process windows through systematic DOE — delivers more consistent results than trial-and-error adjustment.
- Preventive mold maintenance programs reduce unplanned downtime by up to 70% and extend mold life significantly.
- Automation of part handling, quality inspection, and material feeding can increase output by 20–35% while reducing labor costs.
- Real-time process monitoring with SPC (Statistical Process Control) catches drift before it produces defective parts.
What Are the Key Metrics That Define Injection Molding Efficiency?
Injection molding efficiency is not a single number — it is a composite of several interrelated metrics that together determine how effectively your production operation converts raw materials, energy, and labor into quality parts. After running injection molding1 operations at Zetar for over two decades, I have learned that improving efficiency requires measuring it correctly first.
The most important efficiency metrics in injection molding include:
| Metric | Definition | Industry Benchmark | World-Class Target |
|---|---|---|---|
| Overall Equipment Effectiveness (OEE) | Availability × Performance × Quality | 60–65% | 85%+ |
| Cycle Time Efficiency | Theoretical min cycle / Actual cycle | 75–85% | 90%+ |
| Scrap Rate | Rejected parts / Total parts produced | 2–5% | < 1% |
| Machine Utilization | Actual run hours / Available hours | 70–80% | 90%+ |
| First Pass Yield | Good parts at first inspection / Total parts | 95–97% | 99%+ |
| Material Yield | Part weight / (Part + runner + scrap weight) | 80–90% | 95%+ |
At Zetar, we track these metrics in real time across all 30+ injection molding machines using a centralized monitoring system. This data-driven approach allows us to identify inefficiencies quickly and implement targeted improvements rather than relying on guesswork.
The key insight is that these metrics are interconnected. Reducing cycle time without maintaining quality simply shifts the problem — you produce more parts faster, but higher scrap rates eat into the gains. True efficiency improvement addresses all dimensions simultaneously.

How Can You Optimize Cycle Time Without Sacrificing Part Quality?
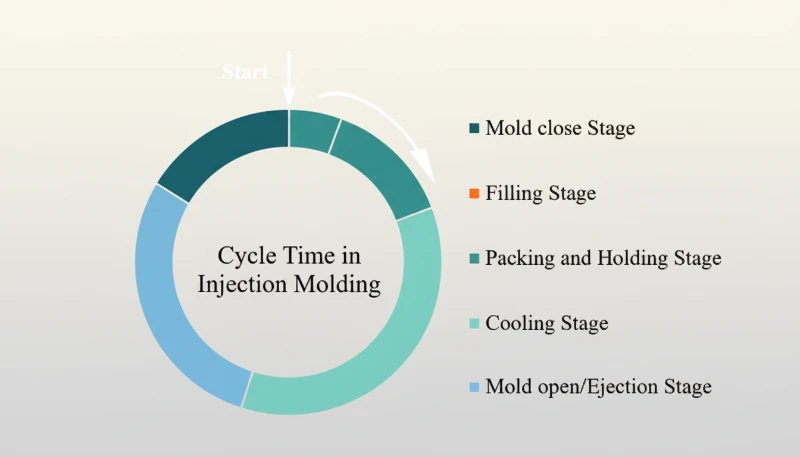
Cycle time optimization is the most impactful lever for improving injection molding efficiency because it directly increases throughput with existing equipment and labor. A typical injection molding cycle consists of four phases: injection (fill + pack), cooling, mold open/eject, and mold close. Among these, cooling time dominates.
At Zetar, cooling time typically accounts for 60–80% of total cycle time. This means that even a 10% reduction in cooling time can translate to a 6–8% improvement in overall cycle time — which, over millions of cycles, represents significant capacity and cost gains.
Here are the proven strategies we use to optimize each phase of the cycle:
Cooling Time Reduction:
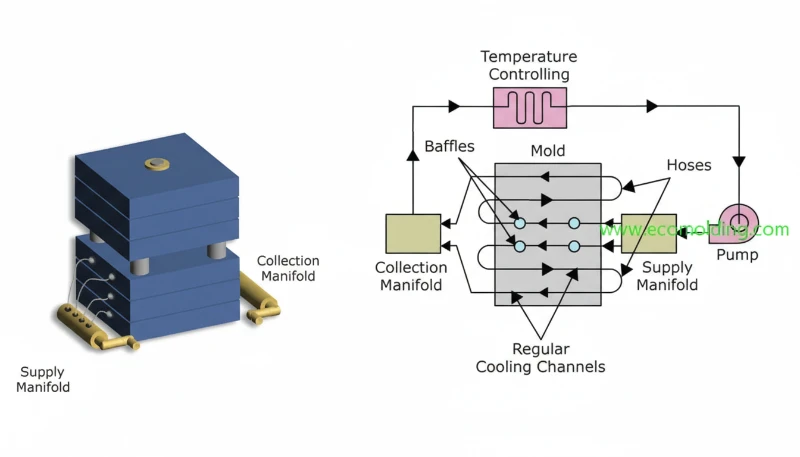
- Optimize cooling channel layout for uniform heat extraction — channels should be equidistant from the cavity surface (typically 1.5–2× the channel diameter from the surface)
- Use conformal cooling channels (3D-printed metal inserts) for complex parts where conventional straight-drilled channels cannot provide uniform cooling
- Implement high-conductivity materials (beryllium copper alloys) in hot spots where standard tool steel cannot extract heat fast enough
- Maintain cooling water temperature and flow rate — turbulent flow (Reynolds number > 4000) transfers heat 3–5× more efficiently than laminar flow
- Regular cleaning of cooling channels to prevent scale buildup that reduces heat transfer
Injection Time Optimization:
- Use velocity-to-pressure (V/P) transfer at 95–98% fill for consistent part weight
- Optimize injection speed profiles — faster fill reduces cooling of the melt front and can improve part quality
- Ensure the gate seal study determines the minimum effective holding time
Dry Cycle Reduction:
- Minimize mold opening stroke to just enough for part ejection
- Optimize ejector speed and stroke
- Use robotic part removal to eliminate the need for gravity drop (which requires wider mold opening)
What Role Does Mold Design Play in Production Efficiency?
The mold itself is the most critical factor in injection molding efficiency, yet its impact is often underestimated because it is a one-time investment that gets locked in before production begins. A well-designed mold produces parts faster, with fewer defects, and requires less maintenance than a poorly designed one.
At Zetar, our mold design2 team focuses on several efficiency-critical design features:
Runner System Design: The runner system directly affects both material efficiency and cycle time. Hot runner systems3 eliminate runner scrap entirely (improving material yield from ~85% to ~98%) and reduce cycle time by eliminating the need to cool and eject runners. For high-volume production, the investment in a hot runner system typically pays back within 3–6 months through material savings alone.
Multi-Cavity Optimization: Increasing cavity count multiplies output per cycle, but only if all cavities fill uniformly. Unbalanced filling causes quality variation between cavities, leading to higher scrap rates. We use mold flow analysis to ensure balanced filling across all cavities and verify balance during mold trials through cavity-to-cavity weight studies.
Venting and Ejection: Inadequate venting slows down injection speed (operators reduce speed to prevent burns), while poor ejection design causes sticking that increases cycle time and causes damage. Proper venting at all flow front meeting points and optimized ejector pin layout prevent these issues.
Mold Cooling Design: As discussed in cycle time optimization, cooling channel design is built into the mold and cannot be changed after manufacturing. This is why we invest significant engineering time in cooling analysis during the mold design phase using mold flow analysis software.
“The cheapest mold option is always the most cost-effective choice for production.”False
A low-cost mold often lacks optimized cooling channels, proper venting, and balanced runner systems. These design shortcuts result in longer cycle times, higher scrap rates, and more frequent maintenance downtime. Over the production lifetime, a well-engineered mold that costs 15–20% more upfront typically delivers 30–50% lower total cost per part.
“Investing in optimized mold design — including conformal cooling, hot runners, and balanced cavities — delivers the lowest total cost per part over the mold’s production lifetime.”True
An optimized mold design reduces cycle time, minimizes scrap, extends mold life, and decreases maintenance frequency. These ongoing savings far outweigh the higher initial mold cost, especially for medium-to-high volume production runs exceeding 100,000 parts.

How Does Preventive Maintenance Impact Molding Efficiency?
Unplanned downtime is the silent killer of injection molding efficiency. Every minute a machine sits idle due to a mold breakdown, heater failure, or hydraulic leak is lost production capacity that can never be recovered. Preventive maintenance programs convert unpredictable breakdowns into planned maintenance windows that minimize disruption.
At Zetar, our maintenance program operates on three levels:
Daily Checks: Machine operators perform visual inspections, check oil levels, verify temperature readings, and clean mold parting surfaces at the start of each shift. These 10-minute checks catch developing issues before they cause failures.
Scheduled Mold Maintenance: Every mold undergoes comprehensive maintenance at defined intervals based on shot count:
| Maintenance Level | Frequency | Activities | Typical Duration |
|---|---|---|---|
| Level 1 (Basic) | Every 10,000–25,000 shots | Clean parting surfaces, check ejector pins, inspect venting, lubricate slides | 2–4 hours |
| Level 2 (Intermediate) | Every 50,000–100,000 shots | Full disassembly, clean cooling channels, replace worn O-rings and seals, inspect cavity surfaces | 8–16 hours |
| Level 3 (Major) | Every 250,000–500,000 shots | Complete refurbishment, re-polish cavities, replace ejector pins and springs, verify dimensional accuracy | 1–3 days |
Machine Preventive Maintenance: Injection molding machines follow manufacturer-recommended maintenance schedules covering hydraulic oil changes, barrel and screw inspection, heater band testing, and tie bar lubrication. We track all maintenance activities in our MES (Manufacturing Execution System) to ensure nothing is missed.
The result of our preventive maintenance program is an unplanned downtime rate below 3%, compared to the industry average of 8–15%. This translates directly into higher machine utilization and more consistent production output.

What Automation Strategies Deliver the Biggest Efficiency Gains?
Automation in injection molding has evolved far beyond simple robotic part removal. Modern automation strategies encompass material handling, in-mold operations, quality inspection, and data-driven process optimization — all working together to maximize throughput and consistency.
At Zetar, we have implemented automation across multiple stages of our production process:
Robotic Part Removal and Handling: Six-axis robots and SCARA robots remove parts from the mold, trim gates, and place parts onto conveyors or into packaging. This eliminates the variability of manual handling and allows faster mold cycling since the robot clears the mold faster than gravity drop.
Automated Quality Inspection: Vision systems with cameras and AI-based defect detection inspect every part in real time for surface defects, dimensional accuracy, and color consistency. At Zetar, our inline vision systems catch defects within 0.5 seconds of part ejection, allowing us to quarantine defective parts immediately and trigger process adjustments.
Material Feeding and Blending: Automated gravimetric feeders and blending systems deliver precise material mixtures (virgin resin, colorant, additives) to each machine, eliminating manual weighing errors and ensuring consistent material quality.
Process Monitoring and Control: Real-time monitoring systems track cavity pressure, melt temperature, injection speed profiles, and cycle times. When parameters drift outside established control limits, the system alerts operators or automatically adjusts settings to maintain quality.
“Automation only benefits large-scale injection molding operations with millions of parts per year.”False
Even medium-volume operations benefit significantly from targeted automation. Simple robotic part removal, automated material feeding, and basic vision inspection can be implemented cost-effectively and typically achieve ROI within 12–18 months for operations running as few as 100,000 parts annually.
“Targeted automation — starting with robotic handling and inline inspection — delivers measurable efficiency gains for injection molding operations of all sizes.”True
Modern collaborative robots (cobots) and compact vision systems have made automation accessible to smaller operations. Starting with high-impact, lower-cost automation like robotic part removal and basic vision inspection provides immediate efficiency improvements while building the foundation for more advanced automation later.

How Does Scientific Molding Methodology Improve Process Stability?
Scientific molding is a systematic, data-driven approach to injection molding process development that replaces traditional trial-and-error methods with structured experimentation and statistical analysis. At Zetar, implementing scientific molding has been one of our most significant efficiency improvements over the past decade.
The scientific molding process follows a structured sequence:
1. Viscosity Curve Study: Determines how the material flows at different injection speeds, establishing the optimal fill rate range.
2. Cavity Balance Study: For multi-cavity molds, verifies that all cavities fill uniformly by comparing part weights across cavities at different fill volumes.
3. Pressure Drop Study: Identifies where pressure is consumed in the flow path (nozzle, sprue, runner, gate, cavity) to optimize the overall flow system.
4. Gate Seal Study: Determines the minimum holding time needed for the gate to freeze, preventing over-packing while ensuring complete packing.
5. Cooling Time Study: Establishes the minimum cooling time that produces parts meeting dimensional and quality specifications.
6. Design of Experiments (DOE): Systematically varies key parameters (melt temp, mold temp, injection speed, holding pressure) to identify the optimal process window and understand parameter interactions.
The result is a robust, documented process that produces consistent parts with minimal operator intervention. Once established, the process can be replicated on any machine of similar specifications using the same documented parameters. This eliminates the common problem of parts that “only run well on machine #7 when John is the operator.”

What Energy and Material Waste Reduction Strategies Should You Implement?
Energy and material costs together typically represent 60–70% of the total cost of an injection molded part. Reducing waste in both areas directly improves profitability while supporting sustainability goals — an increasingly important factor for our clients at Zetar.
Energy Efficiency:
- All-electric machines: Consume 30–50% less energy than hydraulic machines and offer more precise control. At Zetar, we have been systematically replacing hydraulic machines with all-electric models as part of our efficiency improvement program.
- Variable-speed hydraulic pumps: For remaining hydraulic machines, servo-driven variable-speed pumps reduce energy consumption by 20–40% compared to fixed-speed pumps.
- Barrel insulation: Insulating blankets on injection barrels reduce heat loss by up to 30%, lowering heater energy consumption.
- Efficient cooling systems: Centralized chiller systems with variable-speed pumps operate more efficiently than individual machine chillers.
Material Waste Reduction:
- Hot runner systems:4 Eliminate runner scrap entirely, improving material yield from ~85% to ~98%.
- Optimized part design: Working with clients during the DFM phase to reduce wall thickness and eliminate unnecessary material saves both raw material and cycle time.
- Regrind management: For materials that accept regrind (ABS, PP, PE), controlled blending of in-house regrind at 15–25% reduces virgin material consumption without compromising quality.
- Purging compound optimization: Using efficient purging compounds during material and color changes minimizes transition scrap.
Frequently Asked Questions (FAQ)
What is a good OEE target for injection molding operations?
A good OEE target for injection molding is 75–85%, with world-class operations achieving 85%+ consistently. Most injection molding facilities operate between 55–70% OEE, meaning significant improvement potential exists. At Zetar, our facility-wide OEE averages above 80%, achieved through systematic process optimization, preventive maintenance, and automation investments.
How much can cycle time reduction actually save in production costs?
A 10% cycle time reduction translates to approximately 10% more output from the same equipment and labor, directly reducing per-part costs. For a machine running at $50/hour with a 30-second cycle, reducing the cycle by 3 seconds saves approximately $8,750 per year per machine running three shifts. Across a factory with 30 machines, this adds up to over $260,000 annually.
Is it worth investing in hot runner systems for all molds?
Hot runner systems are most cost-effective for high-volume production (above 100,000 parts annually), multi-cavity molds, and expensive engineering resins. For low-volume or prototype molds, cold runner systems with optimized runner diameters are more cost-effective. At Zetar, we evaluate each project individually and recommend hot runners when the material savings and cycle time improvements justify the additional mold investment.
How often should injection molds receive preventive maintenance?
Basic maintenance (cleaning, lubrication, visual inspection) should occur every 10,000–25,000 shots. Intermediate maintenance (full disassembly, cooling channel cleaning, seal replacement) every 50,000–100,000 shots. Major maintenance (refurbishment, re-polishing, component replacement) every 250,000–500,000 shots. The exact intervals depend on the material being processed, part complexity, and mold design.
What is the ROI timeline for automation in injection molding?
Simple robotic part removal typically achieves ROI in 12–18 months. Inline vision inspection systems pay back in 6–12 months through scrap reduction. Comprehensive automation cells (robot + vision + conveyor + packing) typically achieve ROI in 18–30 months. The ROI accelerates with higher production volumes and multi-shift operations, which is why Zetar’s automation investments have been among our most profitable capital expenditures.
Can process monitoring really prevent defects before they happen?
Yes, modern cavity pressure monitoring and real-time SPC5 systems detect process drift — subtle changes in fill pressure, cushion position, or cycle time — that precede visible defects. By setting control limits based on established process windows, the system alerts operators or automatically segregates suspect parts before they reach the customer. At Zetar, our monitoring systems have reduced customer quality complaints by over 60% since implementation.
Summary
Maximizing injection molding efficiency requires a multi-faceted approach that addresses every aspect of the production system: cycle time optimization starting with cooling time reduction, mold design that builds efficiency into the tool before production begins, preventive maintenance that prevents costly unplanned downtime, automation that increases throughput and consistency, scientific molding methodology that creates robust and repeatable processes, and energy and material waste reduction that improves both economics and sustainability.
At Zetar, our systematic approach to efficiency improvement has allowed us to deliver competitive pricing, reliable quality, and consistent delivery performance to our clients worldwide. Our investment in modern equipment, skilled engineering talent, and data-driven production management creates a manufacturing environment where efficiency gains compound over time.
If you are looking to improve the efficiency of your injection molding production or want to explore how a more efficient manufacturing partner can reduce your per-part costs, contact our team for a free production efficiency consultation.
-
Injection Molding: A high-volume manufacturing process where molten thermoplastic material is injected under pressure into a precision mold cavity, cooled, and ejected as a finished part. It is the dominant method for producing complex plastic components at scale. ↩
-
Mold Design: The engineering discipline of designing injection mold tools including cavity geometry, runner system layout, cooling channel placement, ejection mechanism, and venting. Optimized mold design is the foundation of efficient production. ↩
-
Hot Runner System: A heated manifold and nozzle system within the mold that keeps the plastic in the runner channels molten, eliminating runner scrap and reducing cycle time. Hot runners are standard for high-volume and multi-cavity molds. ↩
-
Material Yield: The ratio of usable part weight to total material consumed (including runners, scrap, and purge material). Higher material yield directly reduces raw material costs and waste generation in injection molding production. ↩
-
Statistical Process Control (SPC): A methodology using statistical methods to monitor and control manufacturing processes. In injection molding, SPC tracks key parameters like cavity pressure and part weight to detect process drift before it produces defective parts. ↩







